



配气机构的功用是按照柴油机每一气缸内所进行的工作循环和着火顺序的要求,定时开启和关闭各气缸的进、排气门,使新鲜空气得及时进入气缸,废气得及时排出气缸,在压缩与做功行程中,保证燃烧室的密封。新鲜空气充满气缸的程度用充气效率表示。充气效率越高,表明进入气缸内的新鲜空气的质量越大,相应地喷入气缸的燃油就可以越多,可燃混合气燃烧时可能放出的热量越大,柴油机发出的功率也越大。
(1)柴油机配气机构的分类 柴油机配气机构按气门的布置分为气门顶置和气门侧置式,按凸轮轴的布置位置分为下置式(图3-31)、中置式和上置式,按曲轴和凸轮轴的传动方式分为齿轮传动式、链传动式和齿带传动式,按每气缸气门数目分为二气门式和四气门式等。
(2)配气机构的组成 配气机构的组成结构可分为气门组和气门传动组两大部分。气门组包括进气门、排气门、气门导管、气门座圈、气门弹簧、气门油封及气门锁片等,如图3-32所示。气门传动组由凸轮轴、挺柱、推杆、摇臂及气门间隙调整螺钉等组成。其功用是使进、排气门能按配气相位规定的时刻开始动作,并保证气门有足够的开度。

图3-31 配气机构的结构
1—气门座 2—气门 3—气门导管 4—气门弹簧 5—气门弹簧座 6—摇臂气门间隙 7—摇臂轴 8—推杆 9—挺柱 10—凸轮
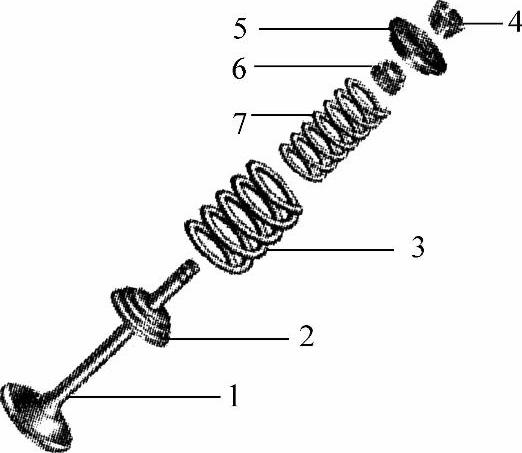
图3-32 配气机构气门组的组成
1—气门 2—下气门弹簧座 3—外气门弹簧 4—气门锁夹 5—上气门弹簧座 6—气门油封 7—内气门弹簧
(3)进、排气门使用维修
1)气门密封性的检查方法。气门密封性的好坏,直接影响柴油机的工作性能。因此,气门在作用一定时间或进行研磨后,要进行密封性检查。检查时,将缸盖端面朝上放好。
①划线检查法。用软铅笔在气门锥面上沿垂直于密封带方向划若干条线,将气门放入气门座内,不装气门弹簧,转动气门1/4转,取出气门检查。如果线条在密封带处均已中断,则说明气门密封性能好,否则应对气门进行研磨。
②汽油(或煤油)检查法。首先将气门与气门座清洗干净,然后将气门弹簧、气门导管等所有部件装好,从进、排气管道处灌入汽油或煤油,几分钟后,若未发现渗漏现象,则说明气门密封性好,否则应研磨气门。
2)正确安装气门。
①安装前,将各零件彻底清洗、擦净。
②将气门杆涂上少许机油,插入气门导管中。
