



径向车削是以加工圆柱面上的凹槽类表面为特征的加工方法,由于圆柱面的粗、精车加工常常忽略凹槽加工,所以系统安排了一个径向车削刀具路径。径向车削加工的刀具路径包含粗、精加工的设置。径向车削加工的刀具路径在粗加工时是以切槽的方式去除材料,精加工则以轮廓表面运动为主,所以选择切削参数时要注意这个特点。
1.径向车削加工的大致步骤
1)执行菜单“刀具路径车床径向车削刀具路径”命令,弹出径向车削的切槽选项对话框,其切槽轮廓的定义方式有五种——一点、两点、三直线、串连和多串连(Multiple chains)等。
2)选择槽轮廓线后,弹出车槽(串连)属性[Lathe Groove(Chain)]对话框,共有四个选项卡,包括粗、精车设置。
3)设置完成后,单击确定按钮 ,在屏幕上可以看到刀具路径的生成过程,并最终完成刀具路径。
,在屏幕上可以看到刀具路径的生成过程,并最终完成刀具路径。
2.径向车削加工的参数设置
(1)径向车削轮廓线的串连选择 选项对话框如图4-40所示。

图4-40 径向车削轮廓线的选择对话框
注:三直线定义方式的轮廓线必须是一个矩形且左右两条边必须平行且等长。
(2)参数设置分析 径向车削参数设置主要在车床-径向粗车属性[英文为Lathe Groove(Chain)]对话框中进行,共有四个选项卡,其中第二个选项卡随槽选择方法的不同而有所区别,大部分选项看到标题即可理解。另外,不断地改变参数,然后观察其对刀路的影响,有利于更深一步的理解。
