



聚乙烯桶挤出吹塑成型生产工艺比较简单:生产过程(见图13-3)是把PE树脂经挤出机熔融塑化,从模具中挤出成管状型坯,然后将其置于吹塑模具内,用压缩空气将其吹胀,经冷却定形后得到与模具内腔形状完全相同的制品。
(1)原料选择 挤出吹塑聚乙烯桶成型应按制品的规格容积大小来选择原料:一般规律是较小容积的塑料桶选用熔体流动速率(MFR)为0.3~4g/10min的低密度聚乙烯;较大容积(25L以下)塑料桶应选用熔体流动速率(MFR)为0.05~1.2g/10min的高密度聚乙烯;大容积塑料桶(指大于25L中空制品)应选用高分子量高密度聚乙烯(HMWHDPE)。
挤出吹塑中空制品专用PE树脂有:中国石油大庆石化分公司产的DFDA-7143、DNDA-7145、DNDA-7146、DNDC-7148、DNDC-7150和DFDA-7340、DEX-8302等树脂,根据制品使用条件要求,选出一种适合的树脂牌号。
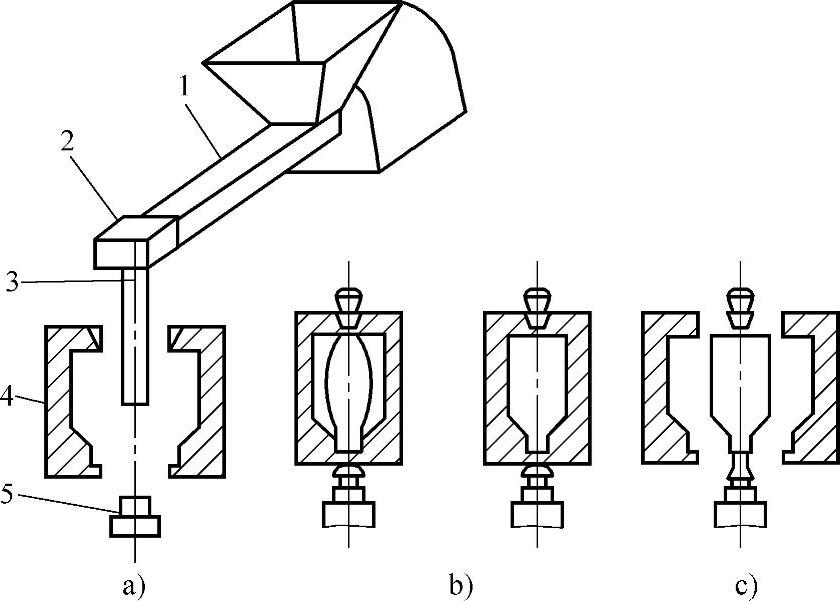
图13-3 挤出吹塑中空制品过程示意
a)合模、切断型坯 b)吹胀 c)脱模
1—挤出机 2—管坯成型模具 3—管状熔粒坯 4—中空制品成型模具 5—吹气嘴
(2)设备条件
1)挤出机。挤出吹塑聚乙烯桶成型用挤出机结构无特殊要求,凡是挤塑PE料通用型单螺杆挤出机即可应用。螺杆的长径比在(20~25)∶1的范围内,压缩比为2~4,螺杆直径应根据挤出吹塑桶一次成型用料量大小来确定。
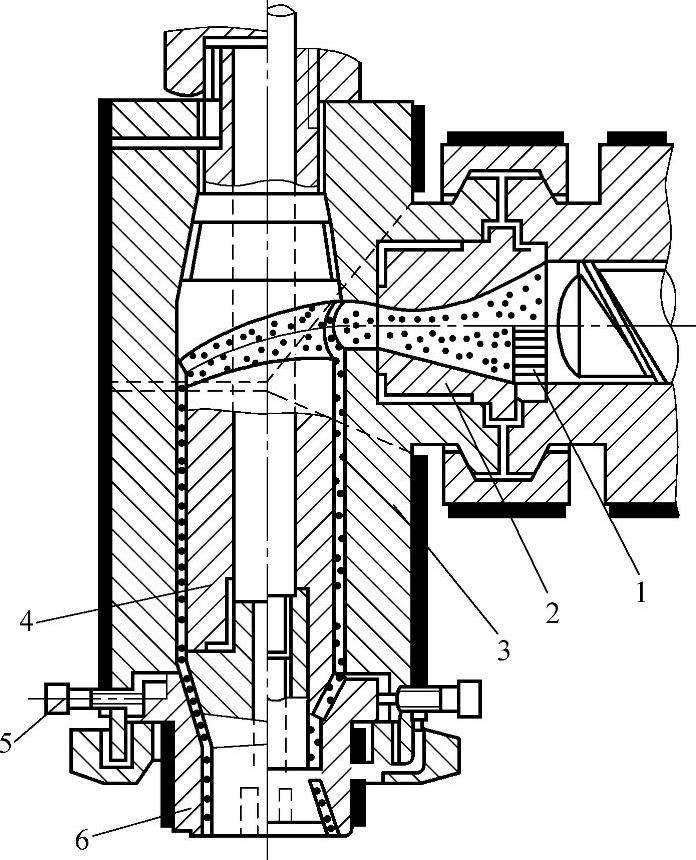