③将内、外弹簧(内弹簧左旋,外弹簧右旋)套在气门杆上。
④用气门锁夹将气门弹簧座固定在气门尾部锥面上,保证锁夹、气门尾部锥面和气门弹簧座紧密贴合。装配好后,用专用套筒顶在锁片上,并用锤子敲击数次,然后将缸盖侧立,再用锤子敲击数次,使锁夹压平并咬紧。
⑤安装好气门后,用手晃动弹簧座,检查气门杆与弹簧座是否松动,两锁片安装是否正确,如有问题,应重新装配。
⑥将平垫圈有倒角的一面挨着缸盖螺栓的固定螺母,用力矩扳手按一定顺序、规定力矩分几次均匀地拧紧固定螺母,避免拧得过紧。
(4)气门漏气的原因与防止措施 在气门关闭状态下若进气门漏气,就会使气缸压力不足,柴油机起动困难;在气门关闭状态下若进、排气门均漏气,则必将造成功率下降。若排气门漏气严重,则在柴油机运转时,可听到排气管部位有“噗噗”响声,不减压摇动曲轴时,也可听到“嗤嗤”的漏气声。
1)造成气门漏气的原因:①气门密封环与气门座密封不严,气门杆弯曲或气门头部变形。②气门弹簧折断或弹力不足。③气门间隙过小,工作中气门杆受热膨胀,顶开气门而漏气。④气门与气门导管间隙过大或过小。⑤减压机构工作不正常。
2)防止气门漏气的措施:①保证空气滤清器工作正常及进气系统的密封性,防止杂质及灰尘被吸入气缸,导致气门与气门座的早期磨损。②定期检查气门内、外弹簧,如发现弹簧折断应及时更换;禁止气门在只剩一个弹簧的情况下继续使用。③定期检查气门间隙,如不符合技术要求,应及时调整。④定期检查减压机构工作情况,发现问题应及时解决。⑤定期(一般在二级保养中)清除气门与气门座的积炭;检查气门头部有无烧蚀、剥落及麻点等,轻者可研磨气门,重者则应更换气门或气门座。如发现气门杆弯曲或气门头部变形,应及时更换。⑥定期检查气门导管与气门杆之间的间隙。气门导管与气门杆有积炭时,气门杆易卡死在导管中,使气门关闭时易产生偏斜而密封不良。如气门导管磨损严重时,应及时更换。
(5)冷间隙、热间隙和进排气门的间隙值 在柴油机冷态时的气门间隙为冷间隙,在柴油机热态下的气门间隙为热间隙。在柴油机使用说明书中通常给出冷热两种间隙值,检查和调整气门间隙时应遵照该值进行。若使用说明书中只给出一个范围值,而没有给出具体的冷热间隙值,则在检查和调整时,冷态应向大值靠近,热态向小值靠近。不同柴油机气门间隙的大小不尽相同,一般进气门间隙为0.25~0.30mm,排气门间隙为0.30~0.35mm。气门间隙一般应在柴油机冷态时检查和调整。
