



客车行业普遍地将车身骨架分为六片:前围骨架、后围骨架、顶盖骨架、左侧围骨架、右侧围骨架、地板骨架,因此这六片焊合在一起的骨架总成被俗称为“六面体”,图3-1所示是一款全承载式车身骨架六面体。
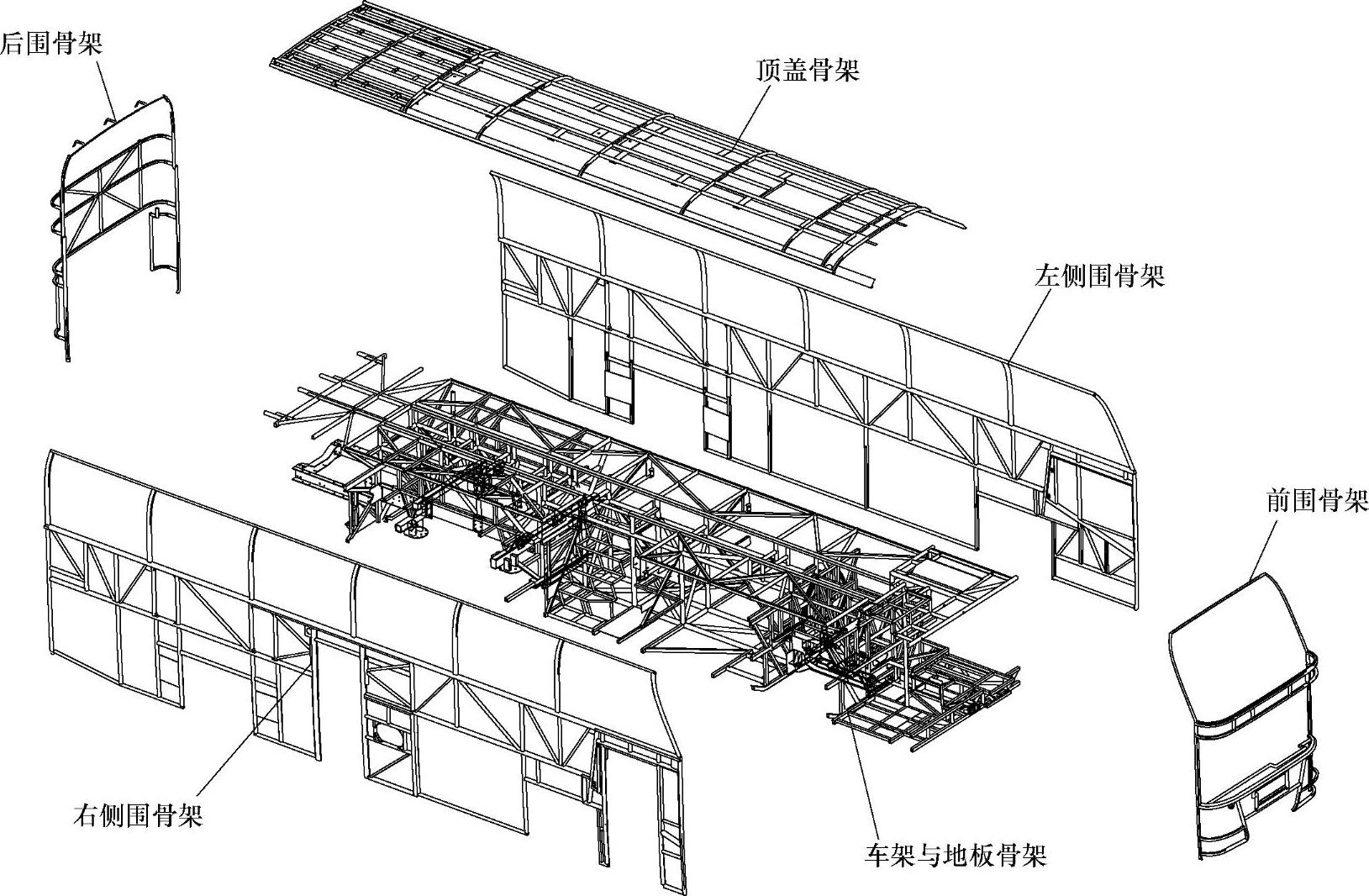
图3-1 承载式客车的车身骨架六面体
当然,全承载结构中地板骨架和底盘车架是融为一体的。我们在这里为何首先单独来讲述骨架总成?这是因为普遍认为骨架总成是整个车身的刚性基础,首先是白车身的装配基础,其次是内外饰的装配基础。顶蒙皮、侧蒙皮、侧舱门都可看做是软性物料,都要装配在骨架这个刚性体上。内外饰更是软性物料,其甚至要靠骨架这个刚性体在装配时成型,这是骨架式客车车身的一大结构特点。那么骨架总成的设计内容和注意事项是什么呢?这有以下两点:
1)明确六大片的边界及片与片之间在边界处的工作状态。这一点其实在车身总布置图中就应该明确下来,只是在正式的工程图中要以机械制图的方式来表达出来。由于车身骨架绝大多数采用的是矩形方管钢材结构,所以片与片之间的工作状态实际上是方管与方管之间的装配面差。