



根据一个物体在空间运动有六个自由度,机床移动部件在导轨上移动时共有六项误差元素,其中包括三项移动性误差(简称移动误差)——定位误差和两项直线度误差,三项转角性误差(简称转角误差)——倾斜误差、偏摆误差和俯仰误差。

图2-2 定位误差
(1)定位误差 定位误差也称线性位移误差,指机床移动部件在轴线方向的实际位置与其理想位置的偏差。定位误差常用符号δu(u)或δuu表示,其中字母u表示机床坐标x、y、z等,第一个字母表示误差方向,第二个字母表示运动方向,如δxx表示机床工作台沿X轴移动时在x方向产生的误差。定位误差的正负规定为与坐标轴正方向相同的误差为正,与坐标轴正方向相反误差为负。如图2-2所示,机床工作台或刀具沿X轴移动,A为起始位置,B为指令位置,C为实际位置,则BC为定位误差,由于误差方向与坐标轴正方向相同,故取正值,即
BC=δx(x)或BC=δxx
同理,机床工作台沿Y轴和Z轴移动时的定位误差可分别表示为δy(y)或δyy和δz(z)或δzz。
定位误差通常主要由丝杠螺距误差和反馈检测误差引起。丝杠螺距误差主要由丝杠的制造误差及热膨胀引起。如丝杠的理论导程为L,由于制造误差,其实际导程为L′,当丝杠转过θ(单位是rad)角后,由螺距误差引起的定位误差为

式中ΔL——丝杠热膨胀引起的导程增加量。
(2)直线度误差 直线度误差是指机床移动部件沿坐标轴移动时偏离该轴轴线的程度。直线度误差包括X向直线度误差、Y向直线度误差和Z向直线度误差。直线度误差常用符号δu(v)或δuv表示,其中字母u、v表示机床坐标x、y、z等,第一个字母u表示误差方向,第二个字母v表示运动方向,如δyx表示工作台沿X轴移动时在y方向产生的Y向直线度误差。直线度误差的正负规定同定位误差。
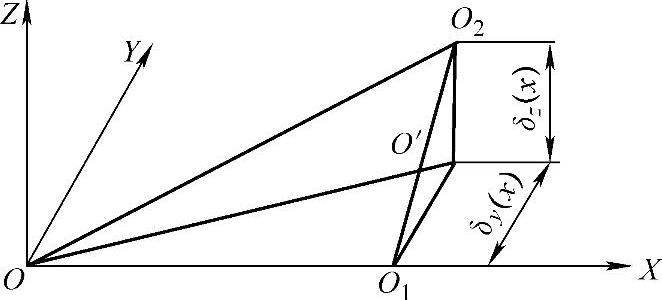
图2-3 直线度误差