(6)调整气门间隙的方法 调整气门间隙的方法通常有逐缸调整法和二次调整法两种。
1)逐缸调整法。先找到1缸压缩行程上止点,调整1缸的进排气门间隙,然后转动曲轴,使2缸处于压缩行程上止点,调整2缸的进排气门间隙,依此类推,逐缸进行调整。
2)二次调整法。在气门间隙调整时,只需转动曲轴两次,就可调整完全部气门间隙,又称“双排不进”调整法。对于四缸柴油机,如果做功顺序为1—3—4—2,那么在1缸活塞处于压缩行程上止点时,可按如下顺序调整:1(双)—3(排)—4(不)—2(进)。即1缸可调整进、排气门的气门间隙,3缸可调整排气门间隙,4缸的气门间隙不能调整,2缸可调整进气门间隙。
调整完后,转动曲轴一周,使4缸活塞处于压缩行程上止点,可调整的气门为:4(双)—2(排)—1(不)—3(进)。即4缸可调整进、排气门间隙,2缸可调整排气门间隙,1缸不能调整,3缸可调整进气门间隙。
对于六缸柴油机,如果做功顺序是1—5—3—6—2—4,则在1缸活塞处于压缩行程上止点时,可调整的气门为:1(双)—5(排)—3(排)—6(不)—2(进)—4(进)。
在6缸活塞处于压缩行程上止点时,可调整的气门为:6(双)—2(排)—4(排)—1(不)—5(进)—3(进)。(https://www.xing528.com)
(7)研磨漏气的气门和气门座 凡是漏气的气门及气门座,均应进行研磨。传统的研磨方法是在气门研磨机上进行的,也可用橡皮碗形研磨工具吸住气门,人工使气门在座圈上来回转动,并上下敲击,以达到密封的目的,如图3-33所示。
由于手工研磨功效低,在实际工作中,推荐使用手电钻研磨气门。使用手电钻研磨气门时,应掌握下列要点:
1)先用粗磨砂,后用细磨砂。磨砂时一定要将气门杆身装在布或软质物中,以减少气门导管的磨损。
2)钻夹头要夹紧。此外,还应经常检查气门工作面,并做密封性检查。
(8)铰削磨损的气门座圆锥面 气门座圆锥面有麻点或沟槽时,可用气门座铰刀进行修整。这种铰刀一副多把,按铰刀锥角来分,有30°、45°、75°和15°四种,而30°与45°铰刀又分为粗刃和细刃两种。要根据气门的锥角选用所用的铰刀。粗刃铰刀先铰,然后改用细刃铰刀。铰削时全凭操作者的手势,不能铰偏,如图3-34所示。
维修时,如果发现气门与气门座的密封线位置偏上,可增大15°铰刀的修铰量。若密封线位置偏下,则需增大75°铰刀的修铰量。
