



PMC作为CNC与机床(Machine Tool,MT)之间的信号传递通路,既要与CNC进行信号交换,又要与机床外围开关进行信号交换,另外PMC本身还存在内部中间继电器(Inter- nal relay)、计数器(Counter)、保持继电器(Keep relay)、数据表(Data sheet)、时间变量,它们之间的相互关系如图2-26所示。
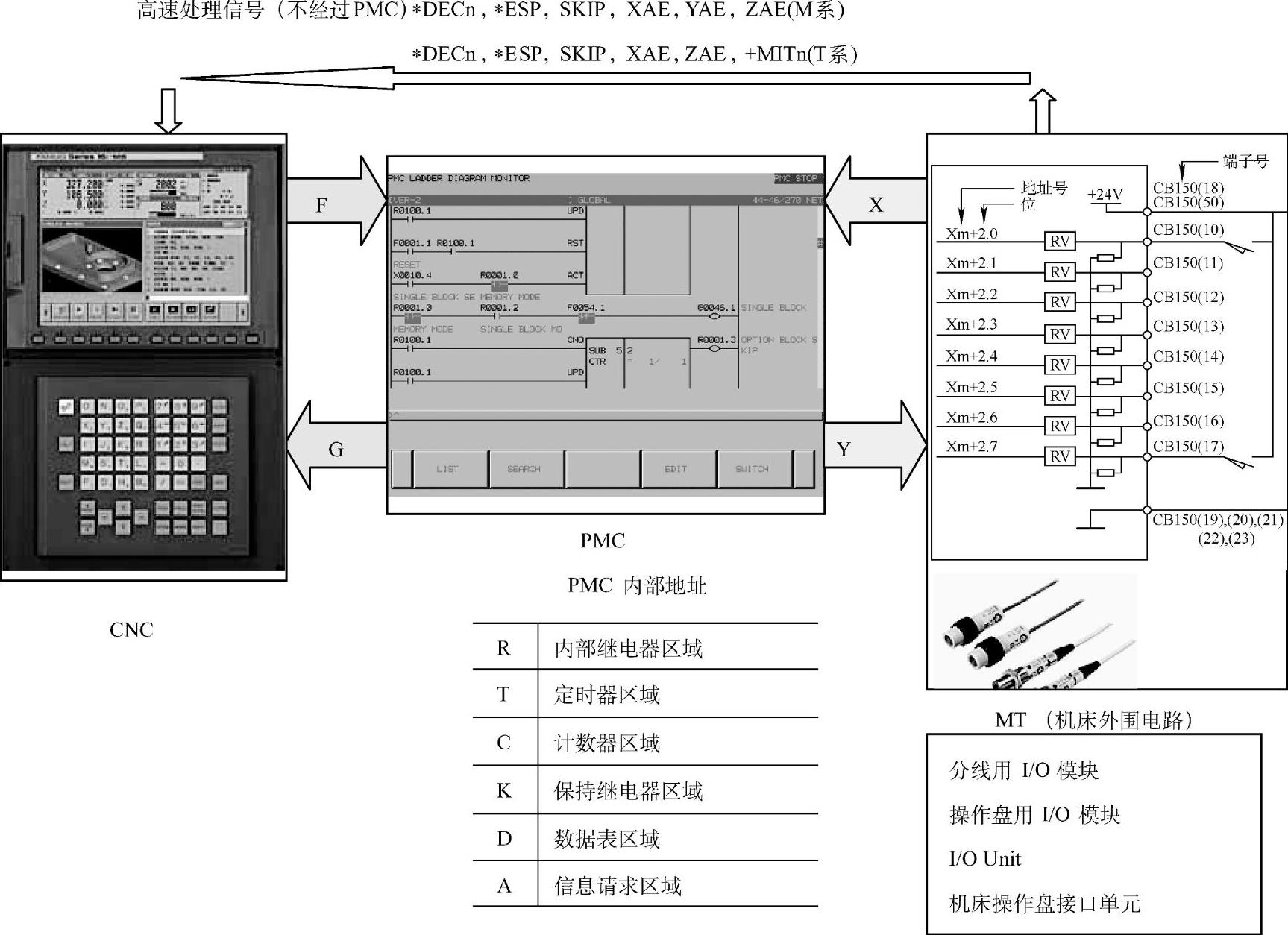
图2-26 PMC地址分配
地址定义如下:
1)X:MT输入到PMC的信号,如接近开关、急停输入信号等。