图13-4 芯棒式模具结构
1—多孔板 2—连接颈 3—模具体 4—芯棒 5—调节螺钉 6—口模
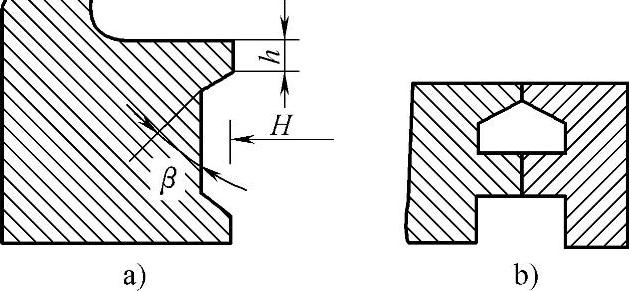
图13-5 模具夹持口形状尺寸
a)单层刀 b)双层刀
h—刀口宽 H—刀口深 β—斜率
2)挤出管状桶坯用模具。挤出管状桶坯成型用模具结构如图13-4和图13-5所示。
从图13-4中可以看到,管状桶坯成型用模具结构与塑料管成型用模具结构相似;这种模具的零件组成、制造用材料及技术条件要求也和管材成型模具要求条件相同。设计时可参照管材成型用模具的技术条件要求。以下提供几个模具设计要求技术数据,供设计时参考选用。
①压缩比为(2.5~4)∶1。
②定径段平直部分长度L=8δ左右(δ为口模间隙,mm)。

3)吹胀中空制品成型模具。吹胀中空制品成型用模具结构,一般是由两个半模片组成,模具的开闭运动有水平式移动或垂直移动;也可以是以铰链轴为支点,两半模以支点为轴沿圆弧线运动开闭。另外,对于制品底部有下凹或在平面间留出空间的中空制品,成型模具要设计成三开或四开结构,以方便制品的顺利脱模。
吹胀成型中空制品模具结构及应用还需注意下列几点。
①模具型腔面交接处应是圆弧过渡,不应有直角过渡线。
②在成型模具端部要设有夹持坯管口,由此处切除制品多余料和夹持吹胀前的坯管。这个夹持口的形状尺寸如图13-5所示。几个尺寸的确定要考虑到它对制品成型和强度的影响。经验数据一般取h=1~2.5mm,H=3~5mm,β=15°~45°。