1)刀具路径参数选项卡与前面介绍的基本相同,仅刀具列表主要为切槽刀,如图4-41a所示。(https://www.xing528.com)
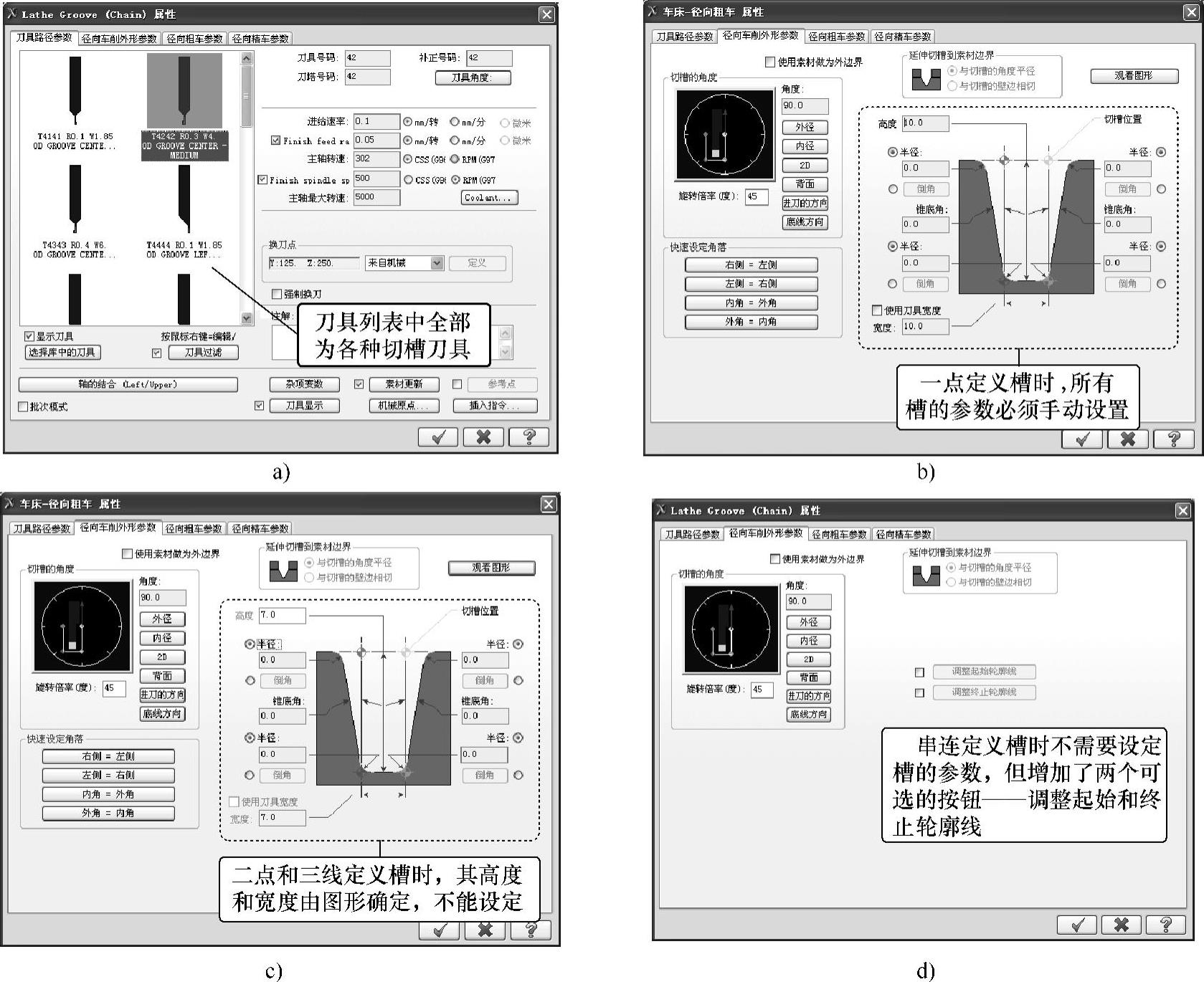
图4-41 径向车削选项卡
a)刀具路径参数选项卡 b)~d)径向车削外形参数选项卡
2)径向车削外形参数选项卡如图4-41b~d所示。该选项卡的形式随切槽轮廓的定义方式不同,其参数设定方式也不同。
3)径向粗车参数选项卡主要用于设定槽粗车的参数。径向车削粗车时的刀具路径主要以槽深方向切削为主,如图4-42所示。
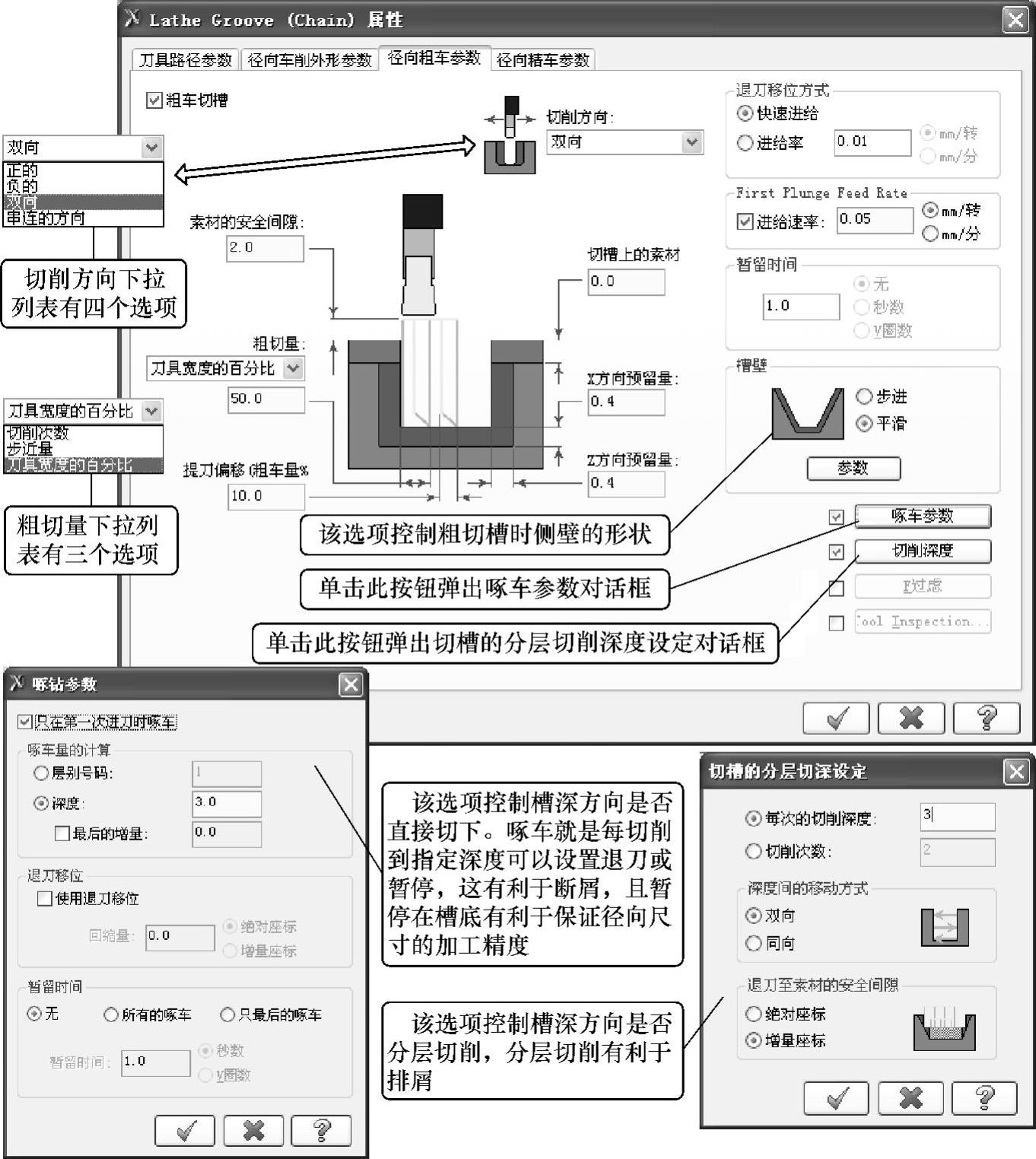
图4-42 径向粗车参数选项卡
4)径向精车参数选项卡主要用于设定槽精车的参数。径向精车槽的刀具路径一般沿轮廓走刀,类似于轮廓的精车,如图4-43所示。
(3)径向车削加工示例
1)示例一——串连方式定义槽轮廓,如图4-44所示。在图4-37所示的粗加工工序基础上,用串连定义方式选择槽轮廓加工左侧的梯形沟槽。
2)示例二——一点方式定义槽轮廓,如图4-45所示。在图4-37所示的粗加工工序基础上,用一点定义方式加工右侧螺纹处的退刀槽。这一示例若用串连方式定义槽轮廓也是比较方便的,这里仅是为了介绍一点方式定义槽轮廓。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。