



刀具偏置值是数控车削加工中重要的概念及设定的参数,它包括刀具的几何偏置和磨损偏置、刀尖半径值及理论刀尖方向号的设置等。另外,其在刀具偏置对刀建立工件坐标系以及非标准刀相对于标准刀偏置矢量的确定上都具有重要的意义。
1.刀具偏置量的显示步骤及内容
(1)刀具偏置量显示的操作步骤 如图3-79所示。
1)按下功能键OFS/SET。
2)按下[偏置]软键,进入刀具偏置量的显示画面。
3)按[外形]或[磨损]软键可在外形和磨损偏置画面之间相互切换。
(2)刀具偏置画面显示的内容
1)画面顶部标题指示进入的是外形还是磨损画面。
2)刀具的外形偏置又称几何偏置,磨损偏置又称磨耗补偿。
3)刀具的偏置和磨损的概念基本相同,仅是叫法上的不同,一般外形习惯于称呼偏置,而磨损习惯于称呼补偿。
4)FANUC 0i系统将外形和磨损分成两部分设置和管理,前者是基本的设置,后者是对其进行微量调整的设置,刀具的实际偏置量是以上两部分之和。
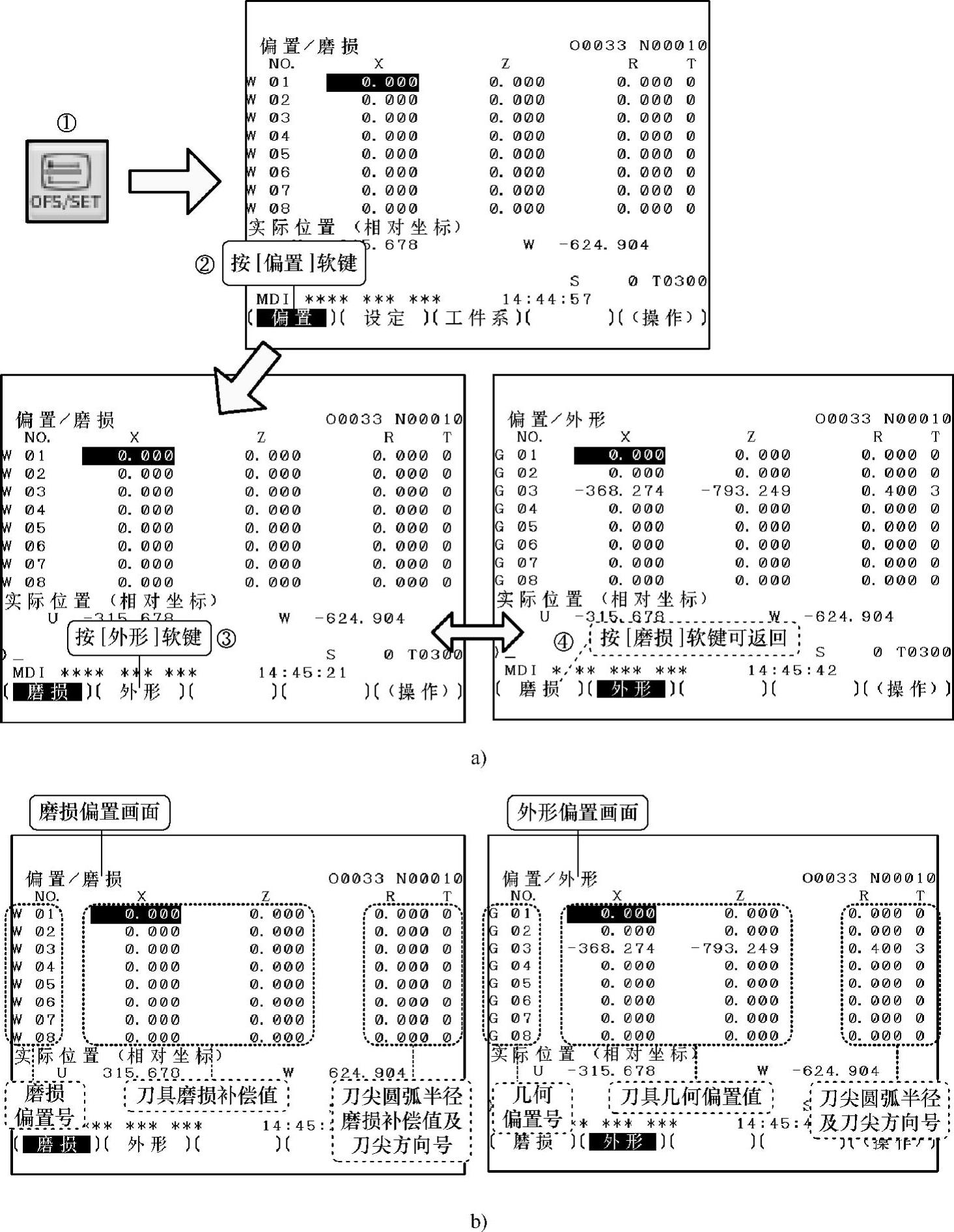
图3-79 刀具偏置量的显示步骤及内容
a)显示操作步骤 b)显示的内容
5)数控车削加工的刀具偏置量包括四个部分,前两个偏置X和Z是刀具位置上的偏置值,用于调整刀具位置的变化;后两个偏置量刀尖圆弧半径R和理论刀尖方向号T是执行刀尖半径补偿指令G41/G42时控制刀尖圆弧半径中心轨迹的。
6)FANUC 0i mate-TC数控系统提供了64组刀具补偿存储单元,即可以使用64个刀具偏置号,几何偏置号用G××表示,磨损偏置号用W××表示。在图3-79的显示画面中显示的是前8组偏置值,按下翻页键 或上翻页键
