



1.焊接特点
18-8型奥氏体不锈钢的焊条电弧焊单面焊双面成形立焊操作与碳钢、低合金钢单面焊双面成形相比更难掌握,其特点如下:
1)如焊接工艺不当易在焊接区域产生过烧和铬偏析引起的晶粒粗大,降低其使用性能。
2)引弧困难,奥氏体不锈钢电阻大,焊接时产生的电阻热也大,引弧时焊条容易与工件粘住,造成短路,使焊条发红、药皮开裂和脱落,影响施焊的正常进行。
3)立焊比平焊、仰焊位置在打底焊时背面焊缝更容易产生未焊透、凹陷、焊瘤等缺欠;而在表面成形又易出现焊缝成形下坠而凸起明显,影响焊缝成形的美观,同时也容易产生层间夹渣、气孔等缺欠。
经实践用以下操作方法,既可以保证立焊奥氏体不锈钢表面成形良好,又能保证其内在质量。
2.焊前准备
1)选择性能较好的逆变焊机,采用直流反接。
2)选用ϕ3.2mm的A132焊条,按要求烘干,随用随取。
3)试件组对尺寸如图10-6所示,反变形量为5~6mm。
4)为防止飞溅与电弧擦伤,组对时试件表面坡口的两侧各100mm处涂稀白灰,但不得污染坡口内部。
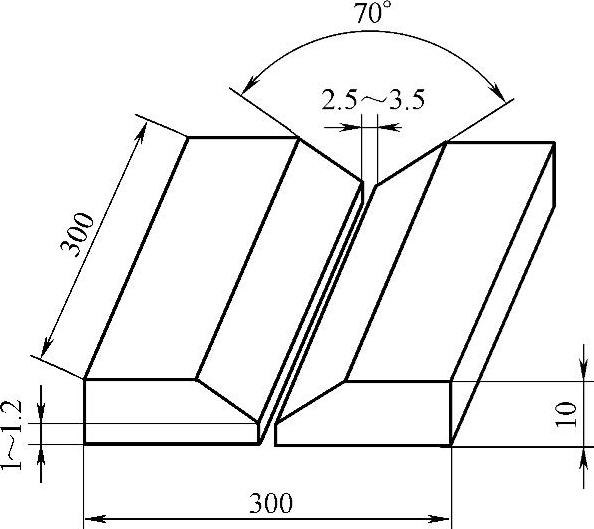
图10-6 试件组对尺寸
需要强调注意坡口的钝边越大,背面成形越差。经验证明,钝边的大小与所用焊条直径有关,打底焊以ϕ3.2mm焊条为例,当钝边不小于2.5mm时,易产生背面成形低凹和未焊透缺欠,不管是试板的焊接还是实物工件的焊接,要使背面成形良好,防止出现凹陷或未焊透等缺欠。组对时一定要控制好钝边与组对间隙等尺寸,应做好焊接工艺评定,以合理的焊接参数指导现场焊接,从而保证焊接质量。
3.焊接参数
焊接参数见表10-6。
表10-6 焊接参数(https://www.xing528.com)

4.施焊
1)在坡口内引弧,以短弧进行焊接。焊条与工件的倾角应保持80°~85°,根据熔池成形情况而定,随时调整焊条角度,有时可达90°,以保证背面成形良好,防止产生未焊透、凹陷、焊瘤等缺欠。采用三角形运条法进行断弧焊接,如图10-7所示。
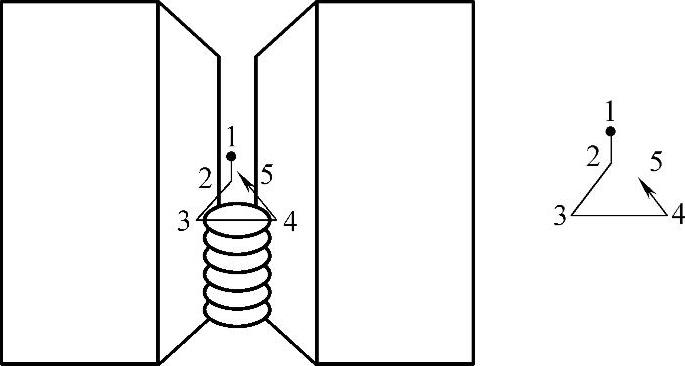
图10-7 三角形运条法
