



聚对苯二甲酸乙二醇酯(PET)是聚酯系中应用最多的一种高分子聚合物。由PET生产的薄膜,一般多采用挤出流延成型,然后再经双向拉伸成型PET薄膜,即简称BOPET薄膜。
1.BOPET薄膜的性能与用途
1)BOPET薄膜无异味、无臭和透明度较高,常应用薄膜厚度在0.01~0.10mm范围内。
2)BOPET薄膜的使用温度范围较广,可在150℃温度条件下使用,在120℃以下温度中能长期使用,耐低温至-70℃。
3)有优良的力学性能,拉伸强度能达到200MPa以上。
4)能防潮、防水和有较低的透气性。
5)电绝缘性能优异。
6)除能在强酸、强碱和水蒸气作用下降解外,耐化学性能很好。
7)制品不易燃烧(着火点480℃),420℃以上开始降解。
由于BOPET薄膜具有强度高、耐溶剂和耐弱酸(碱)性能优异和电绝缘性能好等特点,目前在各种电气设备及仪表中广泛应用。如用作高温电容器介质;感光材料中用作电影胶片、X射线软片等;用作录音带、录像带的基材和各种食品及物品的包装薄膜;用作真空镀铝膜,这种膜像金箔、银箔,可作金银线及其他装饰品等。
2.BOPET薄膜挤出拉伸成型工艺
(1)原料选择 挤出拉伸成型BOPET薄膜,应选用特性黏数0.59~0.69dl/g的PET为原料,生产时可参照表1-98~表1-99中的材料牌号选用。投产前,原料应在140~160℃烘箱中干燥处理4h,使原料中的含水量小于0.02%。
(2)设备条件 双向拉伸BOPET薄膜生产设备组成与BOPP薄膜生产设备组成相同。生产工艺流程如下:原料干燥处理→挤塑原料呈熔融态→熔融料过滤后进入成型模具→流延至冷却辊筒上降温定形成膜片→纵向拉伸→横向拉伸→牵引→测厚→切边→收卷。
(3)挤出拉伸工艺温度
1)挤出熔融料温度为260~280℃。
2)流延冷却定形辊筒温度为60~70℃。
