



对于重复误差来说,静的模特法是最常用的方法。例如,图2.11.1表示电子计算机记忆重复误差的情况。这个例子中,用电动机转动滚动丝杠而移动工作台时,预先测定各点的丝杠节距误差(但是,不要受热变形的影响),并记忆到电子计算机里,用这个资料来使电动机仅仅转动误差量所需的转角来辅正。实现正确的工作台移动位置,是数控机械的基本辅正方法。已有进行这样辅正机能的数控机械在市面销售。在超精密加工机械的实施例子上可参照第2篇第7章。
研究重复精度,一般多用研究机械的动作而辅正由此计测的误差的方法。对此,津上公司的CNC高精密引导加工机械(PLUN),采用对各位置加工的制品的精度测定而变更NC程序的方法。这个机械可加工VTR和数字记录带(digital audio tape,DAT)等的导引桶的导引面或胶带的运行面。图2.11.2所示为高精度的加工导引桶的导引面。此时,用脱机线外式高精度的测定加工面而在数字控制器里加以辅正。尽量用接近于最终点(目标)位置的测定值来进行辅正(本章系2)。这可看成为一种静的模特辅正法。
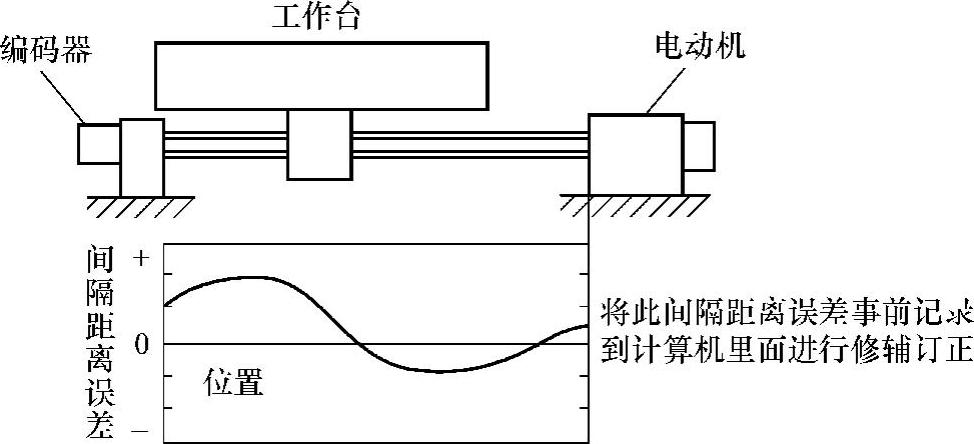
图2.11.1 工作台移动定位误差的修补订正
本来应当把重复误差和非重复误差分开进行辅正,但此处的非重复误差非常小故可以同时进行测定。即把热变形和力等的误差控制在非常小的场合(小型机械加的载荷动力非常小的场合),允许从加工面上取得测定值以进行辅正。
进行高精度辅正时,不仅几何学的误差,是用监控器监控适当点的温度值来固定,因此必须将几何上的误差变成重复误差而得以辅正。M.A.Donmez用从旋转中心,同时辅正几何学的误差和热变形误差,比没有辅正时的精度提高20倍。这里仅概略地说明,详细内容请参阅论文。
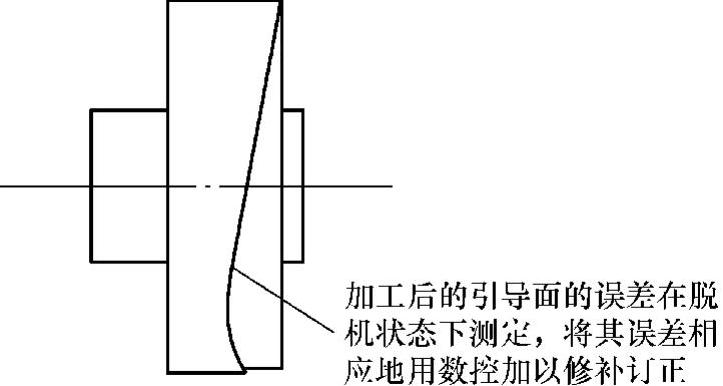
图2.11.2 DAT用下面的鼓