这个面差是由蒙皮、舱门、玻璃与骨架的装配关系决定的,是在车身总布置时就必须给出的,这不能交给分组的设计工程师来相互协调决定这个面差!因此可以说车身总布置也是结构总布置。
骨架的装配面差细说起来不外乎这样几种:前围与侧围、前围与顶盖、后围与侧围、后围与顶盖、顶盖与侧围。这几种面差与蒙皮的安装结构、玻璃的安装结构以及上部结构强度有关,在以后适当的位置我们会详细论述,这里只是强调在骨架总成这张图里面这几个面差必须表达出来。
2)车身骨架与底盘车架的连接方式。这是整车结构强度的基础,因为即使车身骨架这个笼子做得结构很好、很强,但其与车架的连接处理不好,整车强度也会下降。因为我们知道,车架不论是直大梁结构、三段式结构还是全承载式,都是承受整车载荷的基础件,悬架系统所受的作用与反作用力都要通过车架扩散到整车骨架,使车身骨架参与承载。
车身骨架与底盘车架的连接方式主要是由车架的结构型式决定的,目前我们常见到的有三种车架结构:直大梁车架、三段式车架、承载式车架。
直大梁车架如图3-2所示,其结构是整个车架由大断面的槽型梁构成,目前主要用于二级踏步的公交车和前置发动机的客运车型,图3-2就是一款二级踏步公交的直大梁车架。
