



1.运条方法
焊件组对后坡口深度为7~8mm,坡口间隙为3mm,选择直径为3.2mm的焊条,焊接电流调节范围为95~115A。
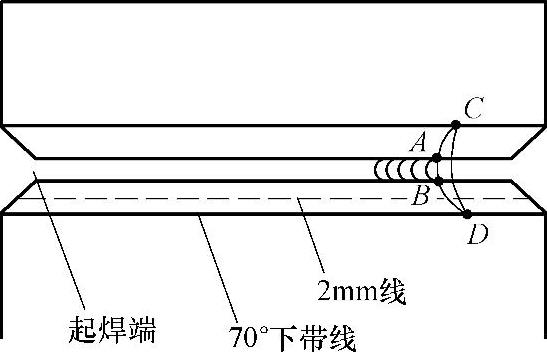
电弧引燃,先于始焊端底侧坡口钝边处底侧5~10mm做吹扫动作。吹扫时以2/3电弧吹过坡口间隙,1/3电弧贴于钝边处,并形成薄层熔滴过渡5~10mm。再做电弧向上坡口A侧钝边处的吹扫动作。吹扫时再以2/3电弧吹过坡口间隙,1/3电弧贴至坡口钝边处,并使电弧前移5~10mm。再做电弧回带动作于始焊端,从上至下做微小的小圆形动作下带电弧于底侧熔池,使熔池宽度和厚度增大。电弧向前移动到熔池的前沿后,再用先期吹扫方法形成薄层熔池5~10mm,依次循环。电弧引燃位置如图11-7所示,运条方法如图11-8所示。
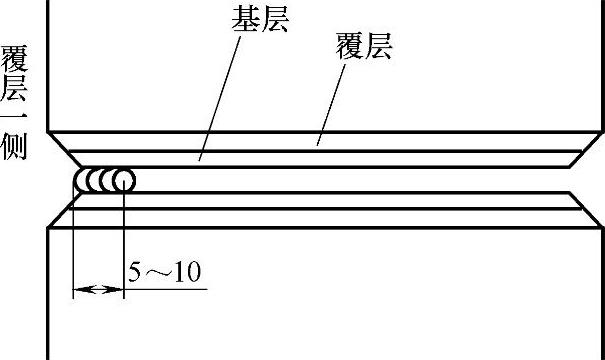
图11-7 电弧引燃位置
 (https://www.xing528.com)
(https://www.xing528.com)
图11-8 运条方法
2.焊槽内熔渣返出点
(1)电弧前移返出点 熔滴过渡时,熔池的温度过低,前沿熔渣的渣液堆积量就越大,在电弧的吹扫能力较小、熔池的溶解能力较差时,就会使熔渣含在熔池内不能浮出,从而形成夹渣。熔池的温度过高,会造成熔池的范围过大,焊接电流的吹扫又会使底层温度过高,覆层一侧温度持续增加,形成过热区过高温度时的组织改变,便极易出现敏化区。只要能形成熔渣上浮,基层一侧的熔池温度应控制在中、下限之间。
(2)熔池下侧成形熔渣返出点 横向焊接熔渣下淌后,多富集于熔池的下侧熔化线。电弧前移时,应先使金属液和渣液产生分离,金属液下坡面清晰熔化后,再做电弧前移动作。如下坡面吹扫的电弧不能使熔渣浮动,且相混于金属液,应适当增大电流,加快电弧前移的速度,再做从里至外的顶弧吹扫动作,使熔渣浮出。
基层头遍层次焊接完成后,除净药皮、熔渣。两侧基层完成后,应采用砂轮打磨,再进行过渡层焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。