或上翻页键 可逐页查看。
可逐页查看。
(3)刀具偏置量的设定与修改 图3-79所示的刀具偏置量显示画面中,按下软键[(操作)]可进入偏置量设定和修改画面,可看到画面底部的软键发生了变化,如图3-80所示。在该画面中可进行偏置量的设定与修改。
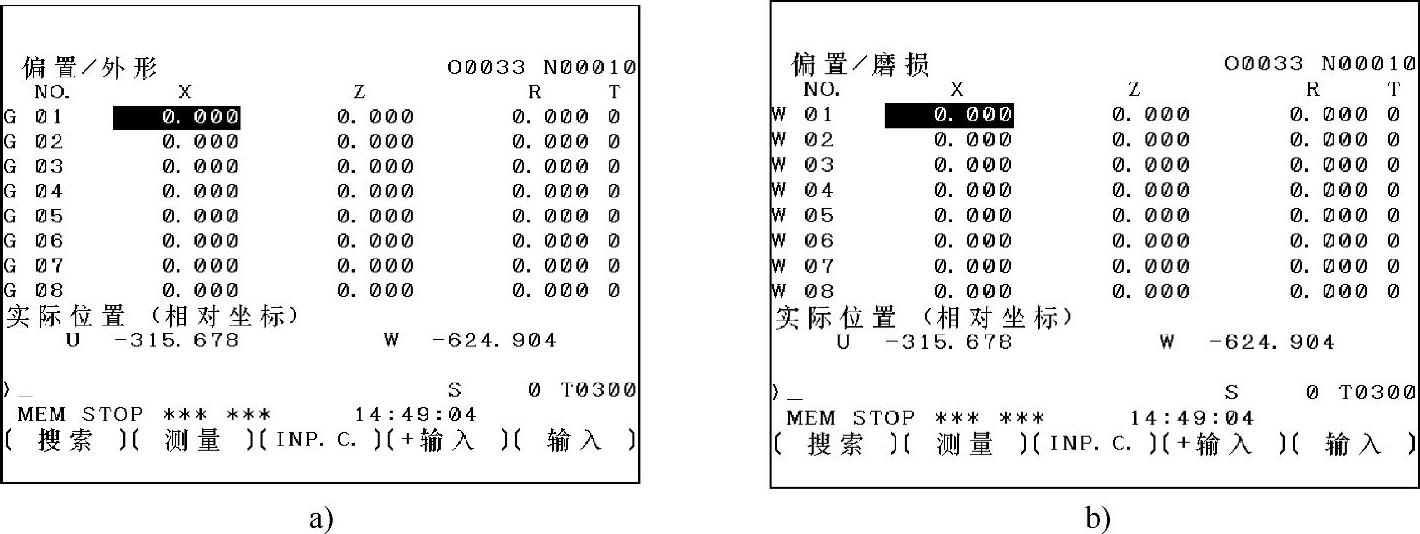
图3-80 刀具偏置量设定和修改画面
a)外形画面 b)磨损画面
(4)刀具偏置设定和修改画面中各软键的作用
1)[搜索]软键:用于检索64个偏置存储单元(FANUC 0i mate-TC系统有64个偏置存储器)中的任意一个。例如在偏置显示画面的输入缓冲区键入补偿号10,按[搜索]软键,画面便切换到具有No.10编号偏置存储器的画面上。
2)[测量]软键:用于将刀具当前位置相对于工件坐标系原点的偏置值与输入的值相减直接输入到刀具偏置存储器中,输入值的格式为:X×××或Z×××,若输入的是X0或Z0,则是直接将刀具当前位置的偏置值直接输入光标所在位置。应当注意的是,机床上电并返回参考点但未建立工件坐标系之前,工件坐标系与参考点处的机床坐标系是相同的。这种方法常用于刀具偏置设定工件坐标系。
3)[INP.C]软键:用于将刀具当前位置的相对坐标值输入到补偿存储器中。该软键主要用于非基准刀对基准刀偏置矢量的输入。详见下面刀具偏置量的计数器输入部分的内容,见图3-86。
4)[+输入]软键:用于将输入缓冲区键入的值与光标所在位置的值相加(代数和),并输入在光标所在位置处。该软键主要用于刀具补偿参数的微量修调,键入的数值可以是正值或负值。