如图2-3所示,工作台在XOY平面内沿X轴运动,O为起始位置,O1为指令位置,O2为实际位置,则O1O′为Y向直线度误差δy(x)或δyx,O′O2为Z向直线度误差δz(x)或δzx,即
O1O′=δy(x);O′O2=δz(x)
同理,工作台在XOY平面内沿Y轴运动时的X向直线度误差为δx(y)或δxy,Z向直线度误差为δz(y)或δzy;工作台在YOZ平面内沿Z轴运动时的Z向直线度误差为δy(z)或δyz,X向直线度误差为δx(z)或δxz。
 (https://www.xing528.com)
(https://www.xing528.com)
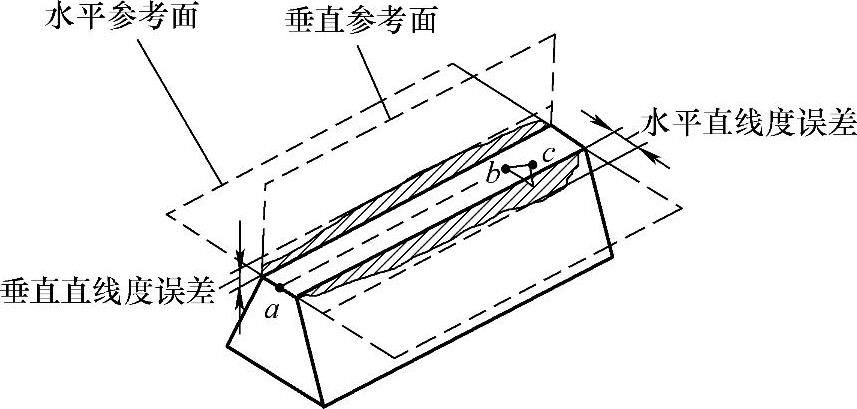
图2-4 导轨导向误差
直线度误差主要由机床导轨的导向精度引起。机床导轨是引导工作台沿着一定方向运动的一组平面或曲面。导轨的导向精度是指动导轨运动轨迹的准确度,主要影响因素有导轨的几何精度和接触状态、导轨的结构形式、导轨和支承件的刚度与热变形、导轨的装配质量,对于动压导轨和静压导轨还有油膜刚度等。图2-4所示为机床导轨由于制造、装配及热变形引起的导向误差,机床工作台由a点移动到b点,由于导轨导向误差影响实际移动到了c点,其实际直线度误差是Y向直线度误差和Z向直线度误差的矢量合成。
(3)转角误差 转角误差是指机床运动部件沿某一坐标轴移动时绕其自身坐标轴或其他坐标轴旋转而产生的误差。绕其自身坐标轴旋转产生的误差称为倾斜误差;在运动平面内旋转产生的误差称为偏摆误差;在垂直于运动平面方向旋转产生的误差称为俯仰误差。转角误差常用符号εu(v)或εuv表示,其中字母u、v表示机床坐标x、y、z等,第一个字母表示误差方向,第二个字母表示运动方向,如εyx表示工作台沿X轴移动时绕Y轴旋转产生的俯仰误差;转角误差的正负规定按右手螺旋准则确定,如图2-5所示。影响转角误差的主要因素有导轨副及其支承件的刚度与热变形、导轨副的制造及装配质量、机床的安装精度等。
