



【摘要】:金属管材弯曲试验原理是绕带槽的弯心将试样弯曲至规定程度,检验金属管承受弯曲塑性变形的能力并显示其缺陷,如图9-9所示。图9-9 金属管材弯曲试验示意图1.试样试样可以从外观检查合格的金属管任意部位切取,试样长度应能保证在规定的弯曲角度和半径下进行弯曲。3)在进行焊接管的弯曲试验时,焊缝相对于弯曲平面的位置应符合相关产品标准规定的要求。
金属管材弯曲试验原理是绕带槽的弯心将试样弯曲至规定程度,检验金属管承受弯曲塑性变形的能力并显示其缺陷,如图9-9所示。我国试验方法标准为GB/T 244—2008《金属管 弯曲试验方法》,适用于外径不超过65mm的金属管。下面以GB/T 244—2008中的试验方法要求介绍金属管弯曲试验。
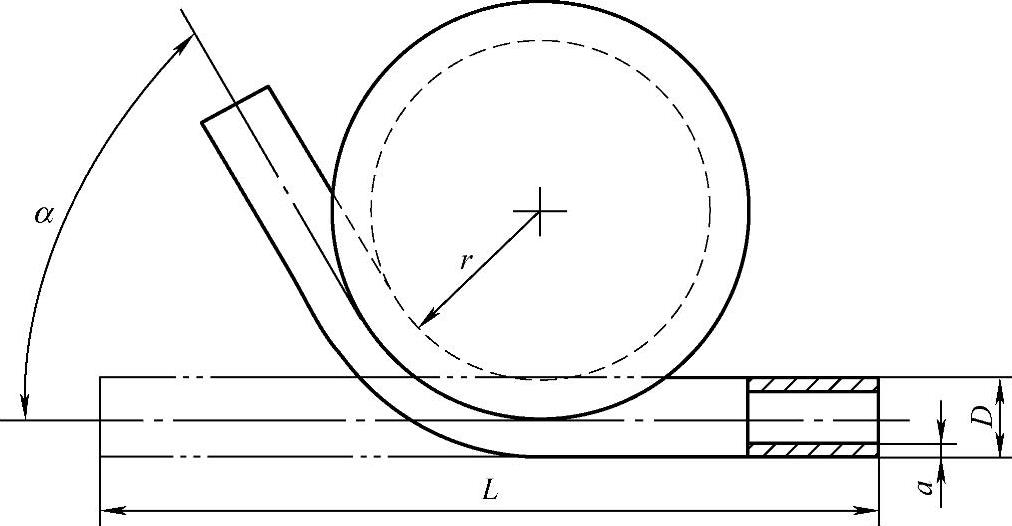
图9-9 金属管材弯曲试验示意图
1.试样
试样可以从外观检查合格的金属管任意部位切取,试样长度应能保证在规定的弯曲角度和半径下进行弯曲。
2.试验设备
弯管试验应在弯管试验机上进行,试验时试验机应能防止管的横截面产生显著的椭圆变形。弯管试验机的弯心应具有与管外径轮廓相适应的沟槽。弯心半径的偏差、沟槽的深度和椭圆度均对试验结果有影响。
3.试验程序(https://www.xing528.com)
1)试验一般应在10~35℃的室温范围内进行。对于温度要求严格的试验,试验温度应为23℃±5℃。
2)通过弯管试验机将不带填充物的管试样弯曲,试验时应确保试样弯曲变形段与金属管弯心紧密接触,直至达到规定的弯曲角度。
3)在进行焊接管的弯曲试验时,焊缝相对于弯曲平面的位置应符合相关产品标准规定的要求。如未规定具体要求,焊缝应置于与弯曲平面呈90°(即弯曲中性线)的位置。
4)试验后检查试样弯曲处,当产品标准中未做规定时,在不使用放大镜的情况下,如果无裂纹、裂口、起层或焊接接头开裂,即认为试样合格。
4.试验报告
应根据相关产品标准的要求提供试验报告。试验报告至少应包括产品标准及试验标准编号、试样信息(如材质、镀层类别等)、试样尺寸、弯曲角度和弯心半径,如为焊接管,焊缝相对于弯曲平面的位置,以及试验结果等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。