



【摘要】:需要注意的是,必须使工件坯料的底面准确地与工作台面贴合紧密,保证其底面与工作台面在同一高度上,以便于确定编程高度。加工程序如下:图4-45 工件加工示意图注意,程序中的H001数值,在加工之前必须改成调整后的数据。
1.工件装夹
将准备好的工件坯料以桥式支撑方式装夹,由于工件为独立体,机床坐标系与编程坐标系的一致性要求不高,工件安装在工作台面的中间位置用一对压板压紧,采用画线法对工件进行校正,校正后,再用压板压紧工件,如图4-44所示。需要注意的是,必须使工件坯料的底面准确地与工作台面贴合紧密,保证其底面与工作台面在同一高度上,以便于确定编程高度。
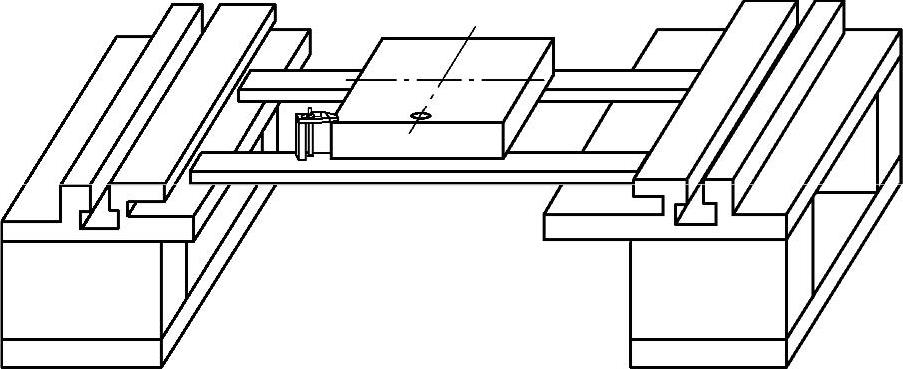
图4-44 工件装夹示意图
2.安装电极丝
照前面介绍的方法安装电极丝,电极丝应从工件坯料的穿丝孔进行安装,检查电极丝是否在导轮槽中,与导电块接触是否良好,松紧度(电极丝张力)是否合适。应该注意的是,在安装电极丝前先要校正电极丝的垂直度。安装好电极丝后根据经验,调整好上导论与工件坯料上表面间的距离,此距离不可太大,避免引起电极丝的抖动;也不可太小,太小则易引起上丝架与装夹零件之间的干涉,也易引起工作液喷射时的飞溅现象。
3.加工程序的编制
由于本工件结构简单,在这里,我们使用手工编程来编制加工程序。确定加工起始点为工件中间向下20mm的位置,图4-45为加工示意图。加工程序如下:(https://www.xing528.com)
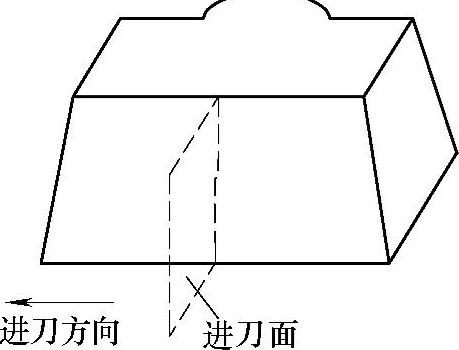
图4-45 工件加工示意图

注意,程序中的H001数值,在加工之前必须改成调整后的数据。
4.程序校验
在机床操作面板界面中,调入加工程序,应用机床控制系统中的“加工预演”或者“校验画图”等功能对所调用的加工程序进行检查,如有必要,在不安装电极丝、不开脉冲电源、不打开储丝筒的动作和不打开工作液泵的条件下,进行“模拟运行”,以检查工件的安装位置是否合适,加工是否超过机床的极限。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。