



等离子弧切割(图1-9)是一种热切割,是以高温、高速等离子弧焰流(图1-10)为热源,以压缩空气或其他切割气体为工作气体,将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走(图1-11、图1-12)形成狭窄切缝。
图1-9 等离子弧切割原理图
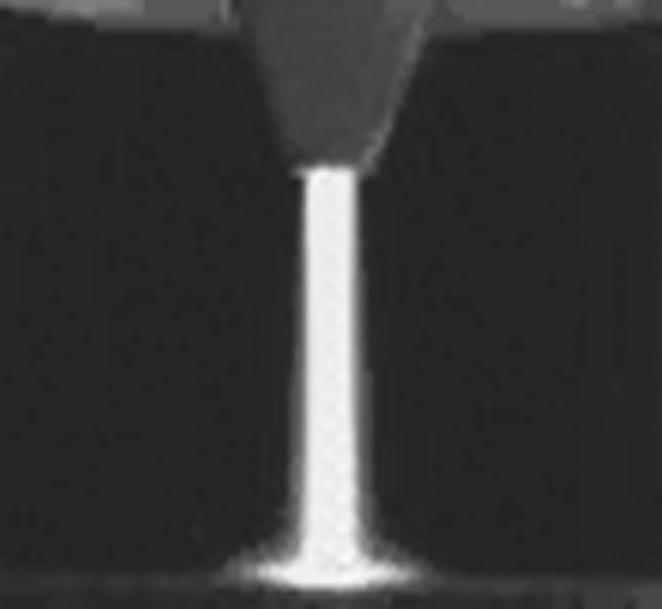
图1-10 等离子弧焰流
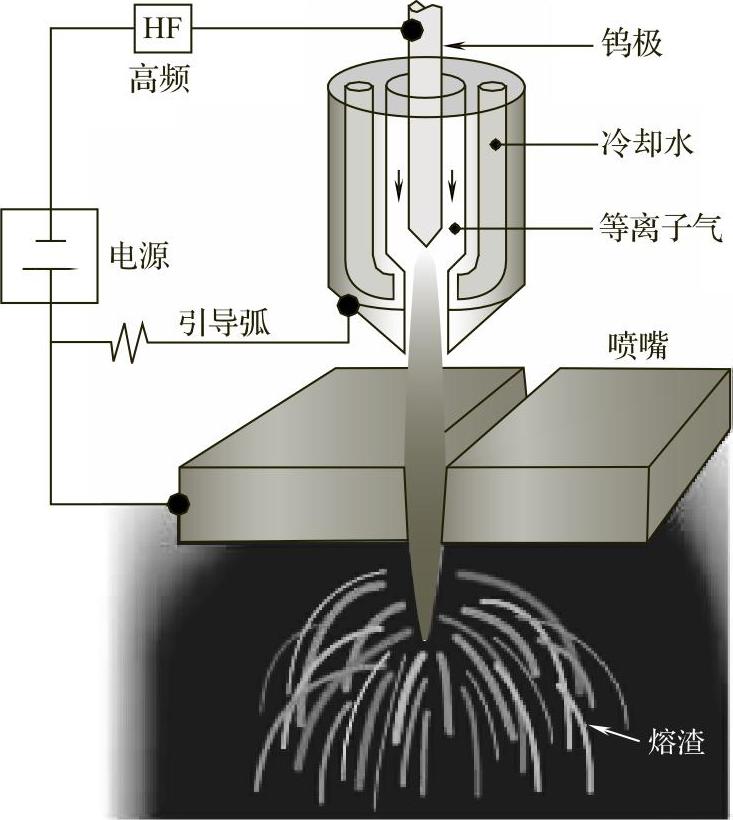
图1-11 等离子弧的产生
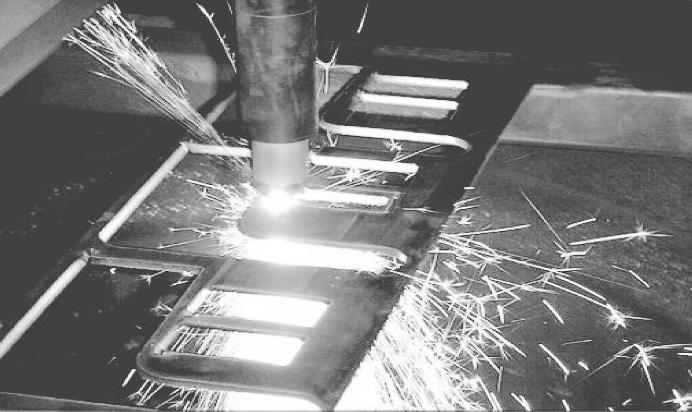
图1-12 等离子弧切割实况
等离子弧柱的温度极高,可达10000~30000℃,远远超过了所有金属或非金属材料的熔点,因此等离子弧的切割过程不是依靠氧化反应,而是靠熔化来切割材料的;因而其切割的适用范围比气体火焰切割大得多,几乎能切割所有的金属。
由于等离子弧柱的挺度(图1-13)是所有类型电弧中最好的,加之弧柱高温和等离子弧焰流高速的特点,使其切口窄(中薄板材)、切割面的质量好、切割速度快、热影响区小、工件变形小。因此在切割不锈钢、钛合金及有色金属材料时,选用等离子弧切割不但能达到满意的切割质量,还能获得比气体火焰切割增加数倍的经济效益,因此等离子弧切割广泛应用于造船业的中厚板不锈钢材料切割(图1-14)。
