



丙烯腈-丁二烯-苯乙烯(ABS)共聚物,通常称之为ABS树脂。这种树脂上实际是上述三种聚合物的掺混物,即在共聚反应过程中形成的聚丁二烯(PB)、苯乙烯-丙烯腈二元共聚物(AS),以及在聚丁二烯骨架上接枝苯乙烯-丙烯腈支链的接枝共聚物(B-AS)的掺混物。
1.性能特征
ABS树脂为浅黄色粒状或珠状树脂,其制品具有坚韧、质硬、刚性好、无毒、无味、吸水率低、极好的低温抗冲击性能;尺寸稳定性、电性能、耐磨性、抗化学药品性、染色性和成型加工及机械加工性都较好。树脂的熔融温度为217~237℃,热分解温度为250℃以上;树脂耐水、无机盐、碱和酸类,不溶于大部分醇类和烃类溶剂,但容易溶于醛、酮、酯和某些氯代烃;热变形温度较低,不透明,可燃,耐候性差。
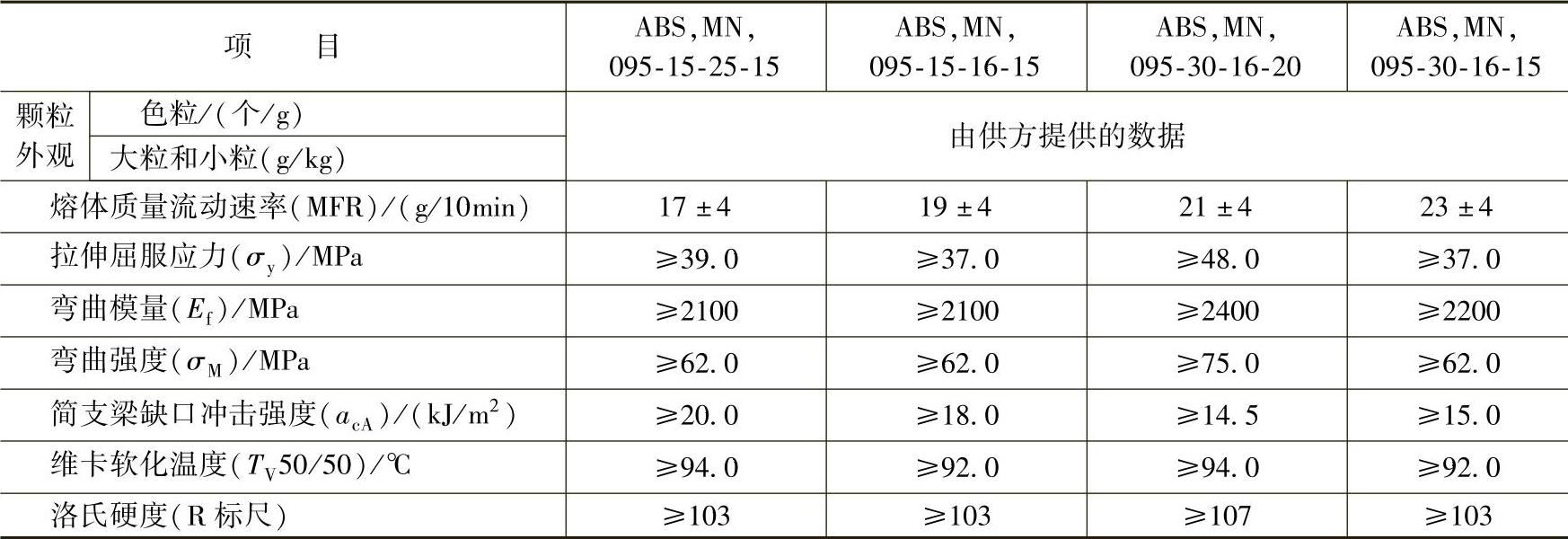
ABS树脂的主要性能见表1-84。注塑级ABS树脂的技术要求见表1-85。
