



焊接示例:
管材牌号1Cr18Ni9Ti,管道直径为89mm,壁厚为5mm,组对前对坡口两侧20mm内进行打磨处理,并使坡口成30°~35°角,没有钝边,选焊丝ER321,焊丝直径为2.0mm、2.4mm,氩气流量8~15L/min。电源选用直流正接,头遍层焊接电流调节范围75~80A,二遍层焊接电流调节范围90~100A。
1.焊前准备
不锈钢管的氩弧焊接应做好焊前的一切准备,其步骤如下:
①管道的充氩准备,目的是防止液态金属成形时管道内部的氧化和氧化后氧化渣和气孔的形成。采用的方法除焊接时备用的氧气成套设备,还应备有一套独立的充氩设备,包括氩气瓶、减压表和输气胶带。把胶带的出口插入被焊管道端的一侧,用透明胶带粘好封住,再使用透明带封住被焊管的另一端出口。
②钨极尖部部打磨长度宜超过钨极直径的3倍,没有钝尖,使其尖状成形。(https://www.xing528.com)
③焊接采用高频逆变式弧焊机,应先做焊接设备通电通气检查,并调节好头遍焊接位置,焊丝过长时可将其部分切断,焊接前身边应备有装上一定厚度的切片手磨砂轮,进行焊接过程中的切磨处理。
2.工件组对的方法
小直径管道的组对与较粗直径的管道方法也有所不同。先将管道摆正后,再留出管道所需间隙2.5~3mm,然后按坡口的内径平面调整两侧的平度。上下调整之后还要做左右两侧的调整,再使其固定。不锈钢小直径管道的连接应不破坏管道内侧钝边线,焊接时可采用较小的焊接电流,从坡口的外侧边缘成弧形,形成较细焊肉并延伸至坡口的另一侧。按同样的方法完成管道的4处定位焊缝的焊接,再用纸胶带封住组对后的焊口,开始管内充氩,管道内充氩的气流量也要根据管道直径的大小做适当的调节,如图2-5所示。
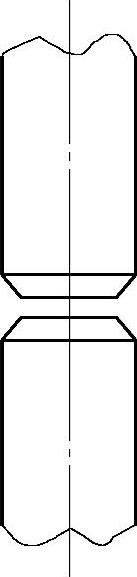
图2-5 工件组对方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。