



1.利用丝架移动切割带锥度工件
利用丝架移动实现锥度加工的方法共有如图5-2所示的3种方法:
1)上(或下)丝架单臂平动,即上(或下)丝架臂沿X、Y轴方向平移,此法锥度不宜过大,否则导轮易损,工件上有一定的加工圆角。
2)上、下丝架臂同时绕一定中心移动。如果模具刃口放在中心“O”上,则加工圆角近似为电极丝半径。此法加工锥度也不宜太大。
3)上、下丝架臂分别平动和摆动。上、下丝架臂分别沿导轮径向平动及轴向摆动。此法加工锥度不影响导轮磨损。
利用丝架移动切割带锥度工件的方法一次成形,精确方便,易于掌握,效率较高。
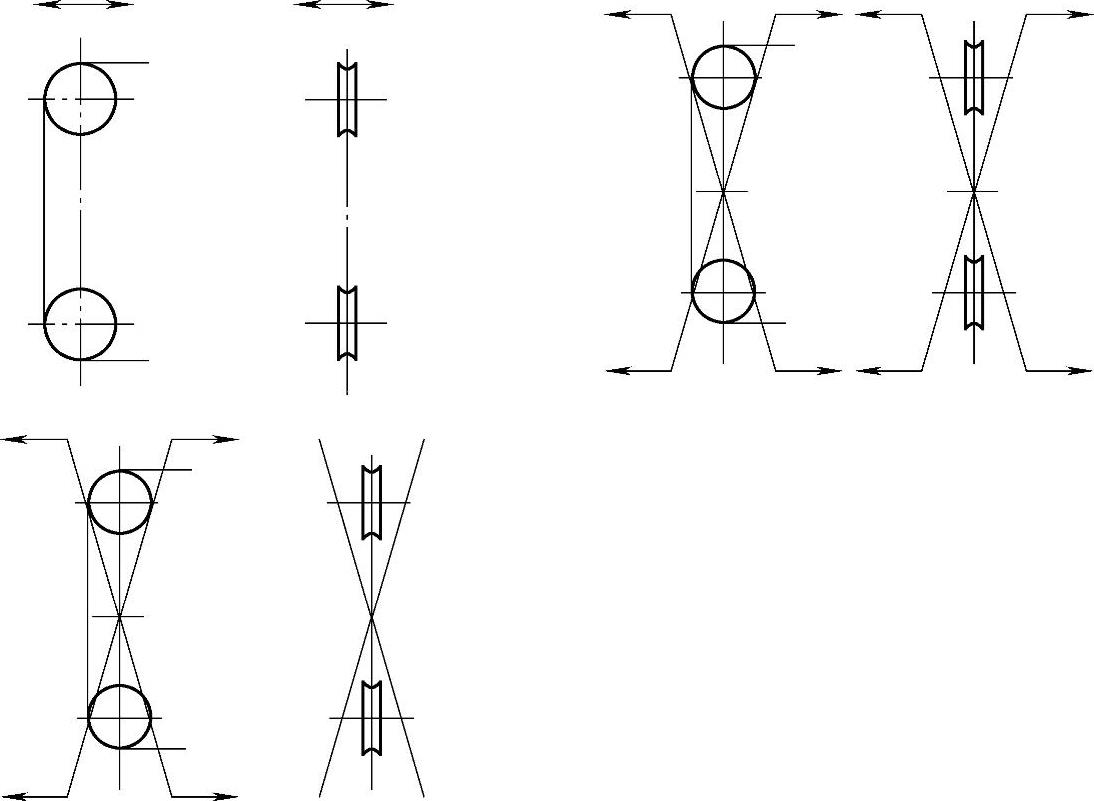
图5-2 丝架移动方式
2.平动法(https://www.xing528.com)
利用一个平动装置,使靠近下导轮处的电极丝做相应的圆周运动,电极丝的运动轨迹形成一个锥面,经过放电把锥面内的工件材料蚀除,便切割出带斜度的工件。
该方法无功(不是直接形成工件锥面所做的功)放电蚀除量较大,加工速度较低。
3.靠模补偿两次加工法
对于无切割锥度功能的机床,采用靠模补偿两次加工法,也可切割出带锥度的工件。将辅助工件靠模板材经薄片绝缘与凹模工件材料装夹在一起,进行第一次切割,得到直壁型孔。
直壁型孔切割结束后,切割辅助工件靠模与工件间的金属导线,利用偏移功能,使工作台运动轨迹相对第一次加工运动轨迹偏移e值,进行第二次切割。因辅助工件靠模不接电源,与电极丝接触而不放电,故电极丝弯折,把凹模切割成带锥度的工件。
辅助工件靠模一般为2~3mm厚的金属板。工件和金属板之间垫以厚为0.5~0.8mm的绝缘片。材料可用胶木板、有机玻璃板或塑料薄膜等。此法方便易行,但加工效率低,电极丝运动受金属板的摩擦而影响使用寿命。
图5-3 单导轮移动锥度加工装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。