



从图11-1板(片)挤出成型生产线中看到,板(片)挤出成型用设备有:挤出机、三辊压光机、冷却输送辊组、切边装置、牵引装置和切断装置等,如果制品是薄片,还需有卷取装置等。
(1)挤出机 塑料板(片)挤出成型可用单螺杆挤出机,也可用双螺杆挤出机。目前,国内生产塑料板(片)多采用单螺杆挤出机生产。不同原料、不同规格的板(片)生产时,可参照表5-36和表5-37中的数值选择挤出机。
(2)成型模具 塑料板(片)挤出成型用模具结构,应用时参照第7章7.2.2节的内容,多采用图7-21、图7-23和图7-24所示的模具结构。
(3)三辊压光机 三辊压光机的主要零件是由三根辊筒组成。三根辊筒的转动工作由直流电动机驱动,经过两级蜗杆传动减速后带动旋转。
三辊压光机在板(片)材成型模具前面,在距模唇口大约50~100mm位置。三辊压光机的作用是把从成型模具中挤出的板(片)坯形经过三辊压光机的牵引,修整压光和降温,把板(片)材冷却定形,然后输送给冷却传导辊,再进一步降温。
三根辊的布置方式如图11-2所示。三辊压光机的技术参数见表7-34。
(4)冷却辊组 辅机中的冷却辊组由几个或十几个直径(约ϕ50mm左右)较小的辊筒排列成一个平面而组成。它安装在三辊压光机后边,在牵引装置的前边。它的作用是把从三辊压光机输送过来的板(片)进一步降温冷却定形,托动板(片)在牵引装置牵引下向前运行。
(5)切边装置 经过冷却降温的板(片)材,其幅宽略有些收缩、板(片)两端的厚度也有些增加,而且,通过三辊压光机后两端面也不整齐。切边机在牵引机前边,它由电动机直接带动圆锯片转动工作。板(片)两端面上的圆锯片距离,调整到板(片)材要求的幅宽距离尺寸,切去板(片)两端面略厚及不整齐部分。
