



1.从避免产生所谓“双弧”现象出发,应选用抗“双弧”性能的设备
正常的转移型等离子弧(图2-129)应该稳定“燃烧”在钨极和工件之间,当另有电弧“燃烧”于钨极—喷嘴—工件之间时,即形成双弧(图2-130)。此时主弧电流将降低,正常的焊接或切割过程被破坏,严重时将导致喷嘴烧毁或离子弧过程中断。
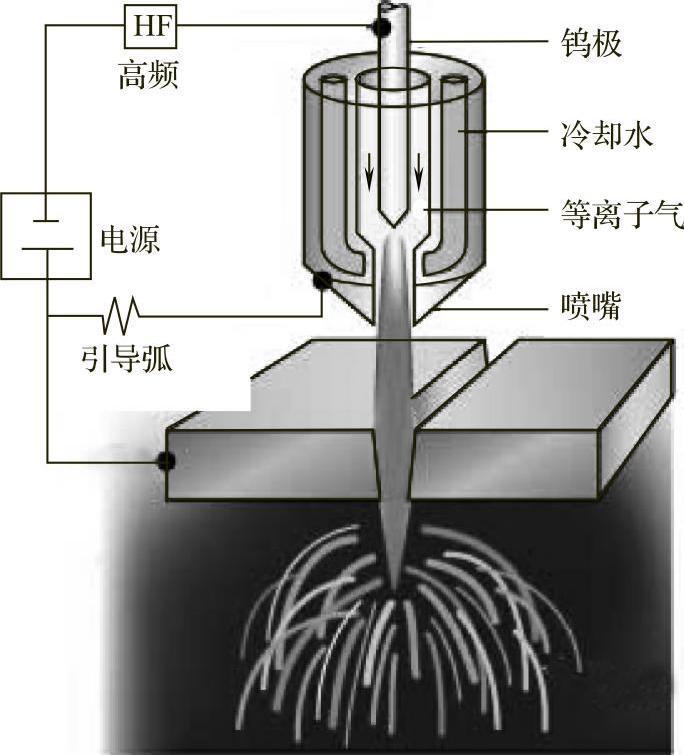
图2-129 转移型等离子弧
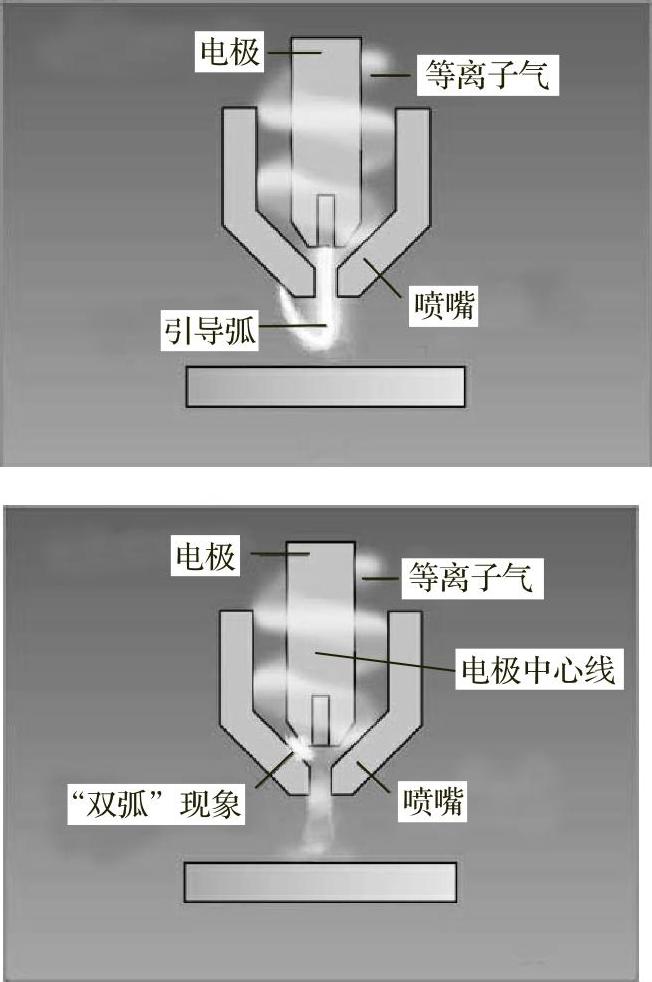
图2-130 等离子弧“引导弧”与“双弧”
产生“双弧”现象的主要原因是等离子弧焊嘴(图2-131)或割嘴各组成零件加工精度不高造成的(电极与喷嘴的同心度偏差)。
电极与喷嘴的同心度可根据电极和喷嘴之间的高频火花在电极四周的分布情况来检查。一般焊接时要求高频火花布满圆周75%~80%以上。小于这个比例,将会导致产生双弧并影响焊缝成形和质量。为此,要注意选用有知名度的厂商产品。

图2-131 等离子弧焊嘴
2.注意等离子弧焊接和切割电源不能通用的特点