如图2-5所示,工作台沿X轴在XOY平面移动时绕自身旋转产生倾斜误差εxx,绕Y轴转动产生俯仰误差εyx,绕Z轴转动产生偏摆误差εzx;同理,工作台沿Y轴在XOY平面移动时绕自身旋转产生倾斜误差εyy,绕X轴转动产生俯仰误差εxy,绕Z轴转动产生偏摆误差εzy;同理,工作台沿Z轴在YOZ平面移动时绕自身旋转产生倾斜误差εzz,绕Y轴转动产生偏摆误差εyz,绕X轴转动产生俯仰误差εzx。
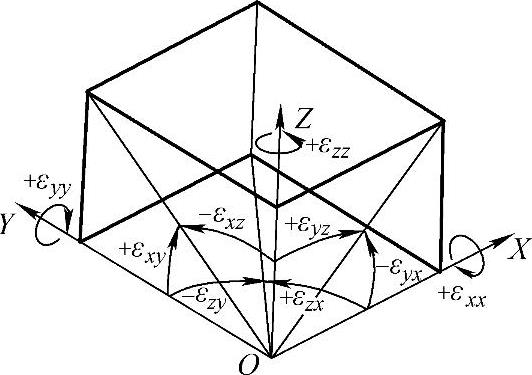
图2-5 转动误差正负规定
图2-6所示为机床工作台沿X轴移动时产生的三项移动误差和三项转角误差,共六项误差元素:
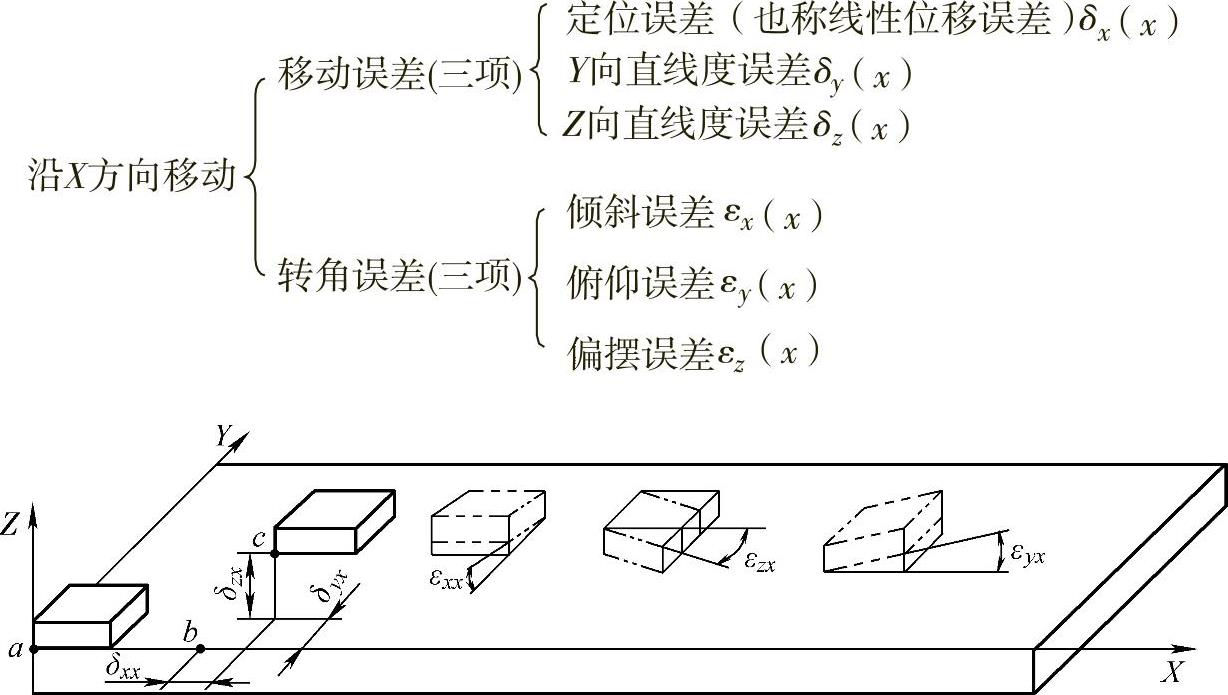
图2-6 工作台沿X轴移动时的六项误差元素
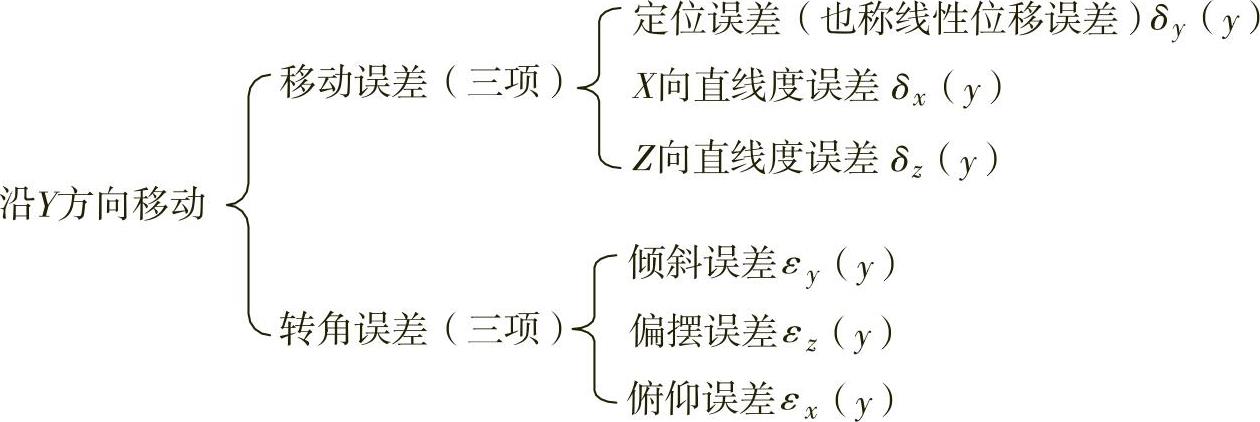
同理,机床沿Y轴移动时产生三项移动误差和三项转角误差,共六项误差元素:
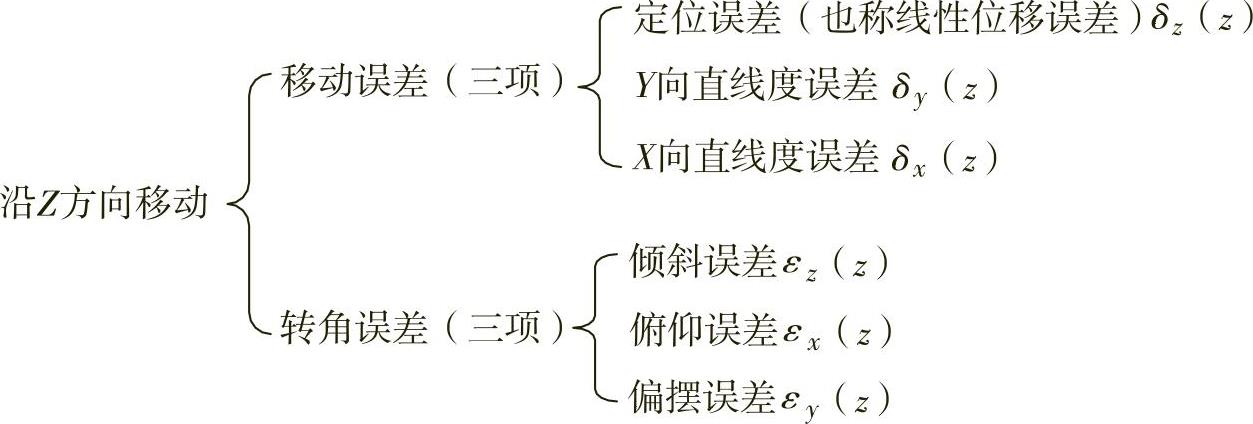
同理,机床沿Z轴移动时产生的三项移动误差和三项转角误差,共六项误差元素:
通过上述分析可知,机床工作台在空间移动时存在九项移动误差、九项转角误差,共18项误差元素。
由于机床三个坐标轴X、Y、Z相互垂直,故还存在三个垂直度误差:Sxy、Sxz、Syz。综上可知,三轴机床共存在如图2-7a所示的21项误差元素。在机床三维直角坐标系X、Y、Z三个坐标的全部有效工作行程范围内,空间任意两点间的位置误差称为空间误差或体积误差。如图2-7b所示,机床空间误差Δ是机床21项误差相互作空间矢量叠加的结果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。