③为使吹胀后的型坯贴紧模具内腔壁,得到较好的制品表面,应在型坯和模具间留出排气孔,在适当位置钻0.2~0.5mm的排气孔或在型腔结合面留出0.1~0.2mm的排气沟槽。
④模具要用导热性能好、能够承受合模强度和吹胀压力的材料制造。常用材料有铝、铝合金、钢和不锈钢等。
⑤为了加快吹胀后制品的降温,必要时制品成型模具要采用循环冷却水降温,聚乙烯吹胀制品用模具温度,工作时应不大于40℃。
⑥模具内腔表面粗糙度要求不高,必要时内表面还需要喷砂(40目)处理,以方便吹胀制品时空气从模具与制品表面间逸出。
(3)成型工艺 挤出机塑化原料时机筒温度:LDPE料为140~180℃、HDPE料为150~210℃(从机筒加料段至均化段逐渐提高温度)。
吹胀成型中空制品模具温度为20~40℃。
吹胀空气压力为0.3~0.5MPa。
吹胀比为1.5~3。吹胀比是指吹胀后制品横向最大直径与桶坯管直径之比(一般小型中空制品取大些吹胀比,而大型中空制品取较小吹胀比)。(https://www.xing528.com)
(4)质量要求 聚乙烯吹塑容器质量要求应符合标准GB/T 13508—2011的规定,主要内容摘录如下:
1)本标准适用于以聚乙烯为主要原料,用吹塑成型容积为250L以下(含250L)的塑料瓶、罐、桶(以下简称容器)。250L以上的吹塑容器可参照本标准。容器使用温度50℃以下,贮存温度40℃以下。
2)本标准不适用于危险品、食品包装容器。
3)产品结构。
①口径。分为开口式和闭口式两种,口径大于70mm为开口式,口径小于70mm为闭口式。装液体的容器应为闭口式。
②提手。分整体式,安装式和端手式。整体式一次性吹塑成型;安装式是吹塑成型后在固定部位装配;端手式是吹塑成型用于搬动的凹凸部位。