首先,必须预测任意场所任意时间的工具和工件间的相对误差,若有几何学的重复误差,需要消去时间要素,将全部测定的空间误差用表格或者公式记忆到辅助电子计算机中即可。
另一方面,预测本来属非重复误差的热变形时,有必要把成为热源的部分例如驱动电动机、主轴、滚珠丝杠及成为热传导阻抗的构造物接合面等的温度经常用温度传感器加以监控,必须利用这些温度信息预测热变形。为了同时辅正这两个误差,基本的误差e(相当于下面的εi,δi)可表示为
e=a0+a1x+a2x2+…+b1T+b2T2+…(2.11.1)其中,ai、bi为系数;x为位置;T为监控的温度。把实际测定值中必要的值用最小二乘法来确定这些系数。如果对于x或者T,e有周期地变动时,式(2.11.1)属于三角函数。
进一步,用机械各部分的误差积累来求误差值,即把全部误差作为主要部分,例如将床身、往复工作台、横向进给工作台、工具、工件及主轴的误差合成,计测各部分的误差,在上式(2.11.1)一一表现。此处研究各个误差如直线位置决定误差,角度误差,真直度、平行度、垂直度的误差和由主轴的温度而引起的漂移误差等。
把这些各构成要素的误差合成,使用同次变换行列的概念有
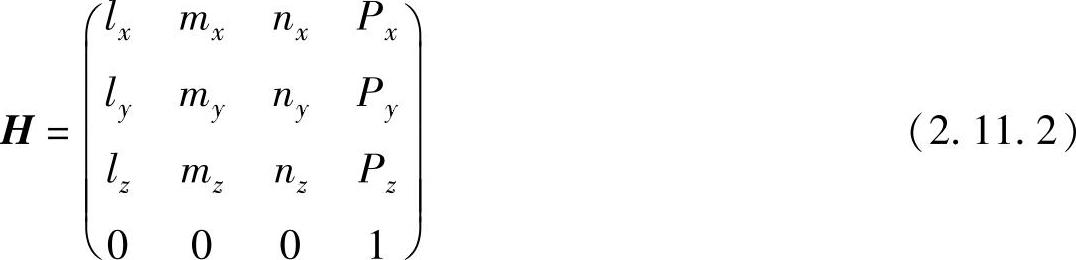
Pi是坐标系并进变换的要素,li、mi、ni是回转变换的要素。先说明该行列式的意义,有向量V,x、y、z坐标轴的单位向量为i、j、k时,有
V=ai+bj+ck(2.11.3)
把它们用同次坐标来表示,有4×1行列式

 (https://www.xing528.com)
(https://www.xing528.com)
w是特殊变换的要素,这里作为1来考虑即可。
这里,用式(2.11.2)的同次变换行列式时,这样的向量可以平移或转动,即将V平移旋转得到的向量U可由下式求得:
U=HV(2.11.6)
式中,H是起这样作用的同次变换行列式。