(6)牵引装置 牵引装置使经三辊压光机冷却定形,再经冷却辊组后被切边的板(片)材,在两根辊的压紧牵引下向前移动,输送给切割机。
(7)切割装置 塑料板(片)材生产用切割机的结构形式与塑料硬管生产用切割机结构相同。在板(片)材生产达到要求长度时,用电动机直接驱动的圆锯片切断。如果塑料板为软质或片材,一般多采用剪床式设备,用可上下移动的切刀一次性切断制品。
(8)板(片)挤出成型生产线上的其他装置。
1)把切断后的板材输送到堆放场地时用的输送装置。(https://www.xing528.com)
2)如果生产制品为软质板或片,要有像薄膜卷取一样用的中心轴式收卷装置。
3)塑料板(片)材厚度检测仪。操作工要经常根据检测的制品厚度尺寸、调整成型模具的模唇间隙和三辊压光机上三辊间距离,以保证板(片)制品的厚度尺寸符合质量要求。
4)在板(片)切断前应有能够消除静电的装置,以保证生产工人的安全操作。
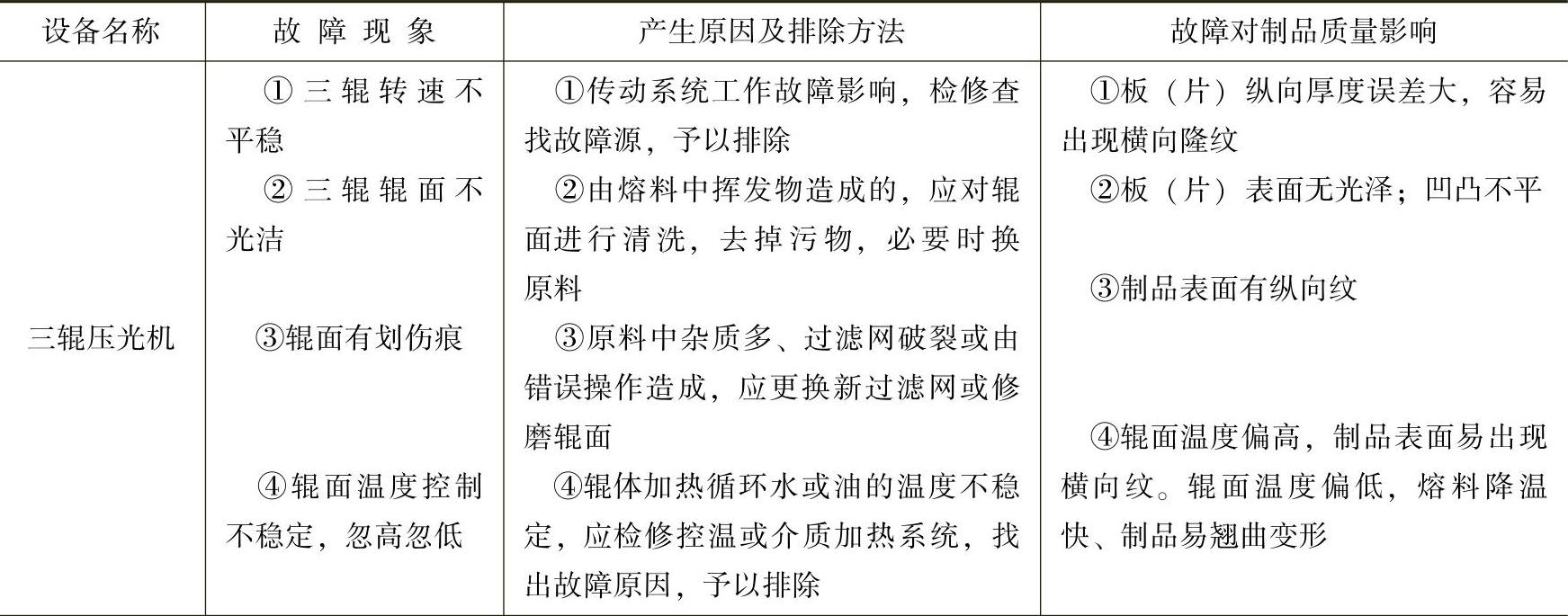
辅机工作故障对制品质量影响及排除方法见表11-1。
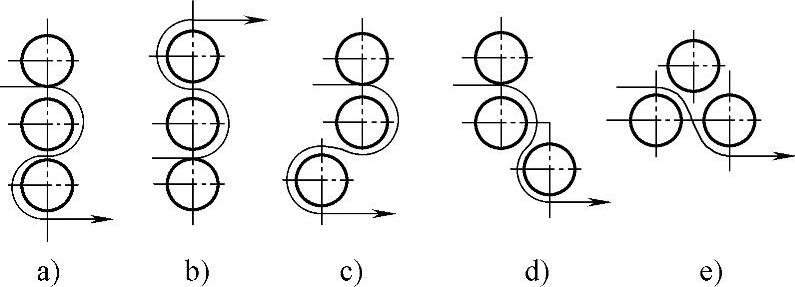
图11-2 三辊压光机辊筒的布置方式
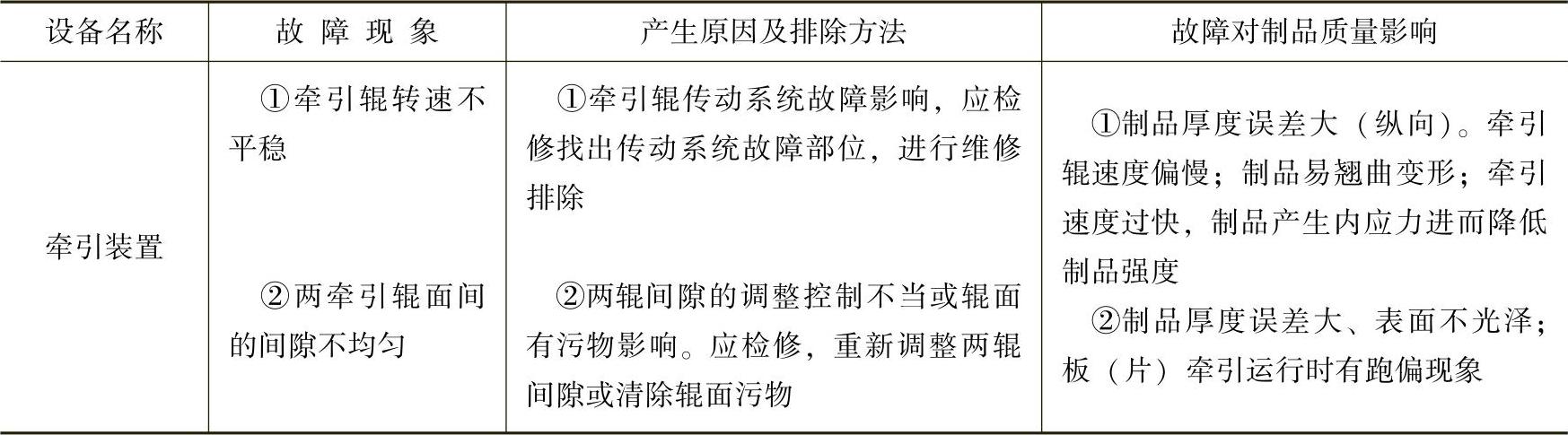
表11-1 辅机工作故障对制品质量影响
(续)
塑料板(片)材挤出成型生产用辅机规格型号及性能参数见表11-2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。