2)Y:PMC输出到MT的信号,如电磁阀、灯等执行部件。
3)F:CNC输入到PMC的信号,FANUC定义的内部地址,如CNC输入到PMC的代码指令,如M代码(地址F10~F13)、T代码(地址F26~F29)、系统准备信号MA(地址F1.7)、伺服准备信号SA(地址F0.6)等。
4)G:PMC输出到CNC的信号,该信号是经过PMC处理后传送到CNC的信号,FANUC定义的内部地址,如自动运转起动信号ST(G7.2)、串行主轴正转信号SFRA(G70.5)、串行主轴反转信号SRVA(G70.4)、串行主轴停止信号*SSTP(G29.6)。
注意:所谓的输入、输出,立场一定是站在PMC上看,对于PMC来说,从MT输入PMC的信号是X地址,从PMC输出到机床的信号是Y地址,从CNC输入到PMC的信号是F地址,从PMC输出到CNC的信号是G地址。
内部地址:R(寄存器)、T(定时器)、C(计数器)、K(保持继电器)、D(数据表)、A(报警信息)是PMC程序使用的内部地址。
地址分类及相关说明见表2-8。
表2-8 PMC地址分类
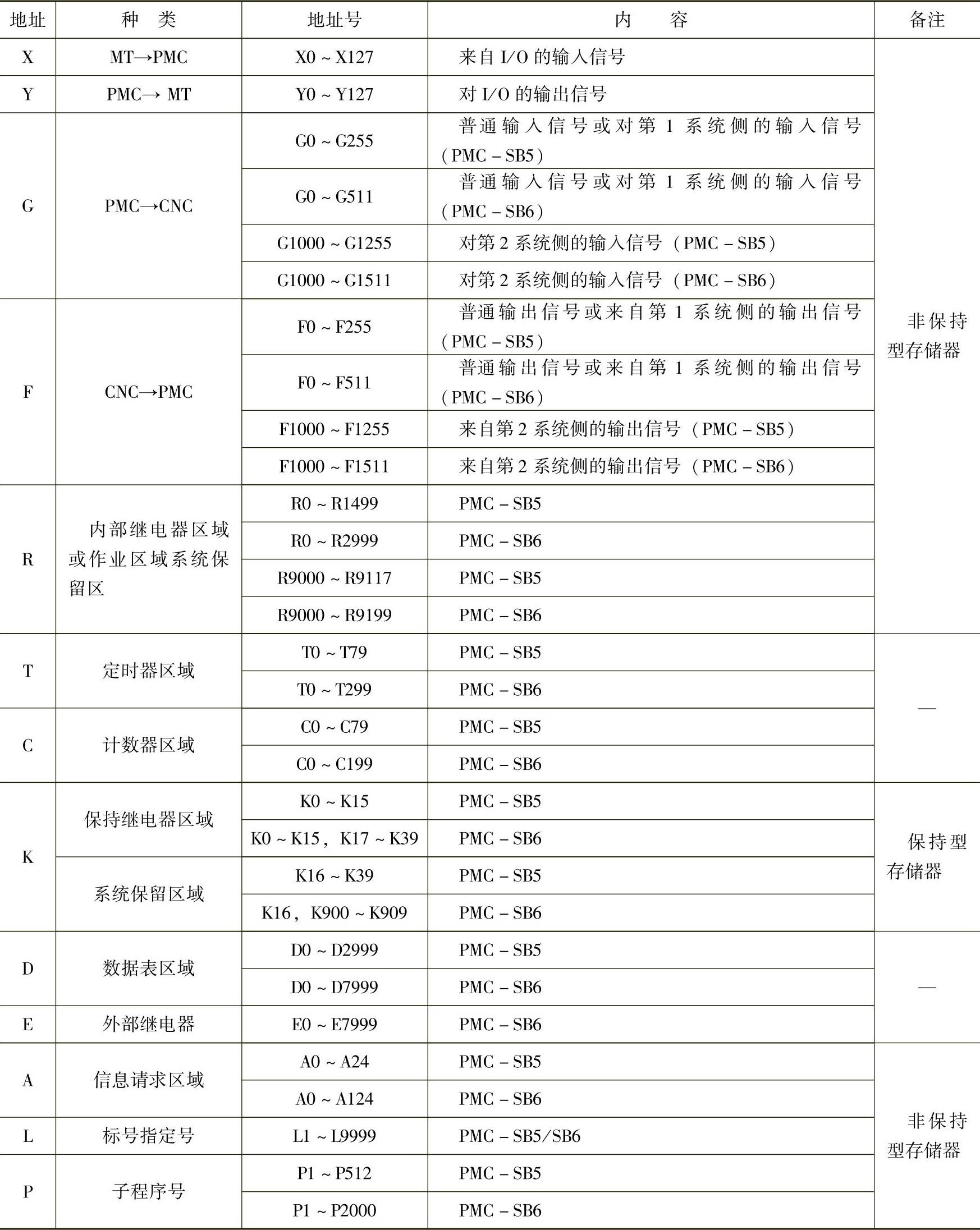
