



闸压床上用的模具可分为通用模具和专用模具两类。图4-92所示为通用闸压模的截面形状。
上模一般是V形的,有直臂式和曲臂式两种,如图4-92b、c所示,下端的圆角半径是作成几种固定尺寸组成一套,圆角较小的上模夹角制成15°。
下模一般是在四个面上分别加工出适应机床闸制零件的几种固定槽口,如图4-92a所示;槽口的形状一般是V形,也有U形,都能闸制钝角和锐角零件。下模的长度一般与工作台面相等或稍长一些,也有较短的。闸压模上下模的高度根据机床闭合高度确定,在使用闸压模时其弯曲角度大于18°。
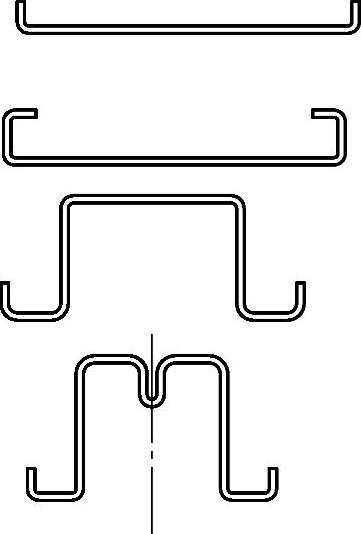
图4-91 成对闸压成形零件截面
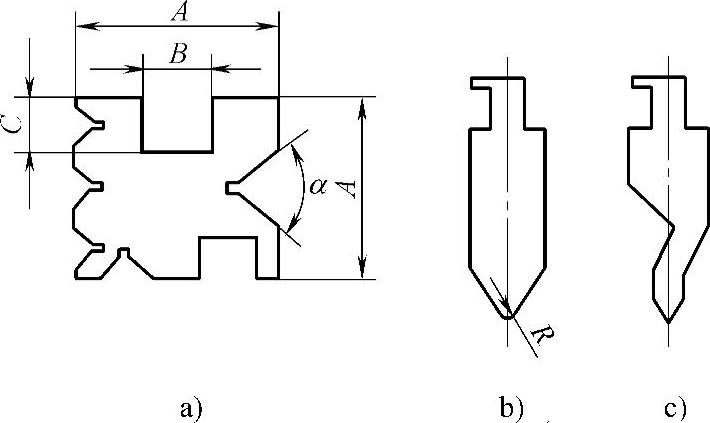
图4-92 通用闸压模
a)通用凹模 b)直臂式凸模 c)曲臂式凸模
在闸压床上选用通用闸压模弯制零件时,下模槽口的宽度不应小于零件的弯曲半径与材料厚度之和的2倍,再加上2mm的间隙,即
B>2(t+R)+2 (4-13)
式中 B——下模槽口宽度,单位为mm;
t——零件的材料厚度,单位为mm;
R——零件的弯曲半径,单位为mm。
这样,在闸压时坯料不会因受阻产生压痕或刮伤现象,同时为减少弯曲力,对硬的材料应选用较宽的槽口;而软的材料,大的槽口会使直边弯成弧形,应选用较小的槽口。在闸压已具有弯边的坯料时,下模槽口中心至其边缘的距离不应大于所弯部分的直边长,如图4-93a中的尺寸d必须小于尺寸c,否则无法放置坯料。已弯成矩形的坯料再弯曲时,应采用带躲避槽的下模(见图4-93b)。