5)[输入]软键:用于将输入缓冲区键入的值直接替换光标所在位置的值,即键入值的直接输入。主要用于刀尖圆弧半径及理论刀尖方向号的输入,也可用于刀具偏置量的直接输入。
(5)软键操作练习举例
1)[搜索]软键操作练习示例。图3-81所示为利用[搜索]软键将光标快速定位至10号偏置量处,操作之前必须首先进入刀具偏置显示画面,其操作步骤如下。
①在输入缓冲区键入待查找的偏置号10。
②按下[搜索]软键。
③光标快速定位在偏置号G10行的X偏置量输入处。
2)[+输入]和[输入]软键操作练习示例。操作图解如图3-82所示。
①首先,进入刀具偏置操作显示画面,将光标定位在待修改处,如偏置号G03的刀尖圆弧半径处。
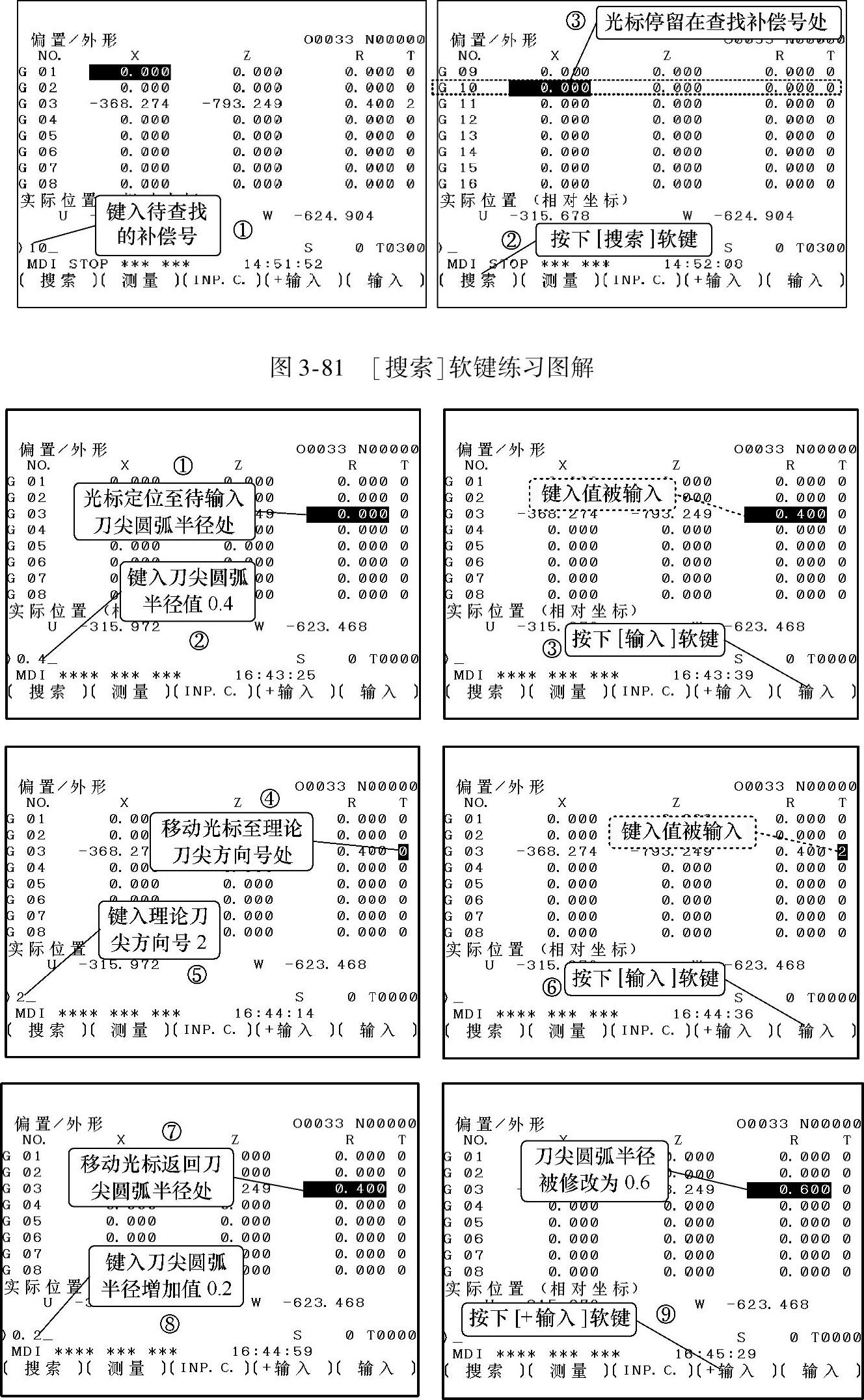
图3-82 [+输入]和[输入]软键练习图解
②在输入缓冲区键入刀尖圆弧半径值,如0.4。
③按下[输入]软键,可以看到刀尖圆弧半径0.4显示在画面光标处。
④按光标移动键 ,将光标右移定位在理论刀尖方向号处。
,将光标右移定位在理论刀尖方向号处。
⑤在输入缓冲区键入理论刀尖方向号,如2。
⑥按下[输入]软键,可以看到理论刀尖方向号2显示在画面光标处。
⑦按光标移动键 ,将光标左移返回至刀尖圆弧半径处。
,将光标左移返回至刀尖圆弧半径处。
⑧在输入缓冲区键入刀尖圆弧半径增加值0.2。
⑨按下[+输入]软键,可以看到光标处的刀尖圆弧半径增加至0.6。
2.刀具偏置量的直接输入(刀具偏置建立工件坐标系的对刀方法)
