



在零件加工过程中,经常遇到带锥度面、刃口或者上下异形(如天方地圆)等结构的加工,传统的加工方法很难精确、高质量地完成加工,数控电火花线切割加工机床能很好地完成此类零件的加工。带锥度切割加工的高速走丝电火花线切割机床,可用于锥度的切削加工。
锥度的切割加工是基于XY平面和UV平面联动来完成的。XY平面是指大拖板带动工件作平动,UV平面是上线架端点A'绕下线架端点A作倾斜运动,如图4-42所示,以下导轮中心点A为原点、A'为动点,电极丝AA'作半径为l的倾斜旋转运动,可以得到一个倒圆锥体,它在h高度平面(即下导轮中心到支撑平台)产生一个半径L的圆周轨迹,与此同时,电极丝作以L为半径,方向与l相反的圆周运动(平动)。
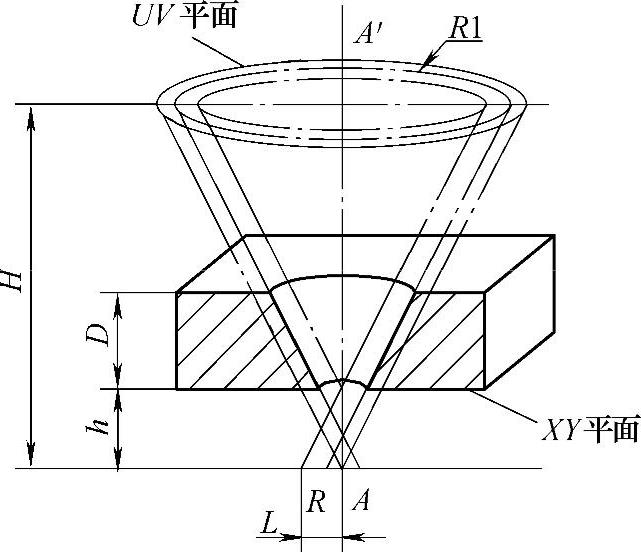
图4-42 锥度切割示意图(https://www.xing528.com)
如果要得到一个以基面中心O为原点,半锥角为α,上大下小,小端半径为R的倒圆锥体,只要XY平面作半径R+L的平动圆周运动,AA'作倾斜圆周运动,把倾斜运动和平动叠加,就能获得这个倒圆锥体。在UV平面上有半径为R+L+l的圆周运动,这里L是用以抵消作锥度倾斜运动而在h基面高度上产生的偏移量,因而方向与这个偏移量相反。用户只要设定H、h、α三个量,正确地编制切割程序,由计算机实现联动切割,就可以准确地完成锥度结构的切割加工。
由上述分析可知,要切割出结构尺寸合格的锥度工件,重要的是加工程序的正确,以使XY轴与UV轴能准确地联动。国内的机床一般都默认以工作台为基准进行编程,根据对图4-42的分析,必须对丝架上下支点间的跨距及其基面的距离作准确的测定和设定。由于大多数的线切割机床的下丝架是固定的,所以只要测定和设定好上丝架的尺寸,锥度的切割就能在程序的控制下准确地完成。
需要注意的是,多数快走丝线切割机床最大允许切割的锥度为6°,所以在进行锥度切割的时候,尤其是上下异形结构工件的切割时,结构的各个部分形成的锥度不可以超过6°,否则,由于结构的限制不可能切割出符合要求的结构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。