③口、盖。可采用螺纹或其他结构。
④液位线。可供、需双方协商是否有液位线及位置。
⑤透气性容器。口、盖结构具有液体密封性能、且具有透气性能的容器。
4)规格。5L以下不予规定,5、10、15、20、25、30、40、50、60、100、120、125、150、160、180、200、220、230、250L为优先采用规格。
5)要求。
①满口容量应不小于公称容量1.05倍。
②质量偏差。容器体(不含盖)实际质量与核定质量的允许偏差应符合表13-3的要求。
表13-3 质量偏差

③尺寸偏差。容器实际尺寸与设计尺寸的允许偏差应符合表13-4的规定;方型和偏方型容器的外径以对角线长度计算。
表13-4 尺寸偏差

④外观。外观应符合表13-5的要求。
表13-5 外观要求

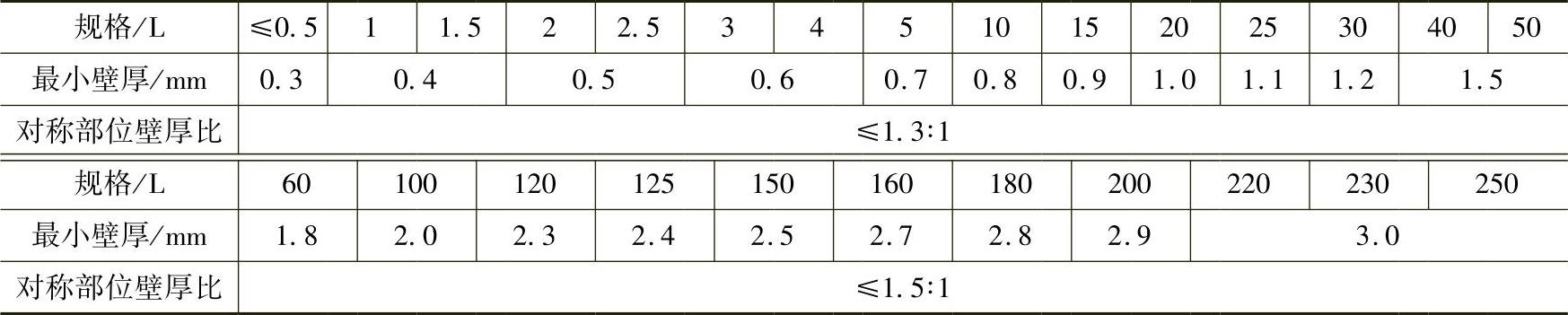
⑤壁厚。容器对称部位壁厚比及最小壁厚应符合表13-6的要求。
表13-6 对称部位壁厚比及最小壁厚
6)聚乙烯吹型容器的物理力学性能见表13-7。
表13-7 聚乙烯吹塑容器物理力学性能
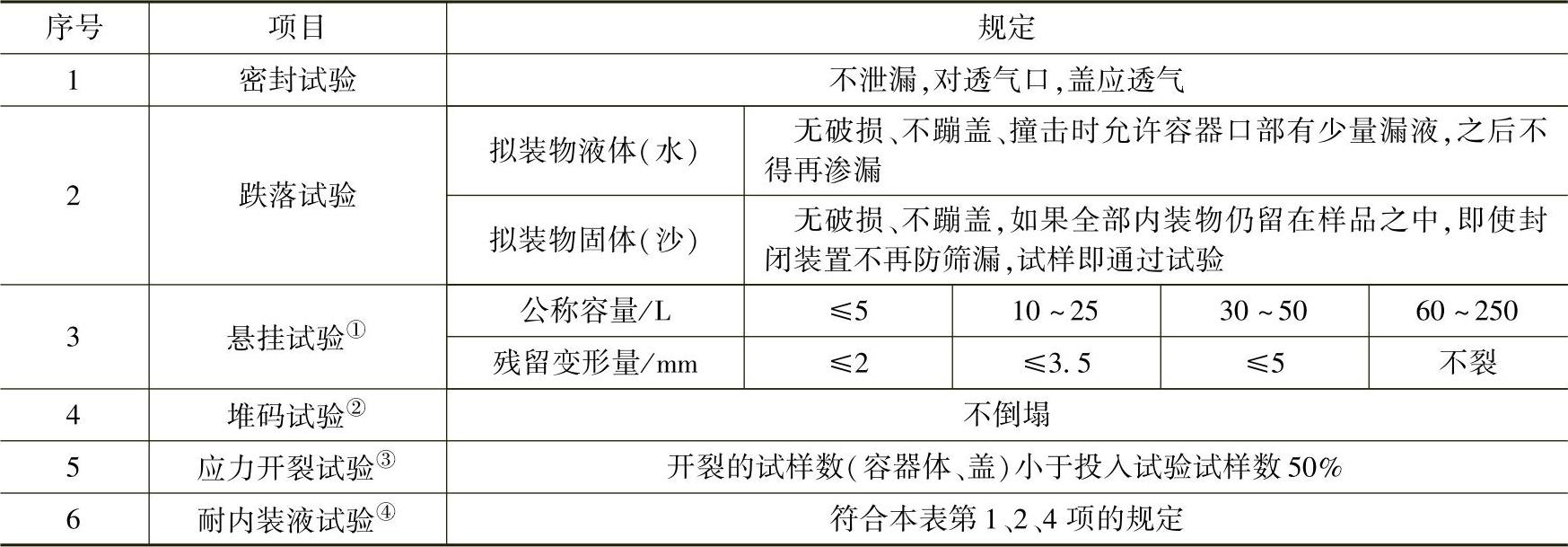
①仅有端手结构的容器不进行本试验。
②造型结构不能堆高的容器,由供需双方协商是否进行该项试验。
③通过耐内装液试验的容器可不进行本试验。
④耐内装液试验若供需双方认为不影响使用,可不进行本试验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。