刀具偏置量的直接输入方法可以方便地将刀具当前位置相对于参考位置(刀具返回参考点时的位置)之间的偏置值作为刀具的几何偏置量直接输入刀具偏置存储器中。该方法常用于刀具偏置建立工件坐标系的加工程序中,也是偏置量显示画面中[测量]软键的应用案例。
刀具几何偏置与机床参考点之间的关系可用图3-83表述。假设刀尖处于试切外圆与端面交点处(图3-83a)时,刀尖相对于参考位置处的偏置值如图3-83b所示,当把X轴坐标值与试切外圆直径相加作为X偏置值,Z轴坐标值作为Z轴偏置值输入G01号刀具偏置存储器中,在执行了刀具指令T0101后,T01号刀就建立起了机床主轴轴线与端面交点为原点的工件坐标系,直到T0100指令出现之前一直有效。关于刀具如何处于图3-83所示的位置属于对刀的内容,可参考图3-84进行理解。
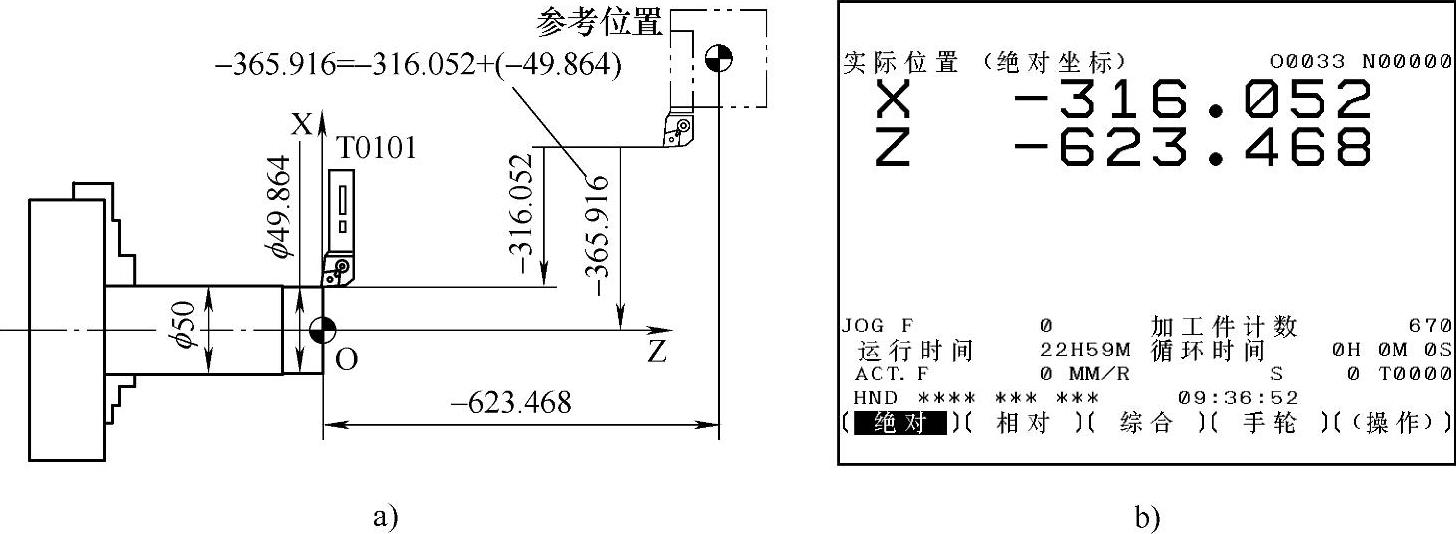
图3-83 刀具几何偏置与机床参考点之间的关系
a)刀尖处于试切外圆与端面的交点处 b)刀具相对于机床参考点的坐标值
下面以图3-83为例,利用[测量]软键将所需偏置值直接输入偏置存储器中用于建立工件坐标系。
刀具偏置量直接输入的操作步骤如下,操作图解如图3-84所示。
1)按下MDI方式键,按下功能键PROG,进入MDI运行方式,输入换刀程序,按下循环启动键执行换刀程序,将T01号刀换至工作位置。
2)按下手摇方式键,在MDI方式下启动主轴旋转,用手轮操纵刀具移动试切工件外圆,保持X轴不动,Z轴退刀至安全位置,停止主轴,测量试切外圆的直径,假设为ϕ49.864。然后,按下功能键OFS/SET。
3)按下[偏置]软键、[外形]软键、[(操作)]软键,进入外形偏置设置画面。