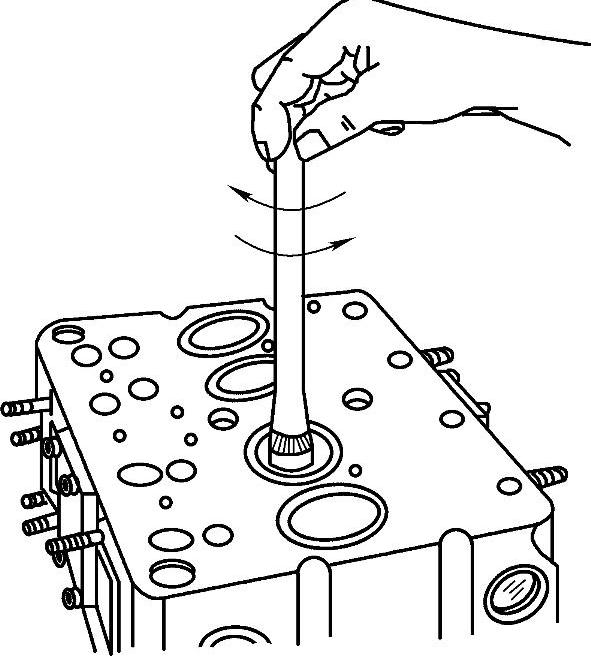
图3-33 手工研磨气门及气门座
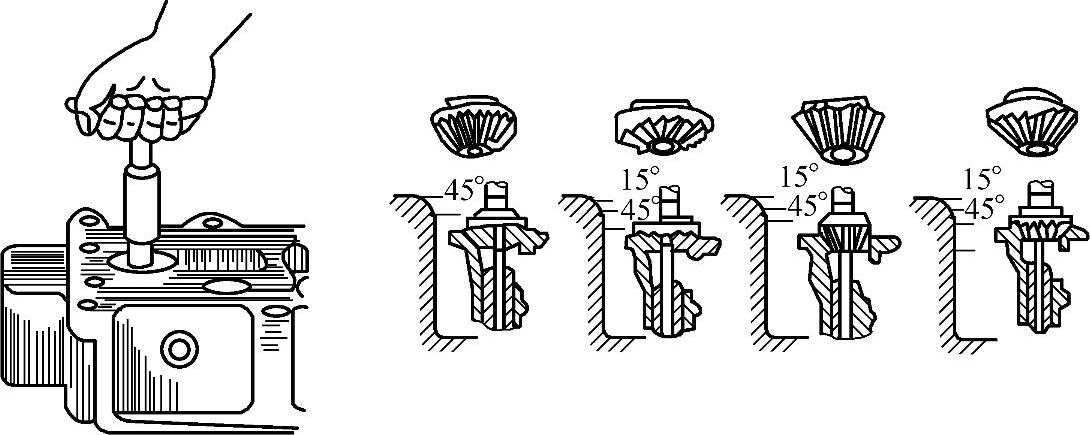
图3-34 铰削气门座
(9)镶入气门座圈的方法及操作 镶入气门座圈有热镶法和冷镶法两种。热镶法是将气缸盖加热至180℃以上,再将气门座圈压入承孔。冷镶法则有两种形式。一种是用压力机或锤子,通过冲头将气门座圈压入或打入气门座圈的承孔中。图3-35所示是用锤子和冲头镶入气门座圈。495型、4135型柴油机均可采用这种办法。另一种冷镶法是先将气门座圈放在液态氮中冷缩,然后再用专用工具压入。WD615型柴油机一般采用这种办法。
(10)气门导管与气门杆配合间隙的正常值及检测 气门杆与气门导管的配合间隙,对于中、小型柴油机来说,进气门以0.03~0.07mm为宜,排气门以0.05~0.12mm为宜。它们的极限值则多以0.25mm为限。如果此间隙过大,即会引起漏气,使柴油机起动困难,功率下降。
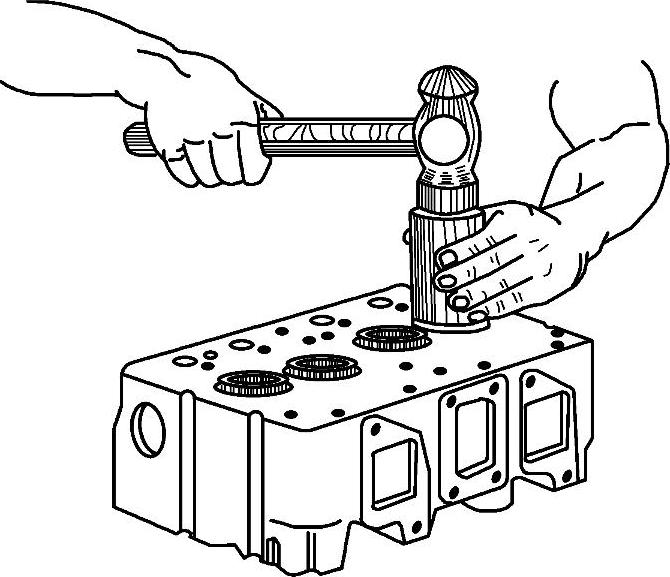
图3-35 用锤子和冲头与镶入气门座圈
气门杆与气门导管配合间隙的检测方法:在检修设备不足的情况下,可采用经验法测知。此时在气门杆上涂些润滑油后放入气门导管孔内,若气门能依靠自重缓慢下落,且用手将气门提起约10mm晃动时,没有明显松动感觉。然后,将放入导管内孔中的气门杆从上端快速提起,感觉到有一定的吸力。以上种种现象表明,配合间隙符合技术要求,否则应更换气门导管。
更换气门导管的工作应在研磨气门座之前进行。这是因为气门座的加工,是根据气门导管的中心线来进行的。
(11)配气正时的检查和调整 柴油机各缸进排气门的开闭时刻,分别用曲轴相对于活塞行程上下止点的转角来表示,称为配气正时,也称配气相位。新型柴油机在使用维修中,一般不需要调整配气正时。但也有特殊的时候,例如,当换用不合格备件影响了柴油机功率发挥时,即要检查与调整配气正时。
保证柴油机配气正时的关键有两个:一是正时机构中各种齿轮的正确装配,二是各个齿轮的记号要对准对好。
1)以6135型柴油机为例,齿轮的正确装配主要包括以下内容:①在主动齿轮和传动齿轮及它们之间的传动惰轮上都有拆卸的螺孔,供拆装时使用,如图3-36所示;②齿轮与轴之间为过渡配合,安装时需适当敲击,装入后应拧紧锁紧螺母,并装好锁紧垫片,否则不但影响配气和供油的正确性,而且会引起事故;③注意甩油圈和锁紧螺母的安装方向,后者的外圆大倒角一面应靠近甩油圈(即朝里)。
