



【摘要】:图4-43 锥度零件底面尺寸图如图4-43所示,拟加工一个锥度为2.5°,底面尺寸如图示的带锥度零件,要求上小下大,工件的厚度为40mm。另外,由于锥度切割时排屑困难,在加工时应适当加大放电间隔时间,加大切削液的流量,以使切屑顺利地排出加工区。
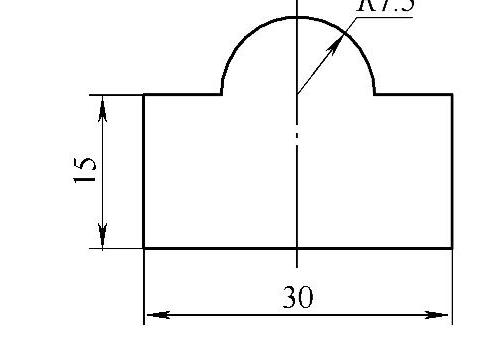
图4-43 锥度零件底面尺寸图
如图4-43所示,拟加工一个锥度为2.5°,底面尺寸如图示的带锥度零件,要求上小下大,工件的厚度为40mm。由图中形状分析可知,在本工件进行线切割加工的时候,切割方向为顺时针的时候,电极丝倾斜的方向是向右的;切割方向为逆时针的时候,电极丝倾斜的方向是向左的,在进行程序编制的时候,一定注意程序代码的选择。一般来说,国内线切割机床锥度切割程序代码为:G51为锥度左偏,G52为锥度右偏,G50为锥度偏移结束。程序段必须是G01直线插补程序段,分别在进刀线和退刀线中完成。程序面为待加工工件的下表面,与工作台面重合。锥度加工的建立是从建立锥度加工直线插补程序段的起始点开始偏摆电极丝,到该程序段的终点时电极丝偏摆到指定的锥度值。锥度加工的退出是从退出锥度加工直线插补程序段的起始点开始偏摆电极丝,到该程序段的终点时电极丝摆回0°值(垂直状态)。(https://www.xing528.com)
应该注意的是,在上大下小带锥度工件的加工中,在加工将要结束、工件脱离坯料的时候,容易使工件压紧电极丝,导致短路或者夹断电极丝等现象的发生;对于上小下大的带锥度工件的加工,在加工将要结束的时候,工件要脱离坯料,这时易砸断电极丝或砸伤下丝架,应采用适当的措施,如使用磁铁将工件与坯料体吸住,或者暂停机床,在切缝隙中加入适当厚度的金属薄片,夹紧工件和坯料。另外,由于锥度切割时排屑困难,在加工时应适当加大放电间隔时间,加大切削液的流量,以使切屑顺利地排出加工区。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。