注:表中PMC-SBx为PMC版本号,目前FANUC 0i-C使用SB-7版PMC。
CNC与PMC之间的地址(G地址、F地址)是FANUC公司已经定义好的,机床制造商在使用时只能根据FANUC公司提供的地址表“对号入座”,所以对于这些信号在维修MT过程中,如需了解其含义和使用方法,查看FANUC公司所给标准地址表即可。
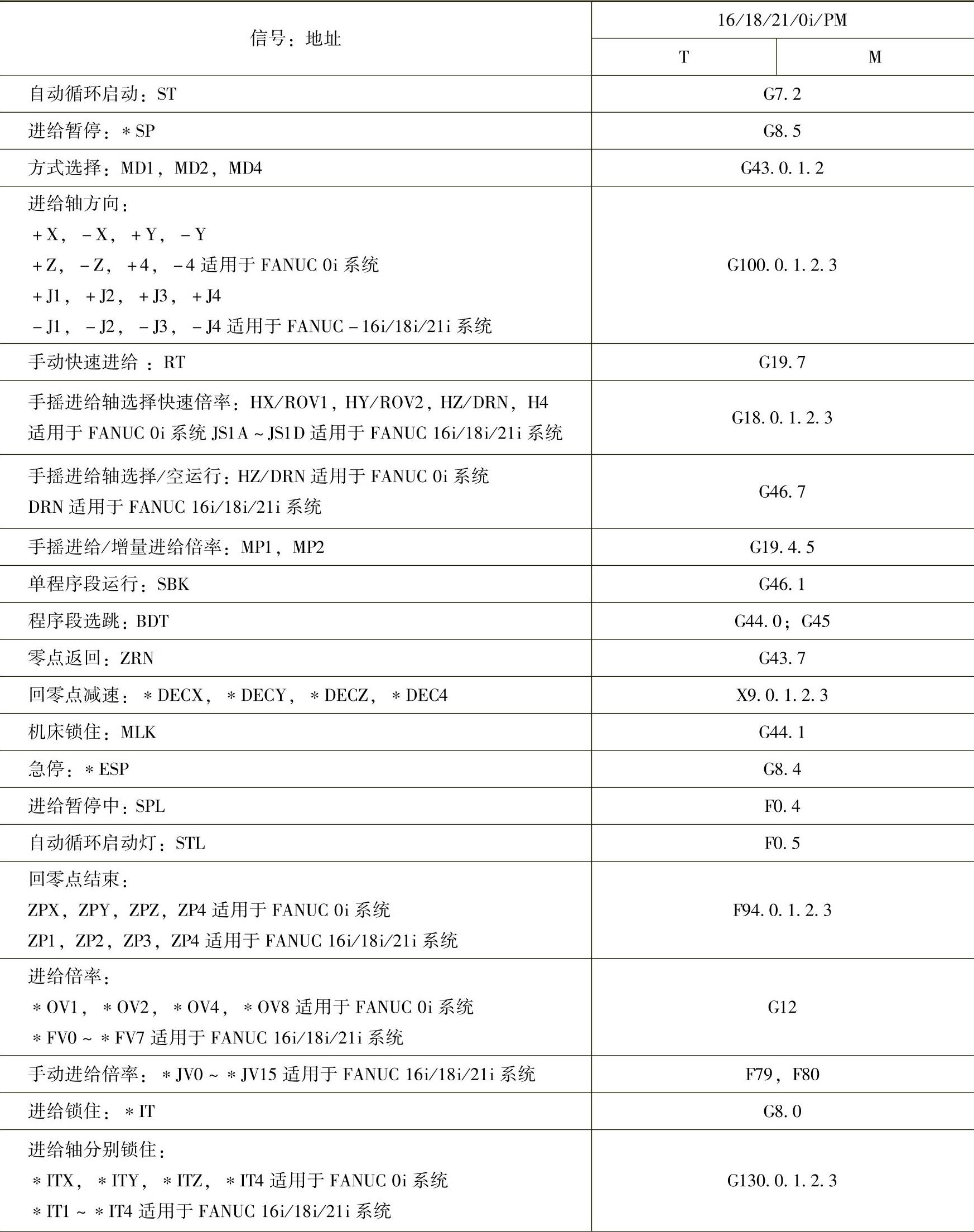
FANUC i系列数控系统常用地址见表2-9。(https://www.xing528.com)