4)确保光标定位在G01号刀补处,在输入缓冲区键入轴地址X及试切外圆测量值,如X49.864,按下[测量]软键,可以看到光标所在位置显示为-365.916,这个值正好是刀具轴线相对于参考位置的X轴向偏置值。(https://www.xing528.com)
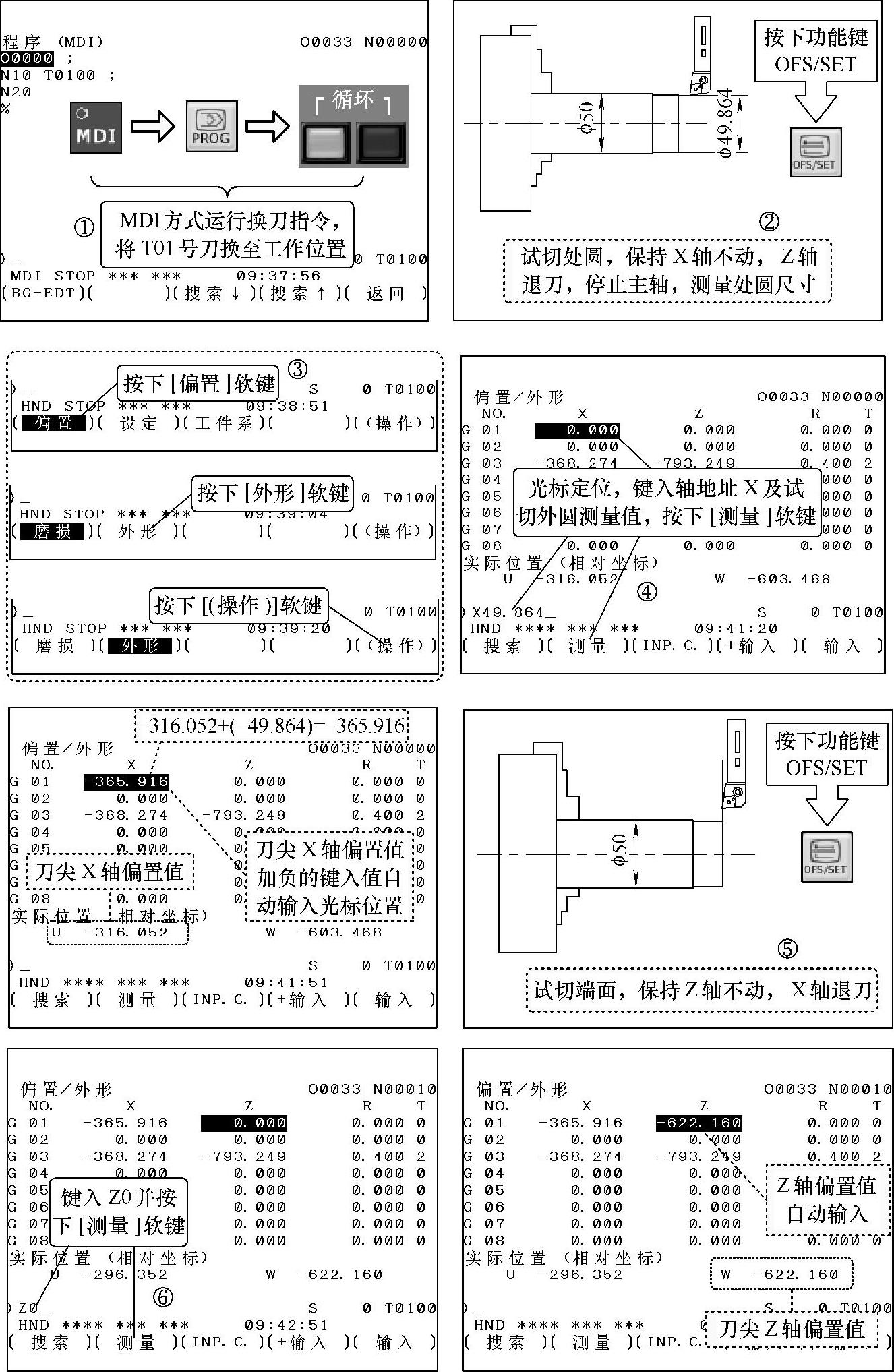
图3-84 刀具偏置量直接输入的操作步骤
5)重新启动主轴,手轮操纵试切端面,保持Z轴不动,X轴退刀。然后按下功能键OFS/SET(若画面没有动过,可以不用此项操作)。
6)用光标移动键 将光标定位在Z轴偏置处,键入Z0并按下[测量]软键,可以看到光标位置显示为Z轴偏置值,即工件端面相对于参考位置的偏置值。
将光标定位在Z轴偏置处,键入Z0并按下[测量]软键,可以看到光标位置显示为Z轴偏置值,即工件端面相对于参考位置的偏置值。
3.刀具偏置量的计数器输入(非标准刀相对于标准刀偏置量的输入)
刀具偏置量的计数器输入可以将刀具的相对位置坐标输入刀具偏置存储器中,用于修正非基准刀相对于基准刀的安装误差,常用于多刀切削,采用G50或G54~G59指令以基准刀对刀建立工件坐标系时的非基准刀的对刀,也是刀具偏置显示和设定画面中[INP.C]软键的应用示例。
基准刀(又称标准刀)对刀建立的工件坐标系,仅是确定了基准刀相对于机床的相对位置,实际加工时常常是要用到多把刀具,基准刀之外的刀具称为非基准刀(又称非标准刀),其在刀架上的安装位置是随机的,因此,其转到工作位置时是不可能与基准刀重合的,如图3-85所示。为此,必须通过刀具偏置功能进行修正。