从1点引弧(焊条对准间隙中心),往下运动至2点与3点,在3点停顿1.5~2s后,焊条再平移到4点,当焊条运动到3~4点间隙中心时,电弧要有向后推压的手感。在4点处也要停顿1.5~2s,电弧向上(5点处)果断熄弧,焊条运动路线类似一个三角形。依此类推,一个熔池压住一个熔池的1/2~2/3向上断弧焊接,以免熔池局部温度过高。施焊操作时要掌握引弧、断弧的良好时机,即控制熔孔形状大小要一致,一般每侧坡口钝边熔化1.5~2mm为宜,才能焊出正、反两面成形良好、光滑、均匀的打底焊缝。否则熔孔大了易形成焊瘤;熔孔过小又易形成未焊透缺欠。更换焊条接头时与前述单面焊双面成形操作相同。
2)控制层间温度,清理打底层的焊渣,待试板冷却到60℃以下时,再进行填充层的焊接。采用“倒8”字形运条法(见图10-8)连续焊接,焊条与工件倾角为75°~85°。
焊条从1点往上挑运条焊接,运动到2点时焊条往下划小半圆圈运动,再往上挑运动到3点也往下划小圆圈,再往上运动到4点,依此类推。
焊条的运动路线类似一个“倒8”字,但焊条运动到2~3点、3~4点等时要稍做停顿1.5~2s,这样做有利于将试件坡口两侧填满金属液,不会产生中间凸、两侧有深沟的焊缝。操作时手把要稳、运条要均匀,运条时电弧要短,切忌将焊条头(药皮)紧贴熔池边沿,以防止产生夹渣。填充焊缝距试板表面低1.5~2mm为宜,并保持两侧坡口轮廓边缘完好,以利于盖面层的焊接。
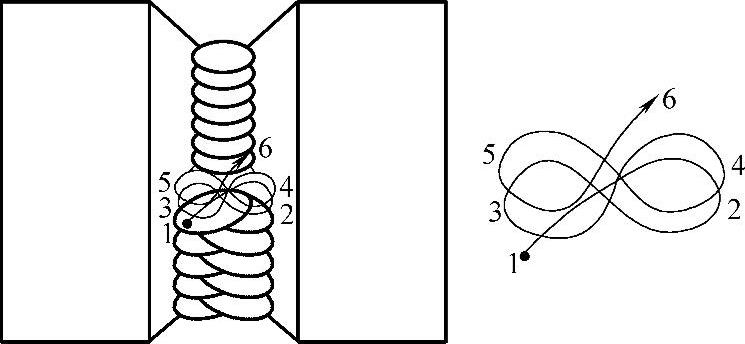
图10-8 “倒8”字形运条法
3)层间温度的控制与填充层相同。焊接电流比填充层要稍小,焊条角度与填充层相同。为控制焊缝的表面成形,采用反月牙形运条方式连弧往上施焊,即焊条做月牙形摆动时是往上划弧线的(与低碳钢、低合金钢运条方式不同),如图10-9所示。
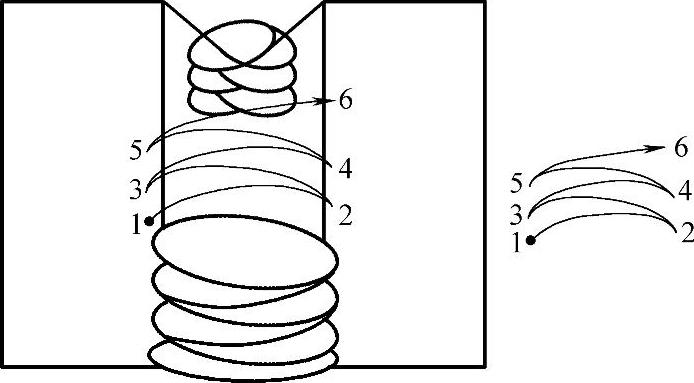
图10-9 反月牙形运条法
电弧运到坡口两侧外边1~2mm时要稍做停顿,以防咬边缺欠的产生。如发现金属液突然下坠,熔池中间凸起突出,说明熔池温度已高,应立即熄弧;如已形成焊瘤应修磨后再继续焊接,以防止形成粗劣的表面焊缝。只有始终控制熔池的形状为椭圆形,运条手法要稳,摆动要均匀,才能焊出表面成形圆滑过渡、鱼鳞纹清晰、美观的焊缝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。