对于上模的选择也须根据零件的形状和尺寸的要求。上模工作端的圆角半径应略小于零件的弯曲半径;一般采用直臂式上模,而当直臂式上模挡碍时应换成曲臂式上模。(https://www.xing528.com)
1.通用闸压模闸压
采用通用闸压模弯制多角的复杂零件时,根据弯角的数目、弯曲半径和零件的形状,须经多次调整挡板和更换上模及下模。
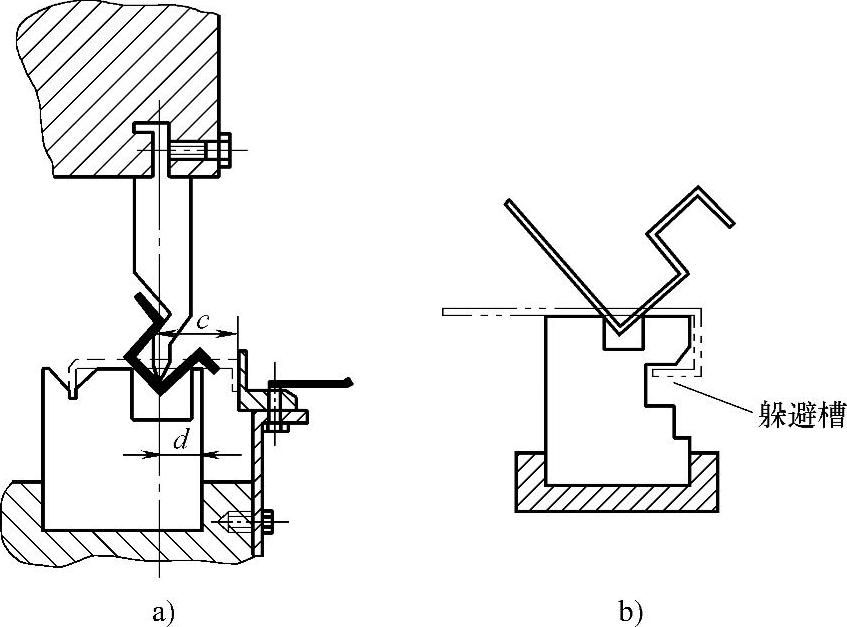
图4-93 带弯边件的闸压
图4-94a所示的零件,由于弯曲半径相同而各部分尺寸不相等,所以闸压时须多次调整挡板位置,下模可用同一槽口,在前三次弯曲时,可采用直臂式上模(见图4-94b),最后一次采用曲臂式上模(见图4-94c)。
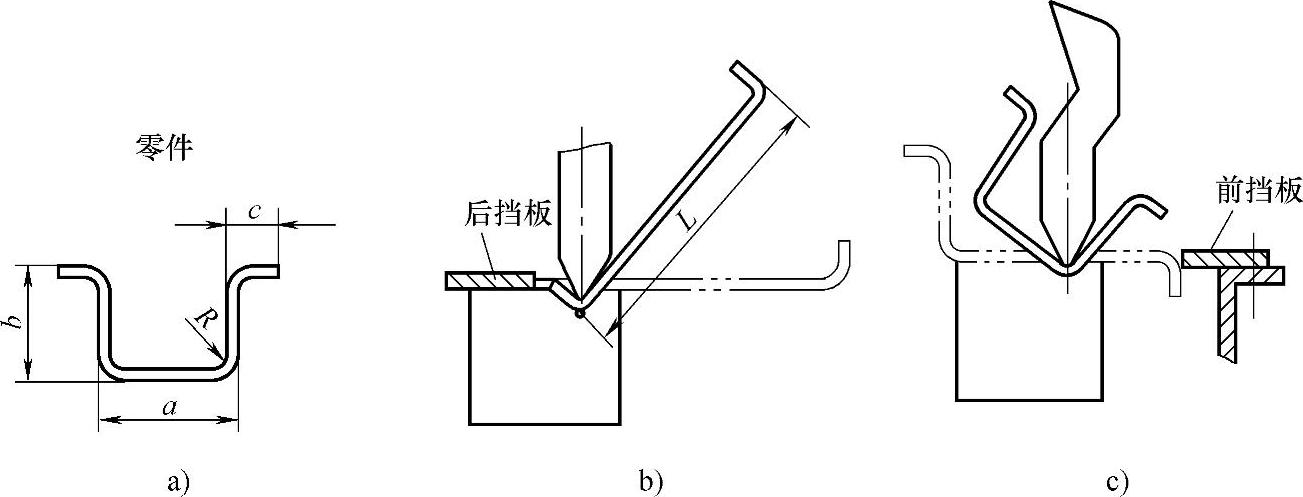
图4-94 通用模具闸压成形举例
a)零件 b)第一、二道工序 c)最后一道工序
2.专用闸压模闸压
在闸压床上除了用通用闸压模进行上述工作外,有时由于产量较大或零件形状特殊,必须使用专用闸压模。专用闸压模可与通用闸压模配合使用,也可以单独弯制零件。常用专用闸压模如图4-95所示。
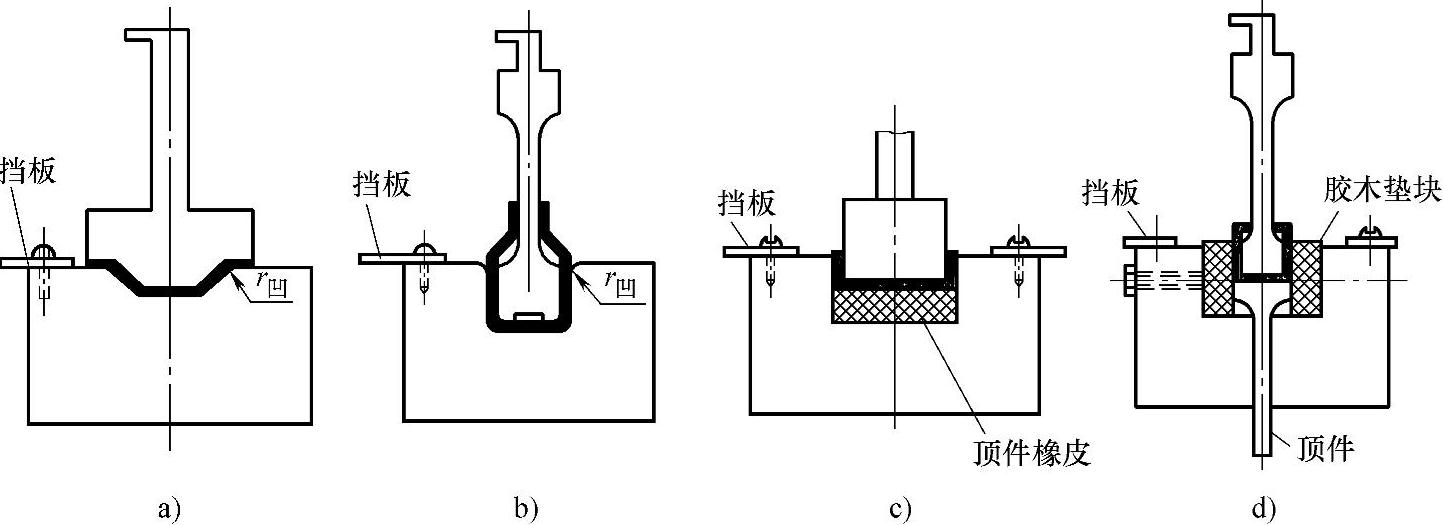
图4-95 专用模具闸压成形举例
图4-95a、c所示为一次闸压成形,生产率很高,图4-95b、d所示为最后一道工序用的专用闸压模成形。因为零件的开口很小,通用闸压模只能作前几道工序的弯曲。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。