实际上是将非基准刀刀尖相对于基准刀刀尖的偏置矢量T2在X和Z轴的矢量分量T2x与T2z分别输入指定偏置存储器中(如图3-85中指定的刀补号为02)。刀具偏置设定画面下部的[INP.C]软键正是针对这个要求而设定的。
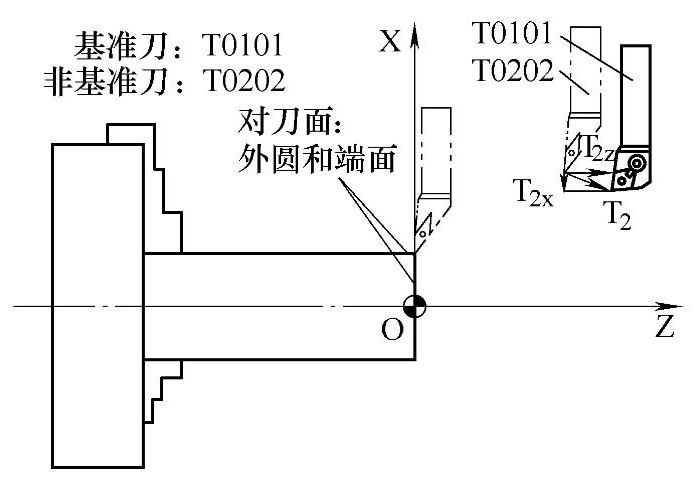
图3-85 刀具偏置量计数器输入示例
刀具偏置量的计数器输入应用示例:以图3-85所示简图为例,假设T01号刀为基准刀,采用G50或G54~G59指令建立工件坐标系,通过试切外圆和端面对刀。T02号刀为非标准刀,调用的刀具补偿号为02号,这里采用外形偏置存储器存储刀具偏置值。操作步骤如下,操作图解如图3-86所示。
(1)标准刀对刀后相对坐标归零(确定标准刀的基准位置)如图3-86a所示。
1)按下MDI方式键,按下功能键PROG,键入T01号刀的换刀指令,按循环启动键运行程序,将T01刀转至工作位置。
2)按下手摇方式键,用手轮操作试切工件外圆,保持X轴不动,Z轴退刀。
3)按下功能键POS,按下软键[相对],进入相对位置显示画面。
4)按下轴地址U,画面上的轴地址U闪烁。
5)按下[归零]软键,将X轴的相对坐标复位为0。
6)手轮操作试切端面,保持Z轴不动,X轴退刀。
7)按下轴地址W,画面上的轴地址W闪烁。
8)按下[归零]软键,将Z轴的相对坐标复位为0。
(2)非标准刀相对于标准刀偏置矢量分量的输入 如图3-86b所示。
1)按下MDI方式键,按下功能键PROG,键入T02号刀的换刀指令,按循环启动键运行程序,将T02刀转至工作位置。