表1-84 ABS树脂的主要性能
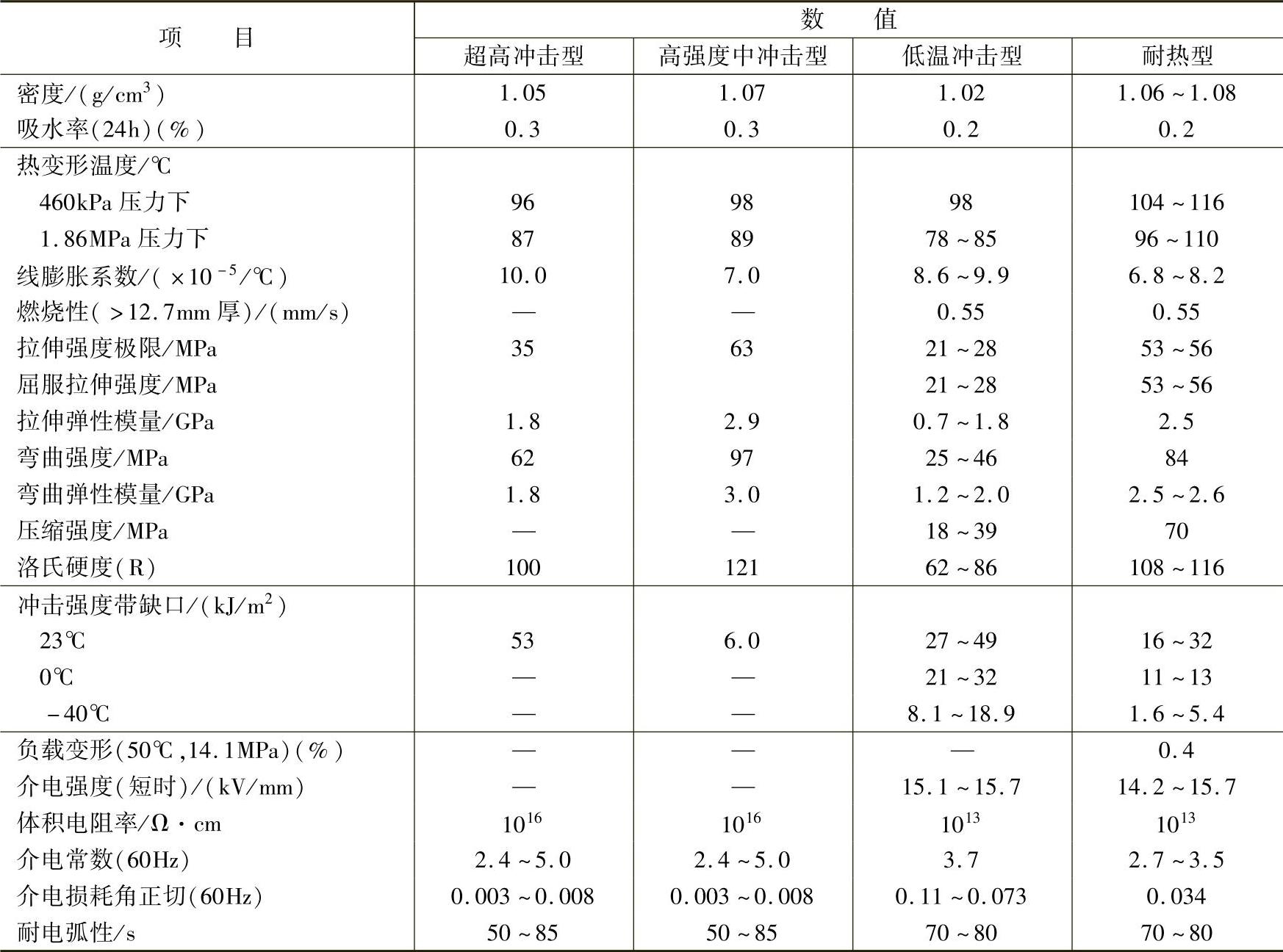
表1-85 注塑级ABS树脂的技术要求(GB/T 12672—2009)
2.成型方法(https://www.xing528.com)
ABS树脂具有较好的成型加工性能,可采用注射、挤塑、压延、吹塑、真空和发泡等多种方法成型加工。由于树脂吸湿性小,一般情况下原料不需进行干燥处理。注射成型时,熔料温度为200~240℃,注射压力50~100MPa,成型模具温度为40~80℃。挤射成型时机筒温度由进料口至模具端分别为170~180℃、180~220℃、180~220℃,口模处为180~210℃;螺杆长径比为20∶1,压缩比为2.5~3。制品可焊接,也可粘接,还可进行切削加工。
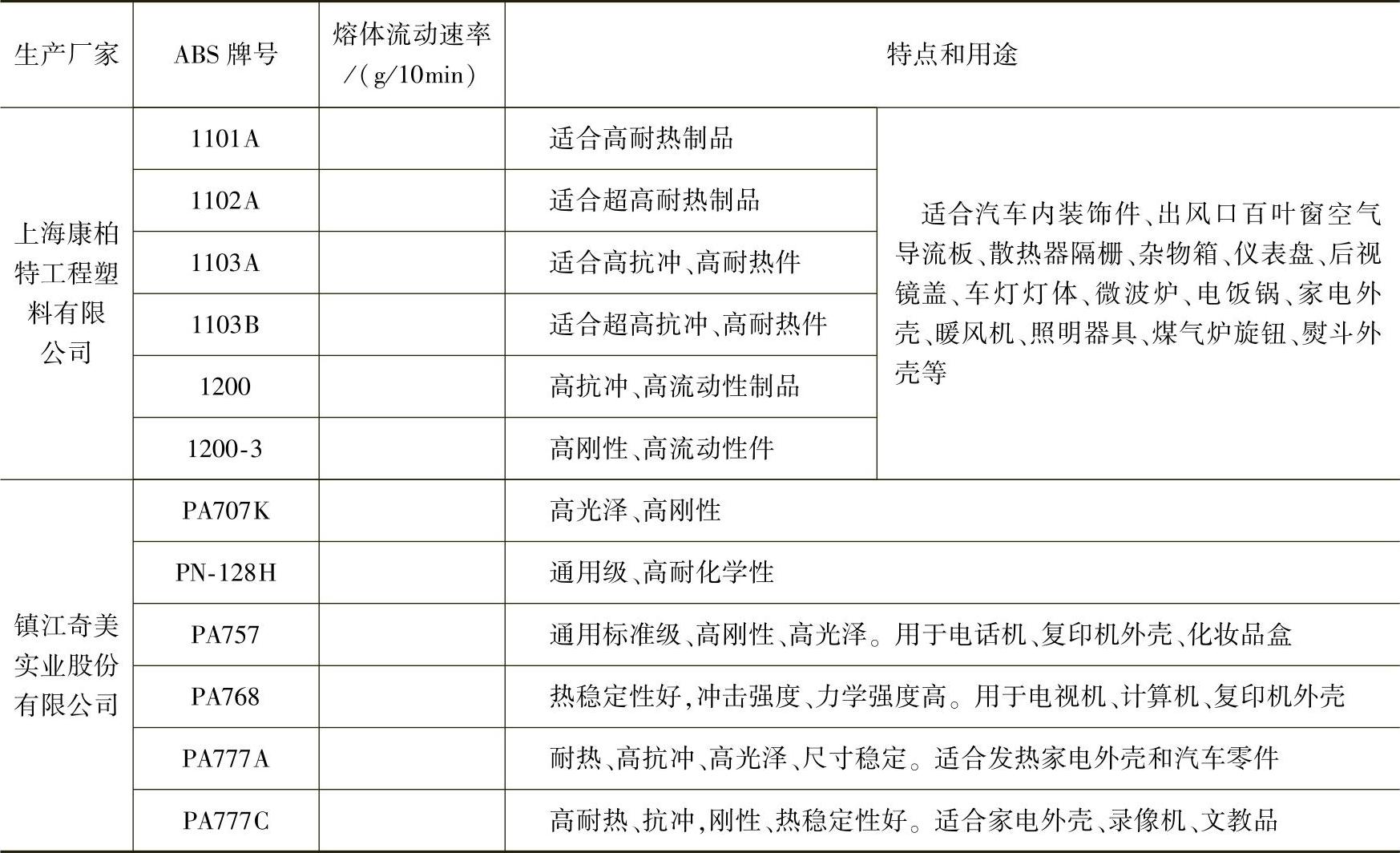
ABS树脂应用最多的是注射成型塑料制品。国内部分ABS树脂生产厂的产品牌号及用途见表1-86。中国石油兰州石油化工公司产的E-3型和镇江奇美实业股份有限公司产的PA747S型ABS树脂,可挤出成型板材、片材和管材,以及挤出真空成型大规格壳体。
表1-86 ABS注塑制品用料生产厂及产品牌号

(续)
3.用途
ABS制品具有综合性能好、价格较低和易成型加工等优点,已成为目前应用量较大的塑料品种。广泛应用在电子电器、家用电器、办公用设备、仪器仪表、机械和汽车等工业设备配件中,如电视机、收录机、洗衣机、电冰箱、电话机、计算机、吸尘器、电风扇和空调器的外壳及一些零部件;在仪器仪表和轻纺工业中,用来制作仪表盘、仪表箱、纱锭、照相机、钟表、乐器等;建筑工业中用于排水、排气管道、管件、门窗框架、百叶窗和安全帽等;汽车工业中用于车内外的一些组合件、散热器格栅、灯罩、仪表面板和控制板等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。