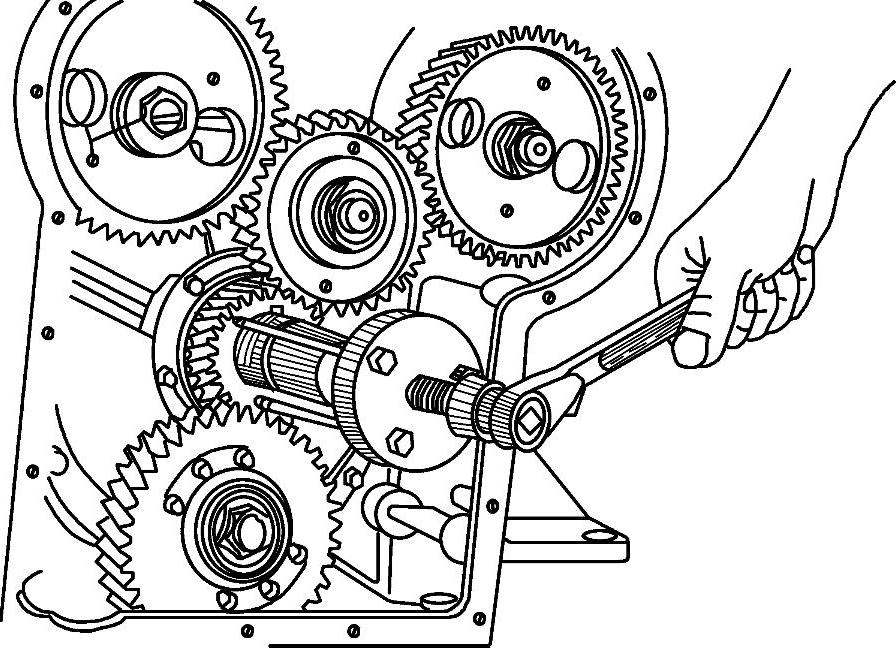
图3-36 配气齿轮的拆卸
2)柴油机型号不同,各齿轮上打的记号也不同。例如,康明斯6BT5.9型柴油机齿轮系统,由喷油泵齿轮、凸轮轴齿轮、曲轴齿轮、机油泵齿轮、惰轮及空气压缩机齿轮组成。装配时,旋转曲轴,应使第1缸活塞处于压缩行程上止点,凸轮轴上“00”标记与曲轴上“0”标记对正。日野EC100型柴油机各齿轮上的记号为“1、2、3”等。安装时,需将曲轴齿轮上的标记“1”与中间齿轮上的标记“1”相对,凸轮轴齿轮的标记“2”应与中间齿轮上的标记“2”相对。
(12)空气滤清指示器功能检查 目前,车用柴油机大多装有空气滤清器指示器,以保证空气滤清器能得到及时维护。各种空气滤清器指示器的显示方式虽然略有差异,但基本结构和维护方法大同小异。
检查空气滤清器指示器的功能是否正常,可采用以下方法:
1)用嘴吸吮空气滤清器,如果红色信号立即出现,说明空气滤清器指示器功能正常。
2)将空气滤清指示器的进气口堵住,当柴油机转速在2000r/min左右时,如红色信号出现,表示其功能正常。
(13)油浴式空气滤清器的维护 维护时应在柴油机停机至少1h后才能进行。之所以如此要求,是希望使所有的机油从滤清器滤芯中滴尽。滤芯可用柴油清洗,但清洗后应使柴油彻底滴干。清洗滤清器油池后,加注清洁机油时应使油位低于标志线。如果油加得太多,柴油机运转时机油将被吸入气缸内,有可能发生飞车事故。
另外,需强调的一点是,无论何种结构型式的空气滤清器,其各个安装部位均应保证密封。否则,未经滤清的尘土将直接进入气缸,导致气缸和活塞环的早期磨损。
(14)柴油机排气管窜火的原因 排气管窜火一般表现为:在柴油机工作时,排气管被烧红,有时还会发现排气管向外冒出一串串的火星。这是由于排气管内温度很高,气缸内未完全燃烧的油雾进入排气管后,遇到空气引起燃烧造成的。其主要原因大多与气门漏气、排气门弹簧技术状况不良、配气不对或零件配合间隙有误差、调速器工作不良等因素有关。一一查找,应该能解决问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。