表2-9 FANUC i系列数控系统常用地址表
(续)
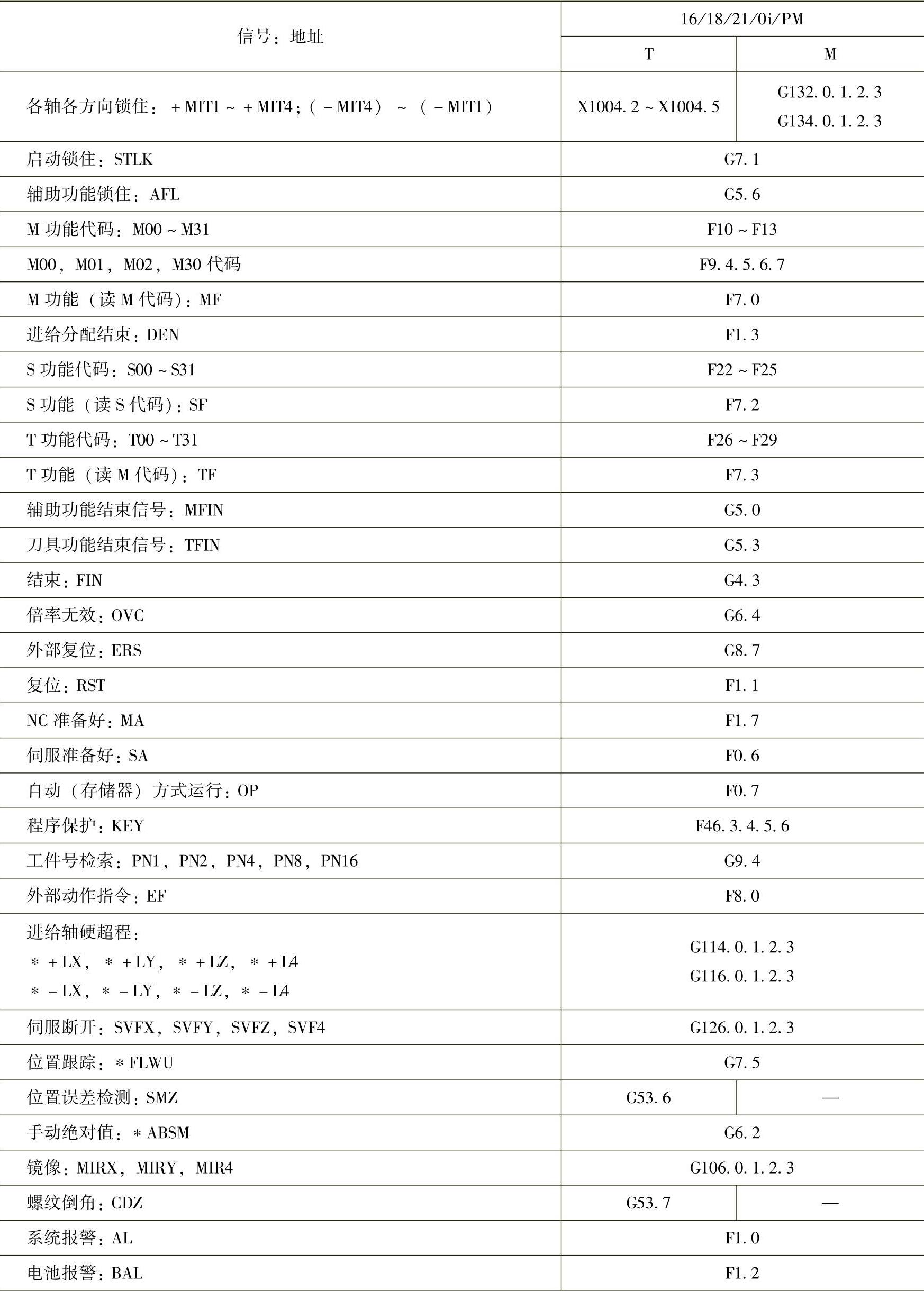
(续)
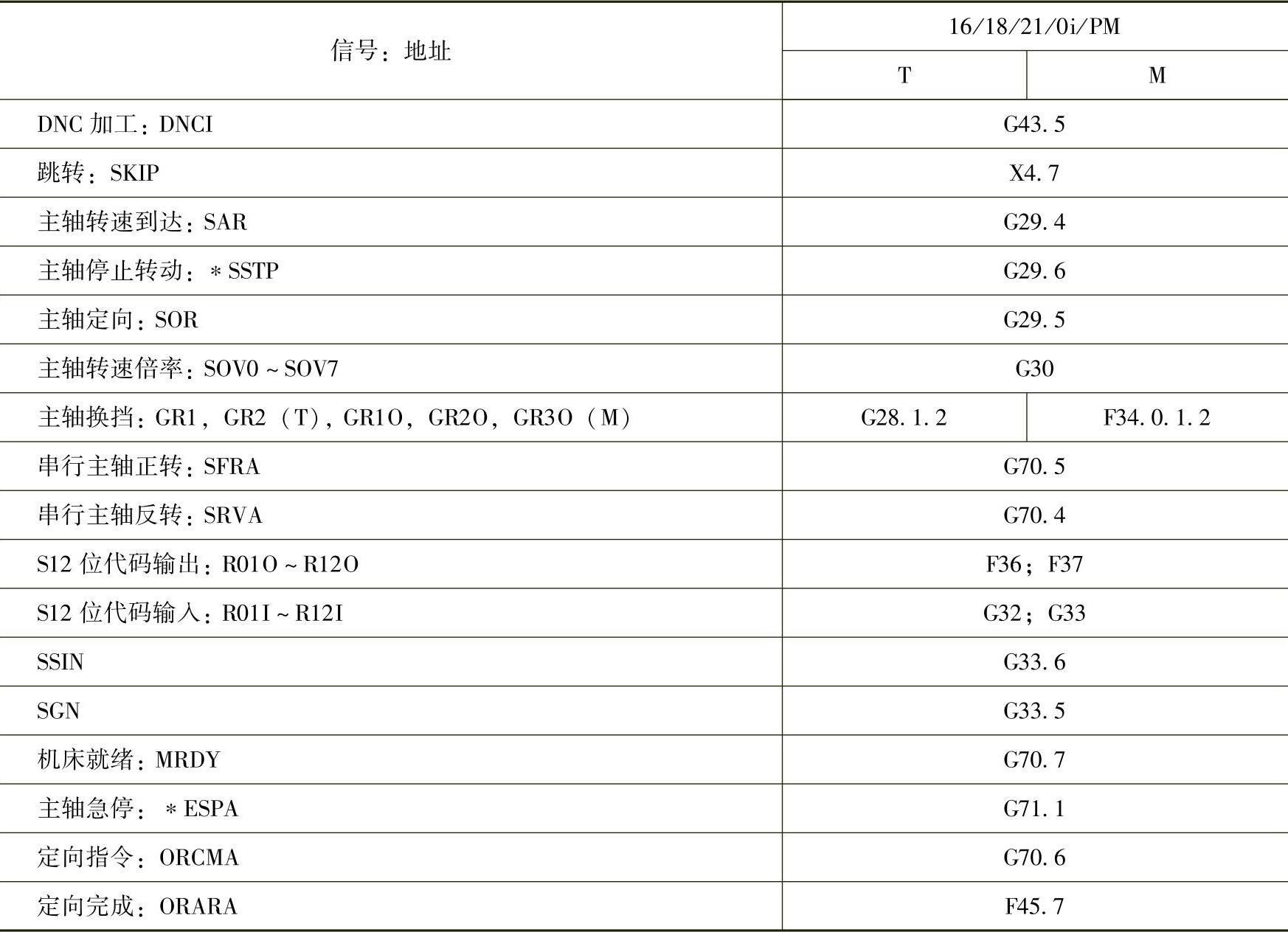
注:表中G.或F.,小数点前表示NC-PMC的地址字节数,也即行,小数点后面表示字的位数。如G70.5表
示FANUC串行主轴正转信号(PMC发到CNC的信号)在G70的第5位。

对于PMC与MT间的信号(X、Y地址信号),除个别信号被FANUC公司定义外,绝大多数地址可以由机床制造商自行定义。