



【摘要】:合理控制刀具的磨损,使刀具在正常磨损范围内工作,有利于提高工件的尺寸精度及表面粗糙度。由于刀具磨损而造成的误差称为磨损误差。
1.刀具磨损机理
刀具磨损会导致工件已加工表面表面粗糙度上升,工件尺寸变化并超差,并且可导致切削温度上升。合理控制刀具的磨损,使刀具在正常磨损范围内工作,有利于提高工件的尺寸精度及表面粗糙度。
刀具磨损主要是由于切削过程中前刀面、后刀面与工件、切屑表面接触和摩擦造成的。刀具正常磨损按其发生部位分为三种类型:后刀面磨损、前刀面磨损(月牙洼磨损)和前后刀面同时磨损。
刀具磨损过程包括初期磨损、正常磨损和剧烈磨损三个阶段,如图2-28所示。
由于刀具磨损而造成的误差称为磨损误差。磨损误差随切削时间而增加,磨损误差对加工时间长或批量工件的精度影响较大,而在单件短时加工(如精车)中刀具磨损误差对工件的精度影响较小。因此,不同切削条件下刀具磨损对加工精度的影响也不相同。
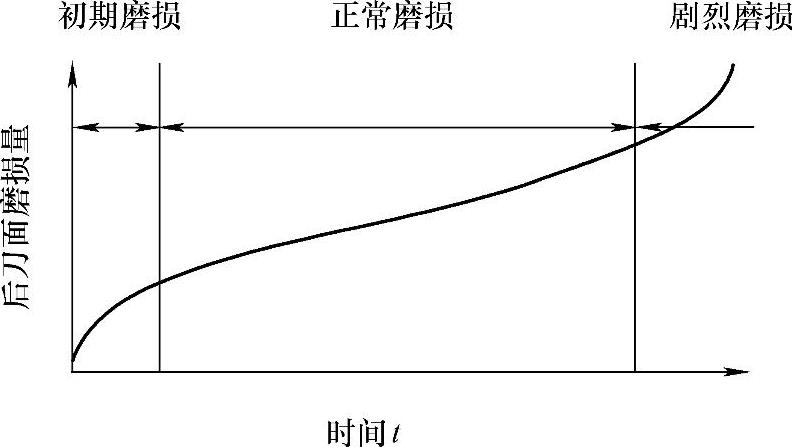
图2-28 刀具磨损过程曲线
2.刀具磨损计算
(1)刀具寿命 一把新刀从开始切削直到磨损且达到磨钝标准为止总的切削时间,或者说是刀具两次刃磨之间总的切削时间,以t表示。
 (https://www.xing528.com)
(https://www.xing528.com)
式中Ct——刀具寿命系数,与刀具、工件材料和切削条件有关;
x、y、z——与切削用量有关的指数。
式(2-13)中的所有系数和指数可从相关手册中查取。
(2)刀具磨损误差计算

式中VB——刀具磨钝标准;
ta——实际切削时间。
3.刀具磨损引起的误差元素
刀具磨损会在X、Y、Z三个方向产生误差,分别是X向误差元素δxw、Y向误差元素δyw、Z向误差元素δzw。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。