但是,这个变换行列式可以简单地求出一个坐标系里一个物体的位置和方向,不管该物体偏离基准坐标有多远。例如,RH1为对于基准坐标(R)物体1的位置和方向所表示的变换行列式,lH2为相对于物体1的表示物体2的位置和方向的变化行列式,则RH1H2为与基准坐标(R)有关的物体2的位置和方向。
例如,机床的滑座与此矩阵相配合时,对于在床身上固定的基准坐标(R),往复工作台(s)移动距离x,由其移动而产生的误差在各坐标轴方向上发生,有
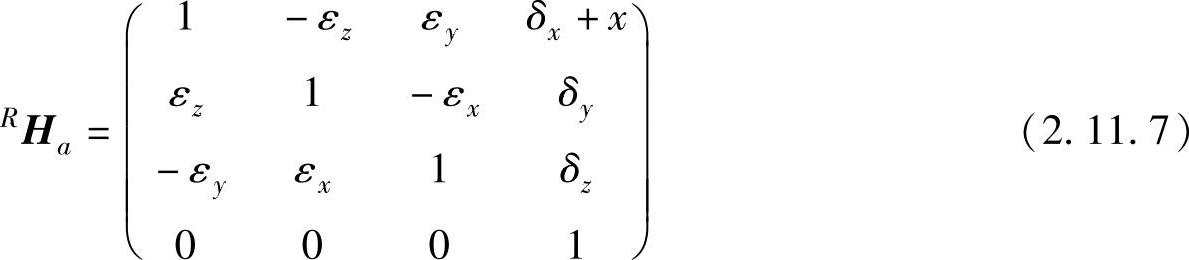
式中,εx、εy、εz是围绕x、y、z轴做微小旋转的工具位置的误差;δx、δy、δz是x、y、z轴方向的直线方向的微小变位误差。预先将这些误差εi、δi用式(2.11.1)来归纳时,求往复工作台、横向进给工作台、工具、工件、主轴的变换行列式。设Htool为从某基准坐标(例如床身)开始到工具尖端为止合成的变换行列式,Hwork为它到同样的工件为止的变换行列式,没有误差的话,应该有
Htool=Hwork(2.11.8)
但由于有实际误差,变换行列式为E,则有
Hwork=Htool(2.11.9)
因此,误差E可由下式来求得
E=Htoo1lHwork(2.11.10)
此处,当有必要预测某机械的全体误差时,如果用变换行列式的形式来把握住每个伺服方块,则可以简单地求其组合,这个方法的效果在此。
用以上的手法,预测位于工具任意位置任意时间的位置决定误差,以此为基础辅正工具位置。
为了用实际时间来进行辅正,Donmez等人采用了图2.11.3所示的方法,即把辅正信号通过数字I/O直接输入数控装置。这样做对数控机床的通常动作没有任何妨碍,而且能进行误差辅正。
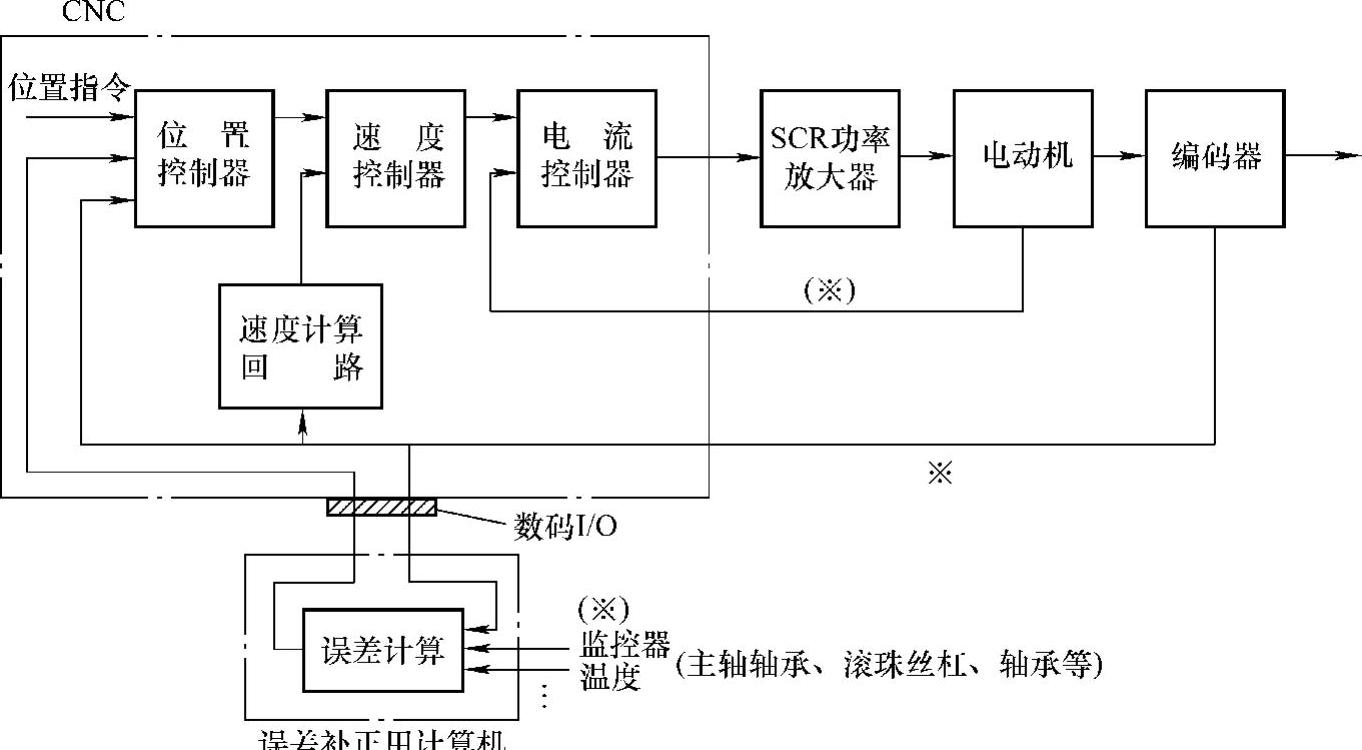
图2.11.3 Donmez等人所用误差辅正数控控制装置的方框程序图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。