所以对于X、Y地址的含义,必须参见机床制造商提供的技术资料。
此外下列信号作为高速信号由CNC直接读取,不经过PMC进行处理。
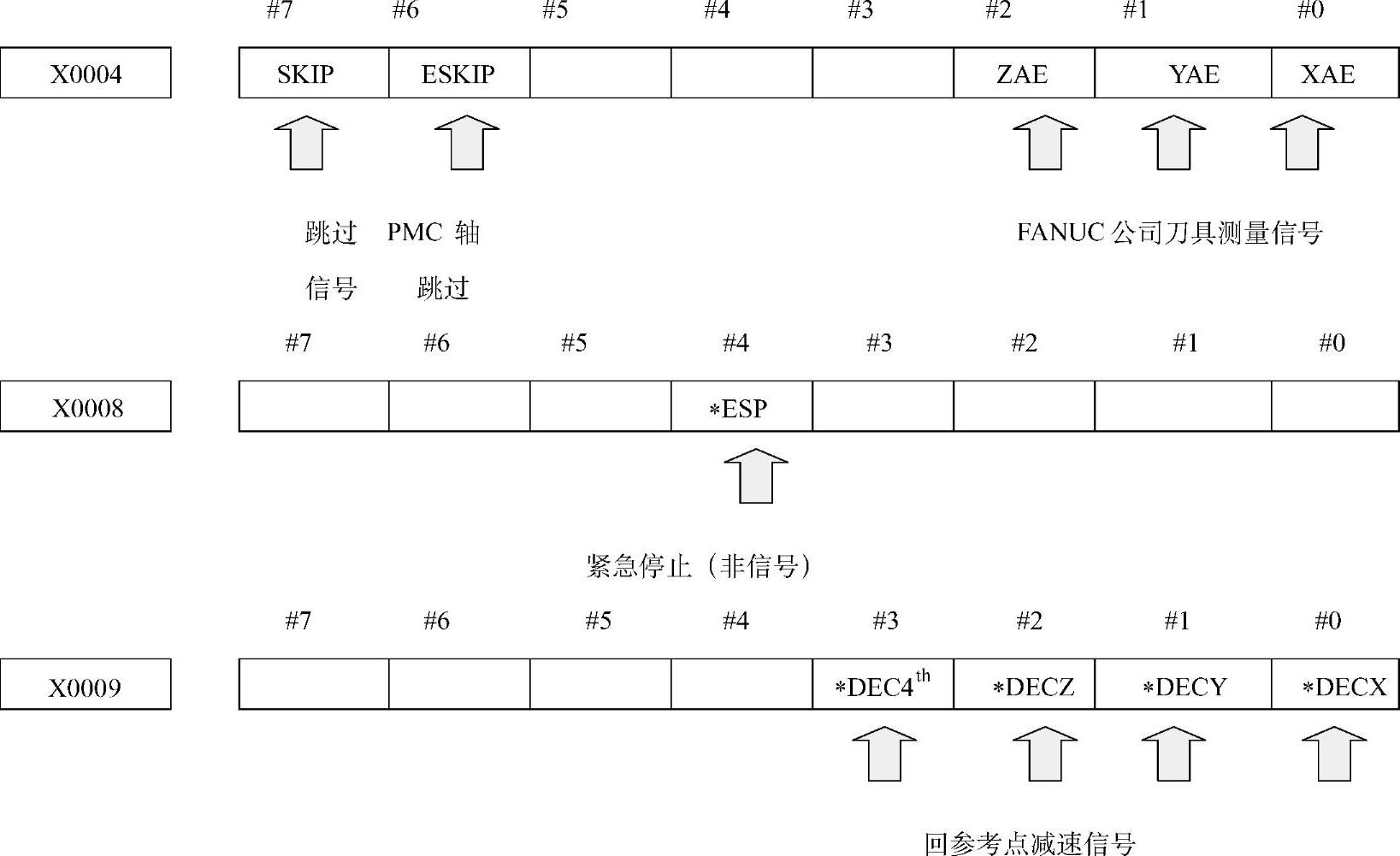
带*的信号是负逻辑信号。例如,急停信号(*ESP)通常为1,处于急停状态时*ESP为0。
从PMC送到MT的信号地址用Y表示,这些信号的地址可由PMC编程人员任意指定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。