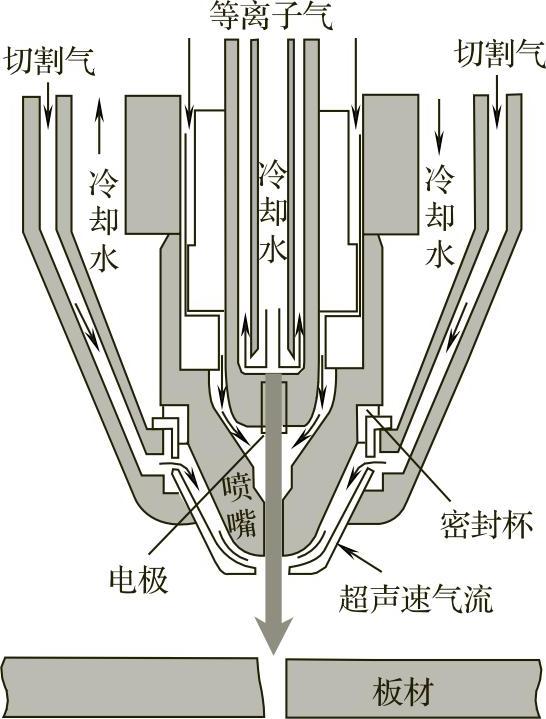
图1-13 等离子弧柱的挺度
 (https://www.xing528.com)
(https://www.xing528.com)
图1-14 等离子弧切割不锈钢
在军用船舶建造中(战舰、航空母舰、潜艇),由于大量中厚板高质量的备料要求,等离子弧切割几乎成为板材切割的首选方法。例如,图1-15中,一艘美国航空母舰(CVN21)的甲板材料厚度为70mm,就选择了伊萨公司的数控等离子弧切割。图1-16为等离子枪斜切坡口。

图1-15 美航母CVN21甲板料(厚度为70mm)的数控等离子弧切割(伊萨)

图1-16 等离子枪斜切坡口
现代的数控等离子弧切割机,也多采用图1-7、图17所示的龙门架式x-y坐标驱动机构。等离子弧切割枪还可安装于工业机器人的手臂上,构成等离子弧切割机器人(图1-18),成为一种更为灵活机动的自动化等离子弧切割设备。用等离子弧切割枪还可构成管孔或管接头切割设备。
等离子弧切割的一个主要缺点是切割时产生的粉尘大,对操作者的身体健康有一定影响,为此,对于大量应用等离子弧切割场合,宜采用水下等离子弧切割工艺(图1-17)。

图1-17 水下等离子弧切割(ALENGER公司)

图1-18 等离子弧切割机器人
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。