3)膜片拉伸温度:纵向拉伸预热90℃左右,拉伸100℃左右;横向拉伸预热95~100℃,拉伸100~105℃。
4)BOPET薄膜热定形温度为220~240℃。
5)拉伸倍数为2.5~4倍,纵向和横向拉伸倍数值接近。
3.挤出双向拉伸BOPET薄膜的注意事项(https://www.xing528.com)
1)原料干燥处理后的含水量不大于0.02%。
2)选用与原料黏度要求相适应的螺杆结构。
3)熔融料挤出应采用计量泵控制,保证成片熔融料的流速、流量均匀,以得到厚度误差较小的膜片。膜片厚度是拉伸薄膜厚度的12~15倍。
4)成型膜片的冷却辊筒温度控制恒定,转速平稳,辊面平整、光洁,表面粗糙度值Ra应不大于0.2μm。
5)成型模具结构应是歧管型或衣架型,温度应中间低、两端略高些。
6)拉伸预热温度稳定,拉伸辊和横拉伸烘箱加热温度的波动应不大于±2℃。
7)BOPET薄膜的牵引和收卷张力要控制均衡。
8)注意各加热工艺温度不能超过304℃,避免原料分解。
4.BOPET薄膜的质量要求
(1)挤出双向拉伸BOPET薄膜的力学性能 挤出双向拉伸BOPET薄膜的力学性能见表7-43。
表7-43 挤出双向拉伸BOPET薄膜的力学性能(GB/T 16958—2008)
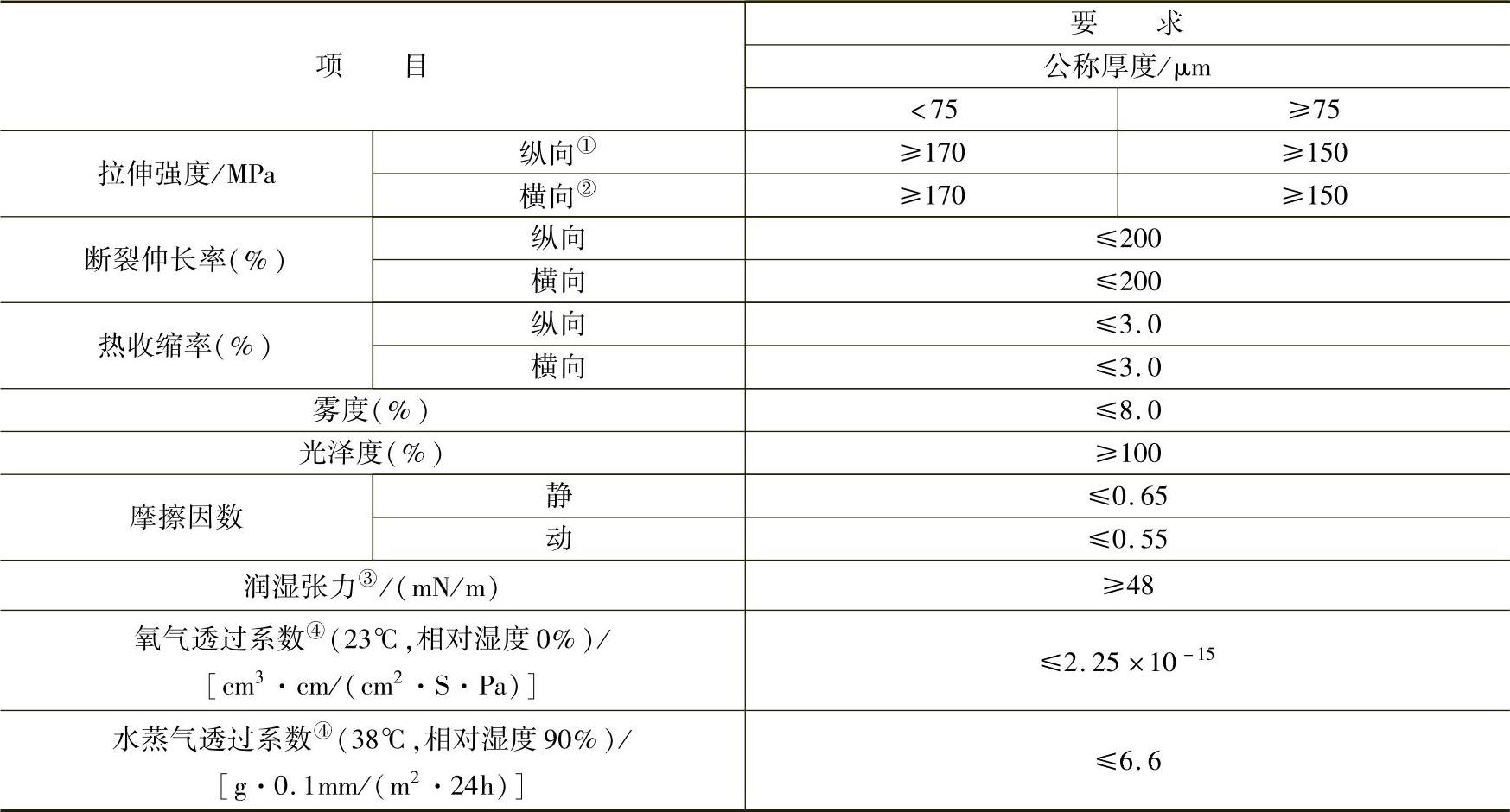
①纵向同挤出方向,即机向。
②横向垂直于挤出方向。
③润湿张力项目仅适用于电晕薄膜。
④氧气透过系数、水蒸气透过系数试验适用有阻隔性聚酯薄膜。
(2)BOPET薄膜的厚度偏差 挤出双向拉伸BOPET薄膜的厚度偏差(GB/T 16958—2008)见表7-44。
表7-44 挤出双向拉伸BOPET薄膜的厚度偏差

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。