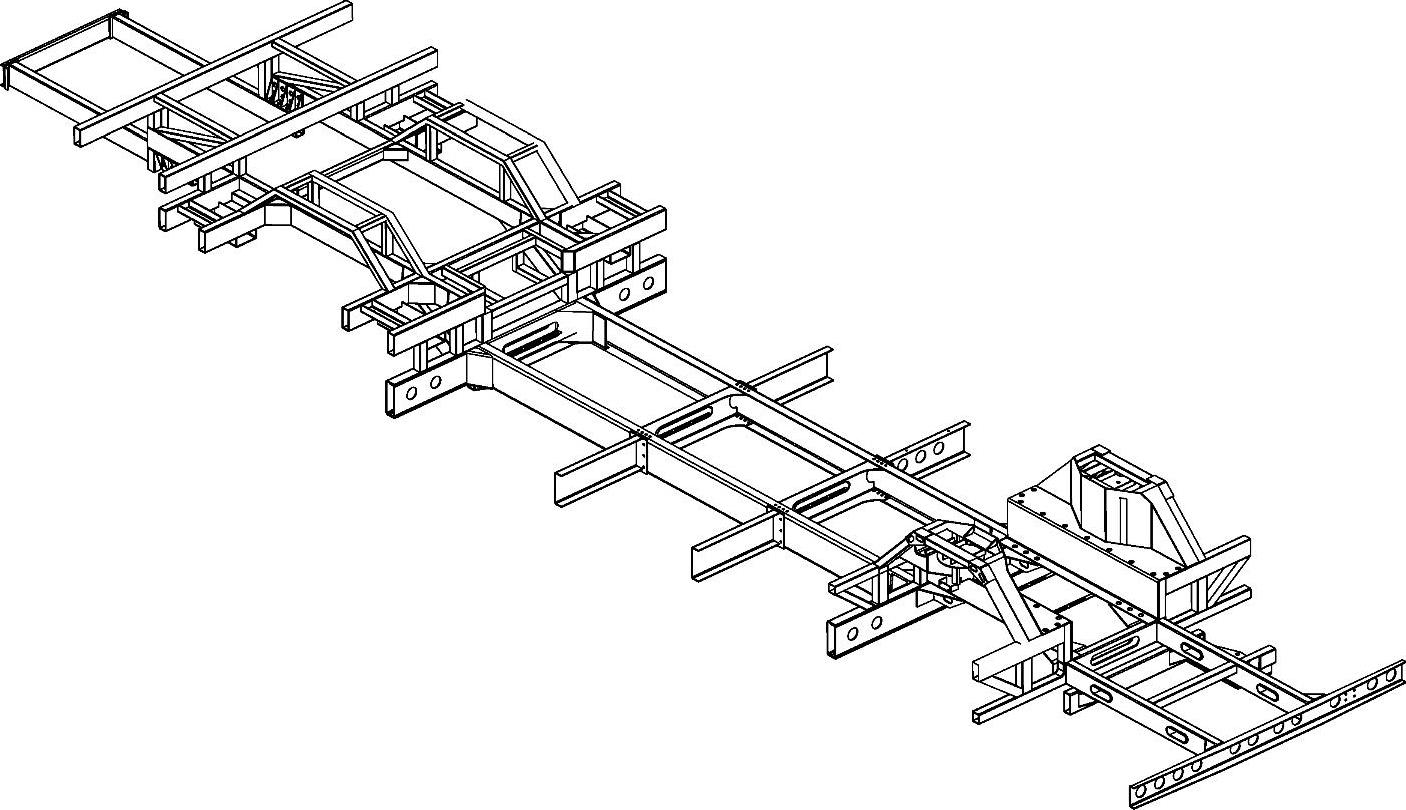
图3-2 直大梁车架结构
三段式车架如图3-3所示,其结构特点是中间行李舱段由矩形方钢构成,其余部分仍由大断面的槽型梁构成。三段式车架是目前客运客车的主流型式。
承载式车架如图3-4所示,其结构特点是整个车架都是由小断面的矩形方钢构成,它是目前高等级客运客车的主流型式。另一种型式的承载式车架是低地板公交客车的车架。(https://www.xing528.com)
不同的车架结构具有不同的车身与车架连接方式,我们接下来要详细讲解这些结构的区别。
同时,由于涂装工艺的不同也导致了车身骨架与车架的连接方式不同。抛开其他因素,单纯地就车身结构来讲,关系到涂装问题的一个要点是底盘是否进涂装。因此,客车的涂装也可以分为两种方式:底盘进涂装和底盘不进涂装。
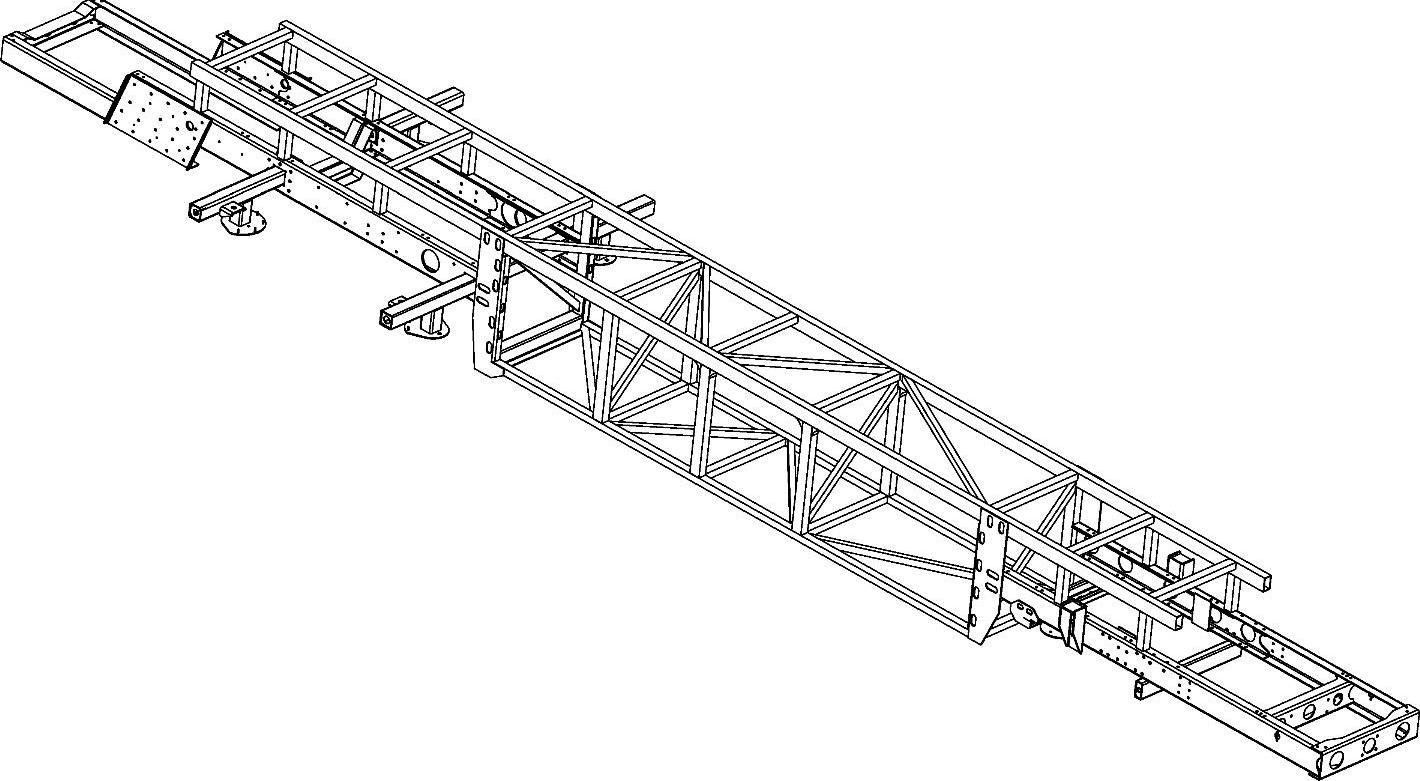
图3-3 三段式车架结构
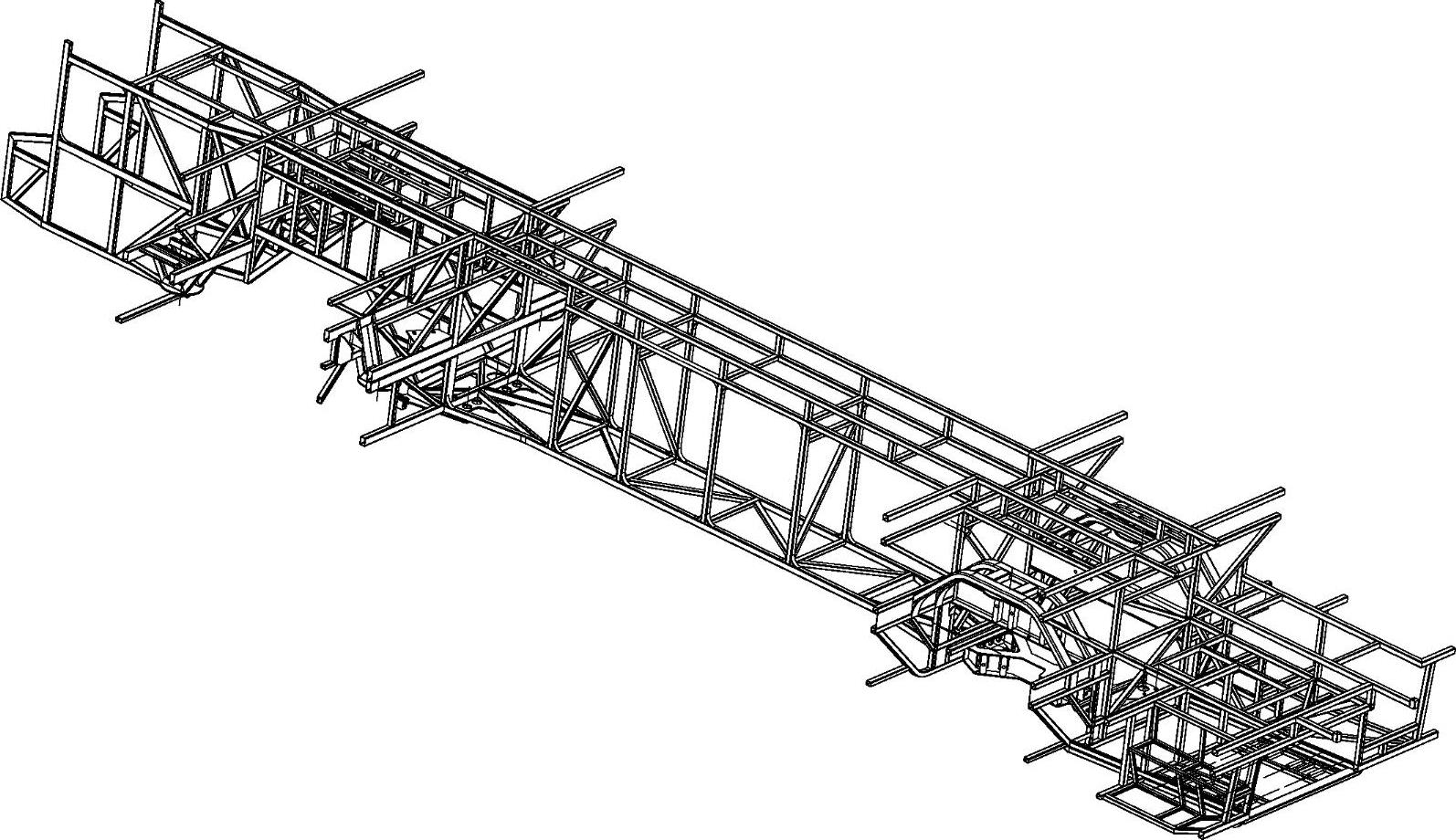
图3-4 承载式车架结构