2)按下手摇方式键,用手轮操纵使T02号刀与试切外圆接触,然后保持X轴不动,Z轴退刀。
3)按功能键POS,按[相对]软键进入相对位置画面,这时X轴的相对坐标即为图3-85中的偏置矢量分量T2x。
4)按下功能键OFS/SET,按下软键[偏置]、[外形]、[(操作)],进入外形偏置设置操作画面。
5)用光标移动键将光标定位至G02号偏置存储单元的X偏置量处,键入轴地址X。
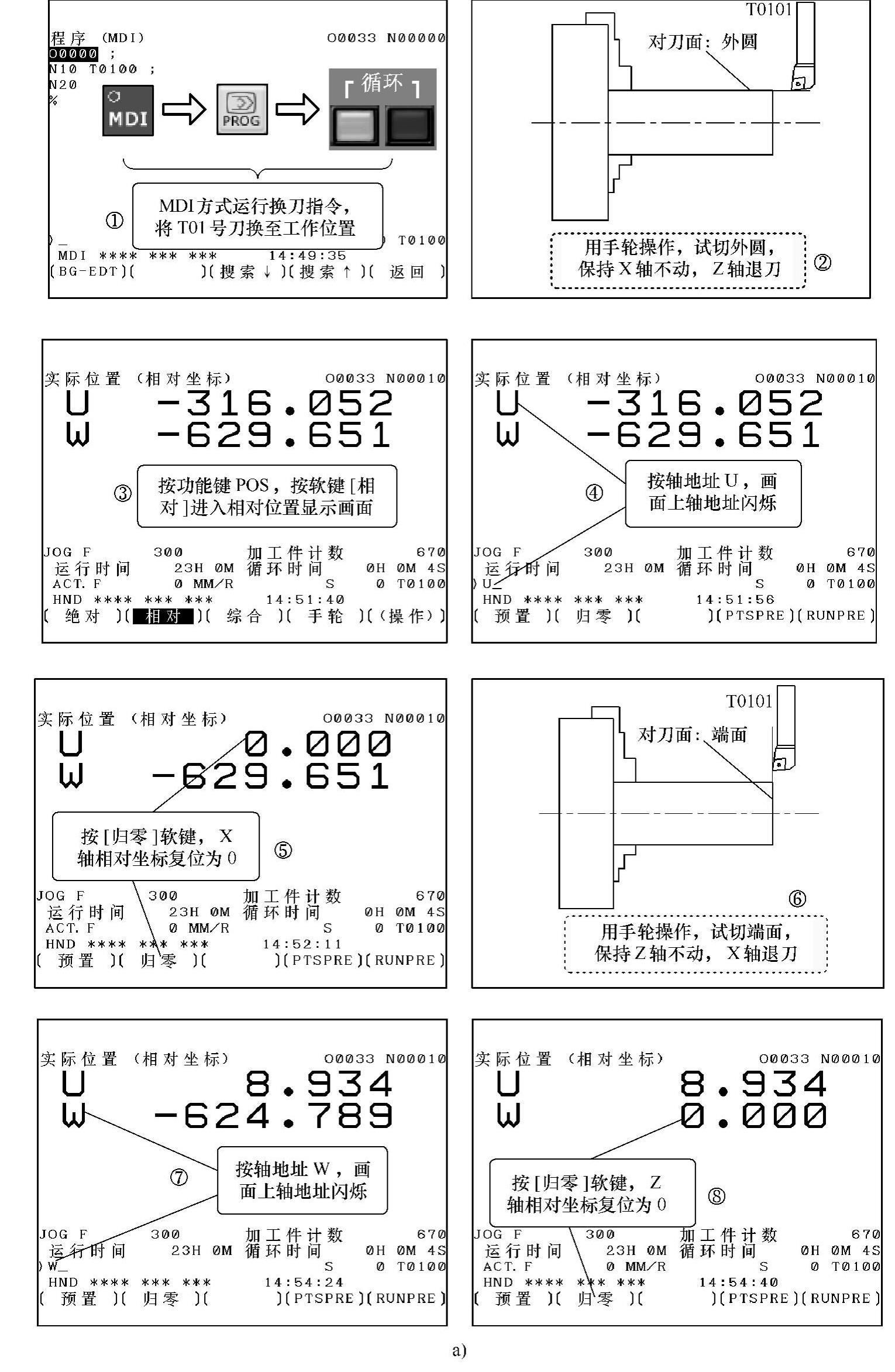
图3-86 刀具偏置量的计数器输入操作示例
a)标准刀对刀确定基准位置
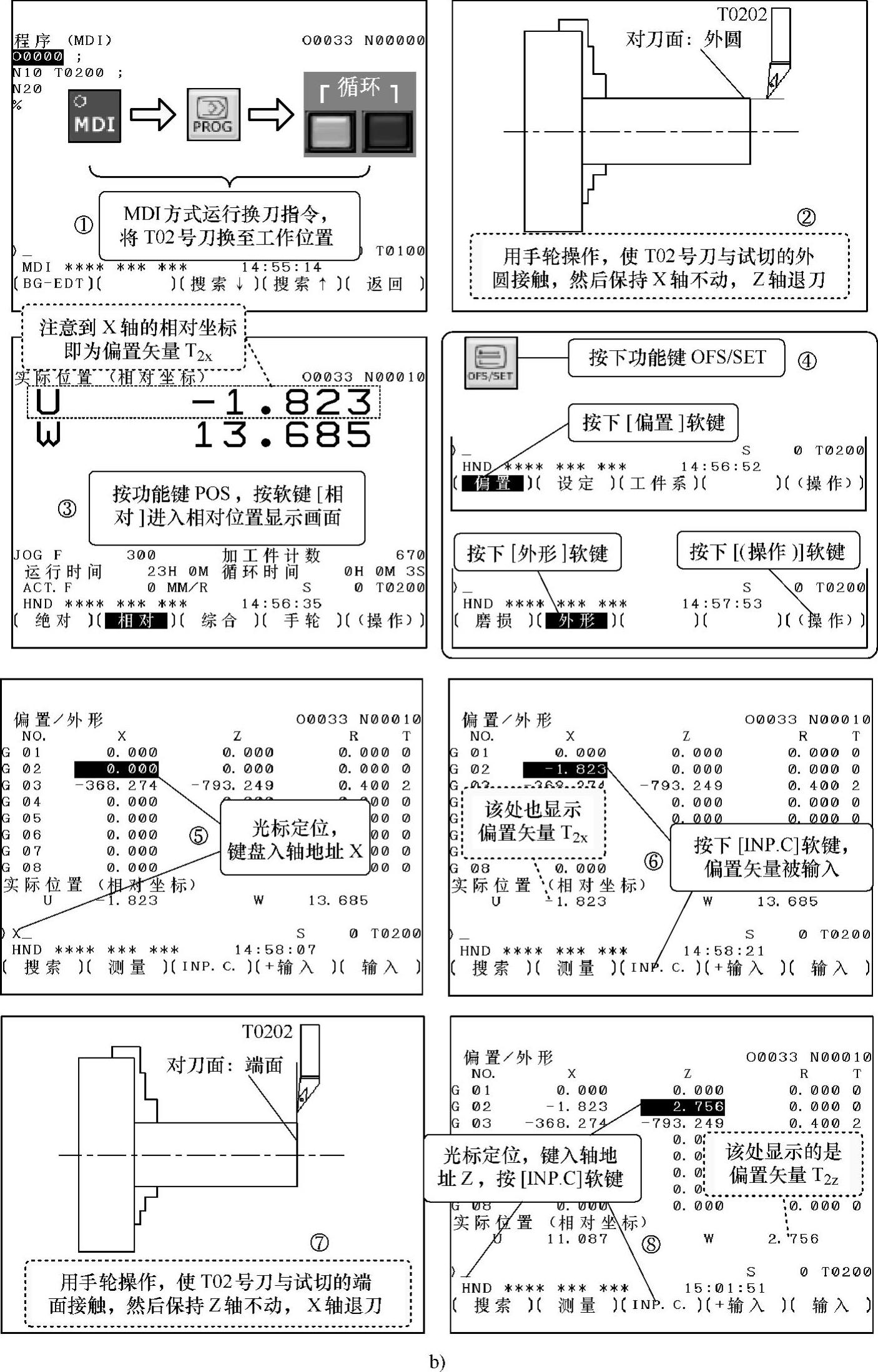
图3-86 刀具偏置量的计数器输入操作示例(续)
b)非标准刀偏置矢量的输入
6)按下软键[INP.C],X轴的偏置矢量分量T2x被输入至光标所在位置(注意到在偏置设置画面中也能显示刀具相对位置,因此上面的第3)步可以跳过)。
7)手轮操纵使T02号刀与试切端面接触,然后保持Z轴不动,X轴退刀。
8)将光标移动至G02号存储单元的Z轴偏置处,在输入缓冲区键入轴地址Z,按下软键[INP.C],则T02号刀的Z轴偏置矢量分量T2z被输入至光标所在位置。
注意:用试切法对非标准刀时尽可能不要切削标准刀的试切表面,当然,少量地切到也是有可能的,对于这种情况,可在首件试切时通过工件尺寸的测量得到标准刀的偏差值,然后在相应偏置存储单元的磨损偏置设置画面上通过输入合适的磨损补偿量进行修整。尽量不要重新对刀。
4.工件坐标系偏置量的设定
