



目前,加工中心(MC)从过去切削专用的机械开发了直至磨削加工为止的加工中心。对照综合设计的原理,试研究牧野铣床公司开发的磨削加工中心。
机能的要求如下:
FR1=能切削加工的加工中心(过去而来的FR)。
FR2=能磨削加工的加工中心(新的FR)。
这样,在追加新的机能要求时,由综合设计的原理,将其归纳综合,必须做最优化的设计。
设计具有切削、磨削机能的加工中心时,必须对各个加工时的机能要求做出明确规定。过去的加工中心是切削专用机械,因此适合于切削的构造。磨削加工又要求什么样的机能呢?
首先,磨削加工虽然力量小,但加工速度必须快,即主轴转速在切削时仅为3000~4000r/min,而磨削时至少有15000r/min,主轴轴承内径为100mm时,DN值必须达到150万左右。
这样高速旋转下发热较严重,过去加工中心的主轴刚性等机械刚性与一般磨床比较起来高1~2级,因此一般磨床用的磨轮(树脂、陶瓷磨轮等),此时的磨耗明显增大,所定的背吃刀量虽正确,但得不到正确的磨削深度。这里,用硬度高的磨轮时,形状修正是很难的。
加上新的机能要求时,不做综合设计则得不到良好的机械,但是用磨轮的设计变更或者是附加设计来代替切削工具,是根本得不到好的机械的。
牧野铣床公司设计开发了能满足这两个机能要求的新的加工中心。从其内容来看,是符合综合设计原理的良好例子,故在此进行介绍。加工中心磨削机能说明如图2.5.8所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图2.5.8 加工中心磨削机能说明(MC86-A 60)
首先,主轴承由特殊的向心推力轴承组合,采用低黏度润滑油、高速喷射喷气润滑方式,进而对主轴润滑油加以精密温度控制以控制热变形。抑制机械全体的热变形的方法而将精密温度控制的磨削液淋浴到磨削点主轴、工作台上。
驱动方式:在高速传动领域传递力矩小,因而用振动少的带传动方式;在低速传动领域传递力矩大因而用齿轮传动以确保高力矩。
关于机械的保护,主轴用空气封口方式预防磨尘的侵入,而摩擦面全部加盖并进行特殊封口。
工具(磨石):如前述那样为了减少磨耗采用金属黏结剂磨轮。东京大学生产技术研究所的中川威雄研究室所开发的铸铁纤维黏结剂磨石,以陶瓷、超硬为首在淬硬钢等的MC磨削上发挥极高效率性能,加上磨耗少,是能够实际采用的金属黏结剂磨石的一种。
EDM(形状修正)法:利用线放电原理在加工中心上进行形状修正,磨石的旋转和加工中心动作组合起来通过放电而能够对任意形状的金属黏结剂磨石进行正确的形状修正,如图2.5.9所示。
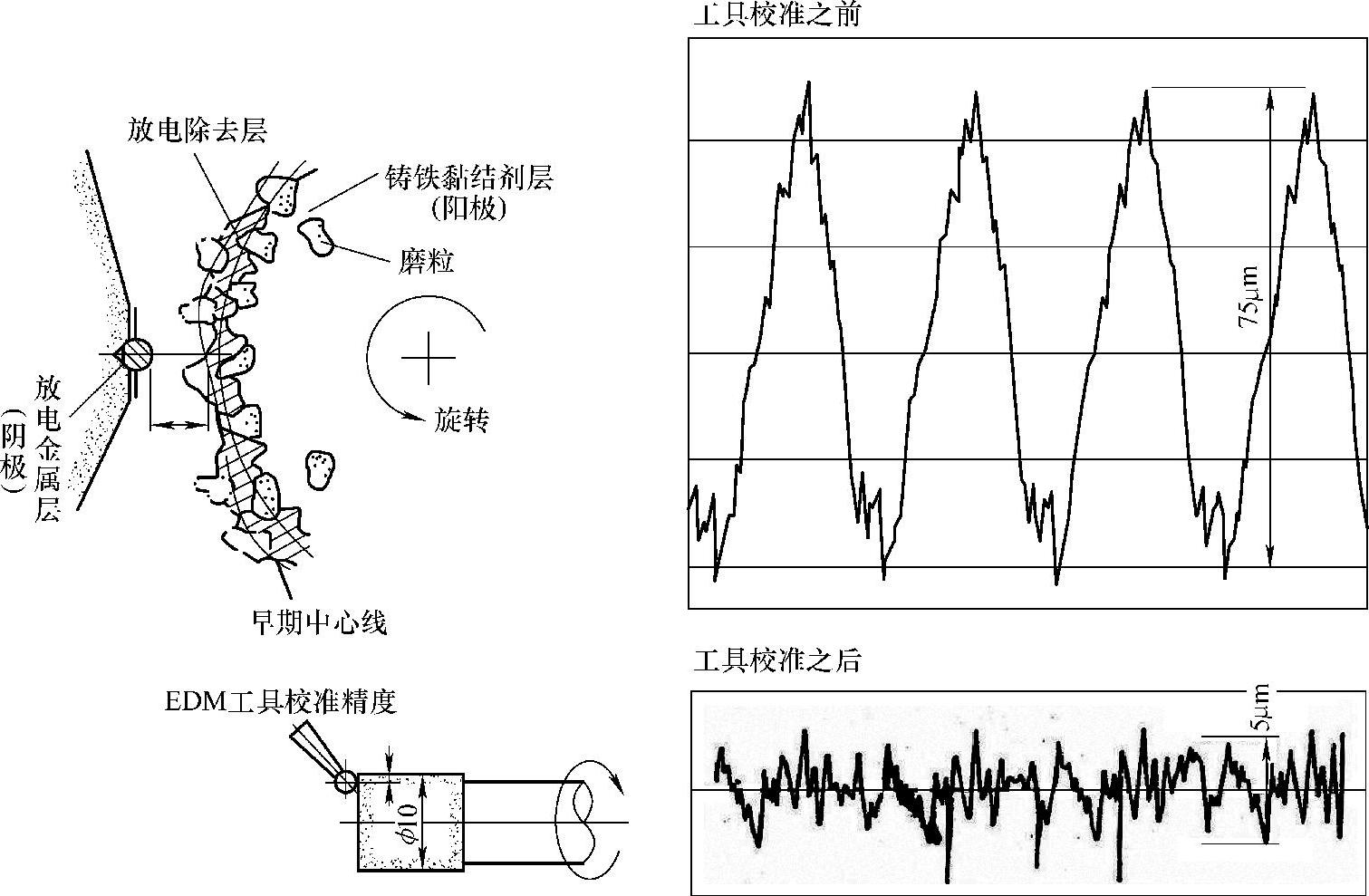
图2.5.9 EDM工具校准
欲修正磨石振摆大的部分(放电间隙变小的部分)可采用优化放电方法,在形状修正的同时,因为只除去金属黏结剂组织(导电部),不损伤磨粒,且形成适当的管带,有装饰效果。
如图2.5.10所示,原来采用机械切削加工的陶瓷和淬硬的高硬度钢,现在也能用EDM法来加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。