1)底盘进涂装即底盘与车身一起进入涂装车间进行烤漆作业,其缺点是如果要达到一个较好的面漆效果,则必须进行适当的高温烘烤作业,这样就会对底盘的润滑油、橡胶件、塑料件等非金属件造成使用寿命上的影响。而如果顾及这些底盘的非金属件的使用寿命,则必须适当地降低烘烤温度,就达不到理想的涂装面漆效果。这类涂装方式在早期的改装客车阶段是普遍采用的,现阶段已用得很少,只是采用某些进口三类底盘做承载式结构时才不得以而使用。又由于生产排产时间受制于底盘的到厂时间,使该方式不易于大批量生产。更重要的是,这种底盘与车身一起进入涂装的结构方式,也不可能做到车身和车架的彻底防腐。
2)底盘不进涂装即车身与底盘分离,白车身自成六面体结构独自进涂装,从涂装出来后再与底盘进行装配。这种方法完全克服了第一种方法烘烤底盘的缺点,也使底盘的排产周期与车身的排产周期分离,适合于大批量的生产作业,是目前客车行业应用最多方法。
此法又可分为两种方式:分体式和整体式。
①分体式是车身与车架分离,车身由顶盖、地板、左侧、右侧、前围、后围这六片骨架形成白车身独自进入涂装,而底盘则由已独自完成涂装作业的车架与其各大总成装配成完整的底盘总成,再在总装的第一工位进行车身与底盘的总装配,俗称“扣合”。其最大特点是有独立的底盘,此时的车架既可以是直大梁结构也可以是三段式结构,人们也称这种方式为六面体工艺,其缺点是在“扣合”过程中仍需采用焊接作业,这使得防腐问题仍得不到彻底解决。
②整体式是车身与车架焊合为一体进涂装,其最大特点是无独立的底盘,底盘各大总成件变成散件从总装的第一工位开始装配,此时都是冷作装配,如螺栓连接,这就避免了焊接点的防腐问题。采用这种方法的原因有两点:一是为解决整车防腐蚀问题而采取此方法,如现今行业内普遍采用的整车电泳防腐工艺,就必须采用此种生产方式;二是低地板公交车型的出现也促使了此法的采用,因为低地板公交车的车架与地板骨架已无法分离了,即使不电泳也得采用这种工艺。有人喜欢称之为“全承载”方式,但这与是否是承载式车架无关,三段式车架也可用此方式,至于“全承载”的概念,后面要详细讨论。由于此法很好地解决了整车防腐问题,目前正在成为中国客车的主流生产方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。