当用G50指令或自动坐标系设定的坐标系与编程时使用的工件坐标系不同时,所设定的坐标系可被偏置,如图3-87所示。
示例:如图3-88所示,当参考点相对于工件原点的实际位置为X=121.0(直径),Z=69.0,设定的偏置量为X=1.0,Z=-1.0时,则实际位置为X=120.0,Z=70.0。
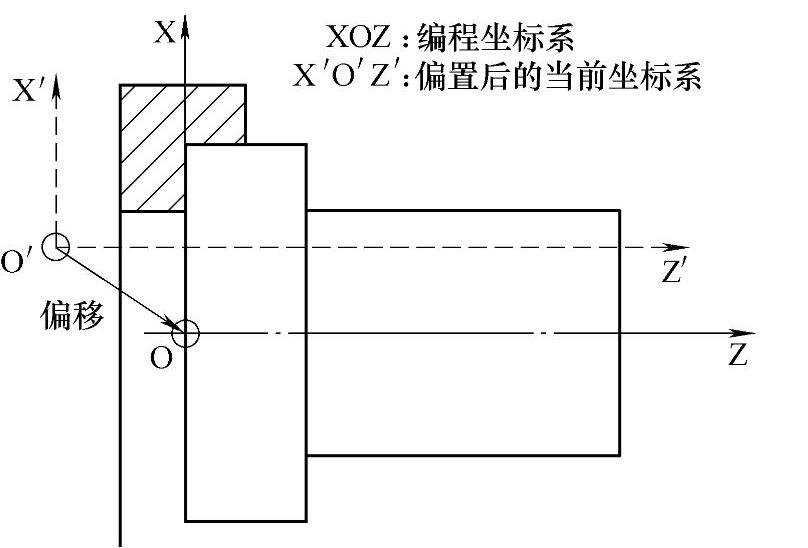
图3-87 工件坐标系的偏置
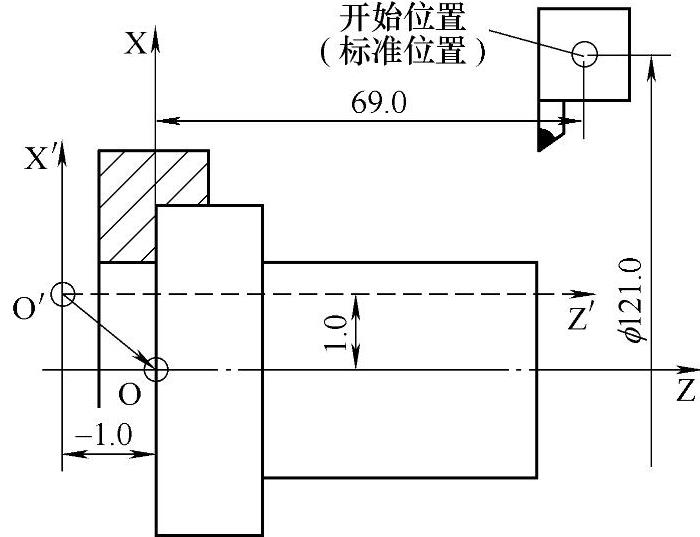
图3-88 工件坐标系偏置示例
图3-88所示的工件坐标系偏置示例的操作步骤如下,操作图解如图3-89所示。
1)按下功能键OFS/SET,进入偏置/设定画面。
2)按两次继续菜单键 直至出现[W.SHFT]软键。
直至出现[W.SHFT]软键。
3)按下软键[W.SHFT]进入工件坐标系偏置画面。
4)按下[(操作)]软键进入偏置操作画面,可以看到下部软键的变化。
5)用光标移动键将光标定位在X轴偏置输入处,在输入缓冲区键入X轴偏置值1,按下[输入]软键,画面上可以看到X轴偏置值被输入。
6)同理,将光标定位至Z轴偏置输入处,键入Z轴偏置值-1,按下[输入]软键,画面上可以看到Z轴偏置值被输入。
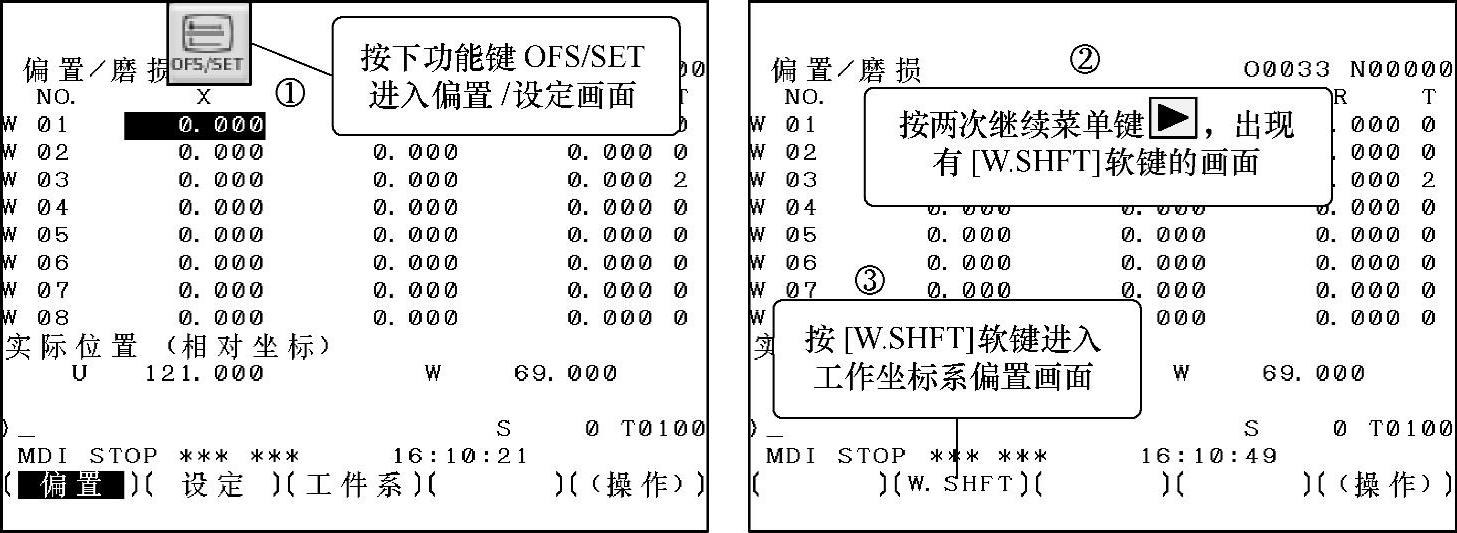
图3-89 工件坐标系偏置的操作步骤
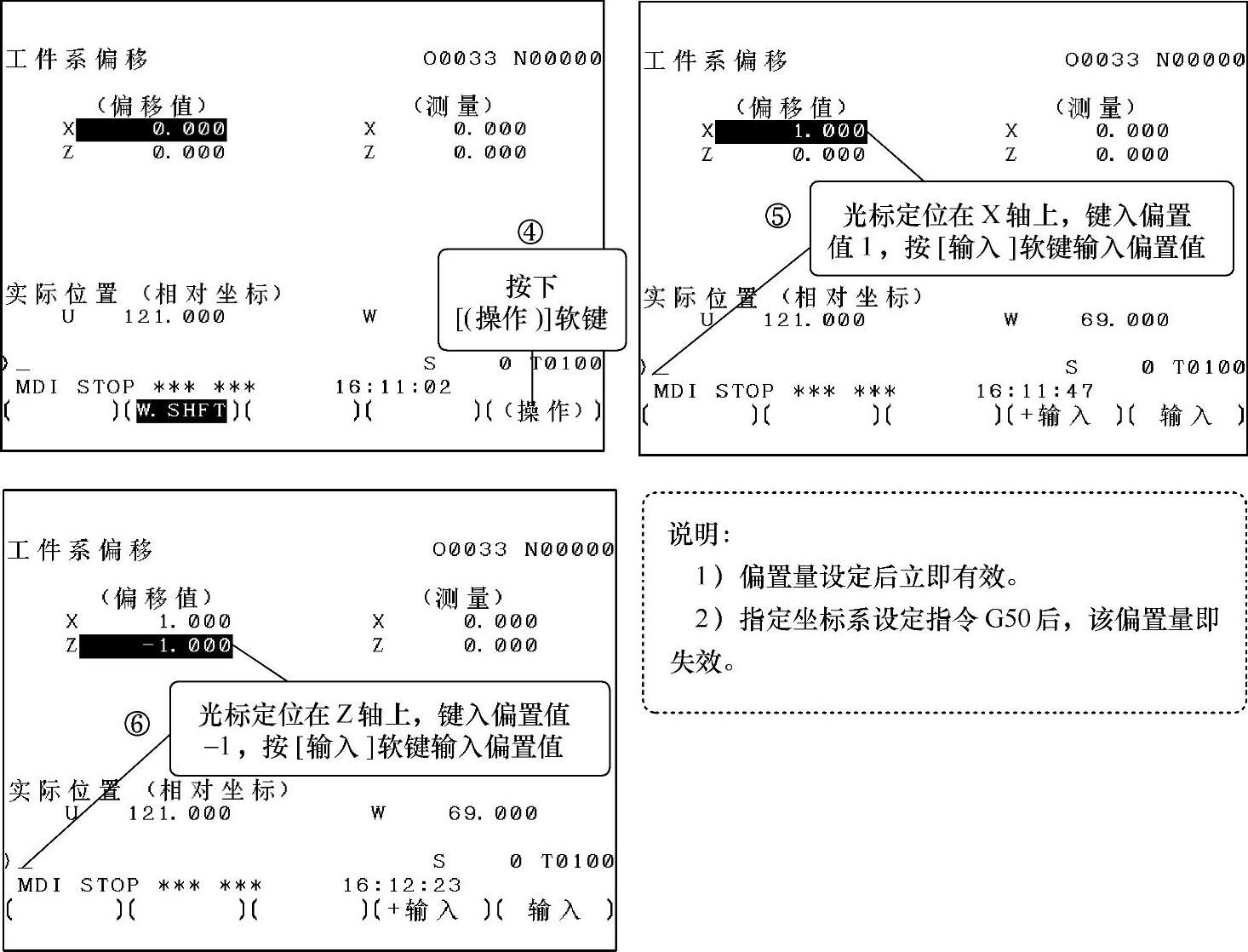
图3-89 工件坐标系偏置的操作步骤(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。