虽然等离子弧焊接和切割电源一般都采用陡降外特性直流电源,但等离子弧焊接电源输出的空载电压一般在80V左右;切割用电源输出的空载电压一般大于150V,而压缩空气等离子弧切割电源空载电压可高达600V;所以两者电源不能通用。(https://www.xing528.com)
3.注意大功率等离子弧焊接(或切割)对喷嘴类型的选用
大功率等离子弧工作时,主要的技术问题是喷嘴容易损坏和电极易烧损。为了提高喷嘴和电极的使用寿命,可用钨、钽等高熔点材料做喷嘴内壁镶套;直径大于5mm的电极则多采用镶嵌式直接水冷结构(图2-132、图2-133)。
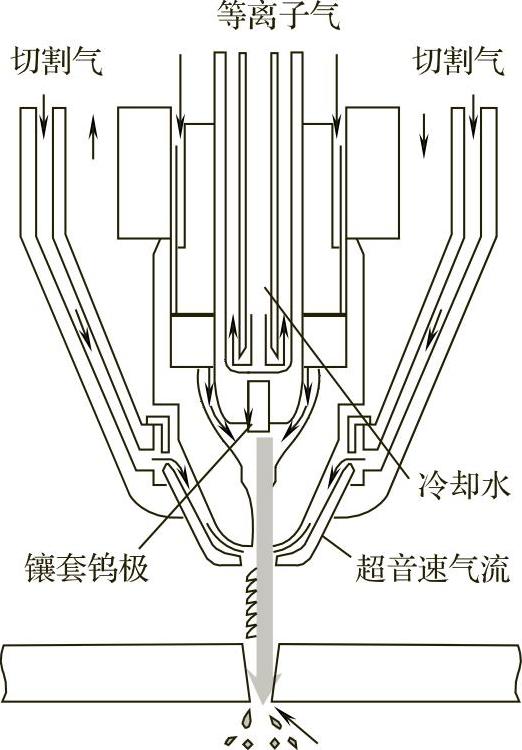
图2-132 等离子弧切割枪的结构
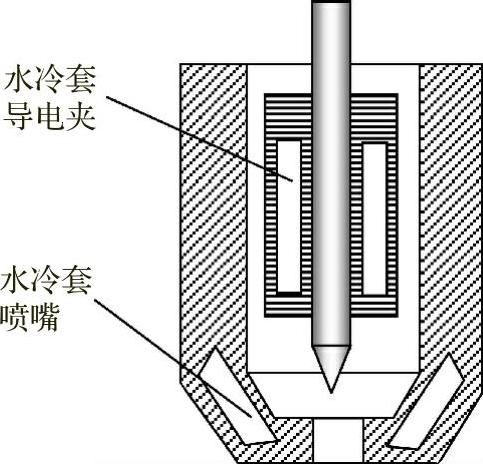
图2-133 大功率等离子弧焊用喷嘴结构示意
此外,还应根据实际等离子弧焊工艺,注意对多孔型和收敛扩散型喷嘴(图2-134)的选用。例如,收敛扩散型喷嘴适用于大电流、厚板焊接;三孔型喷嘴可以提高焊接速度和减少焊缝热影响区宽度;多孔型喷嘴可使等离子流在喷嘴外再次压缩,提高等离子弧的挺度并提高切割质量。
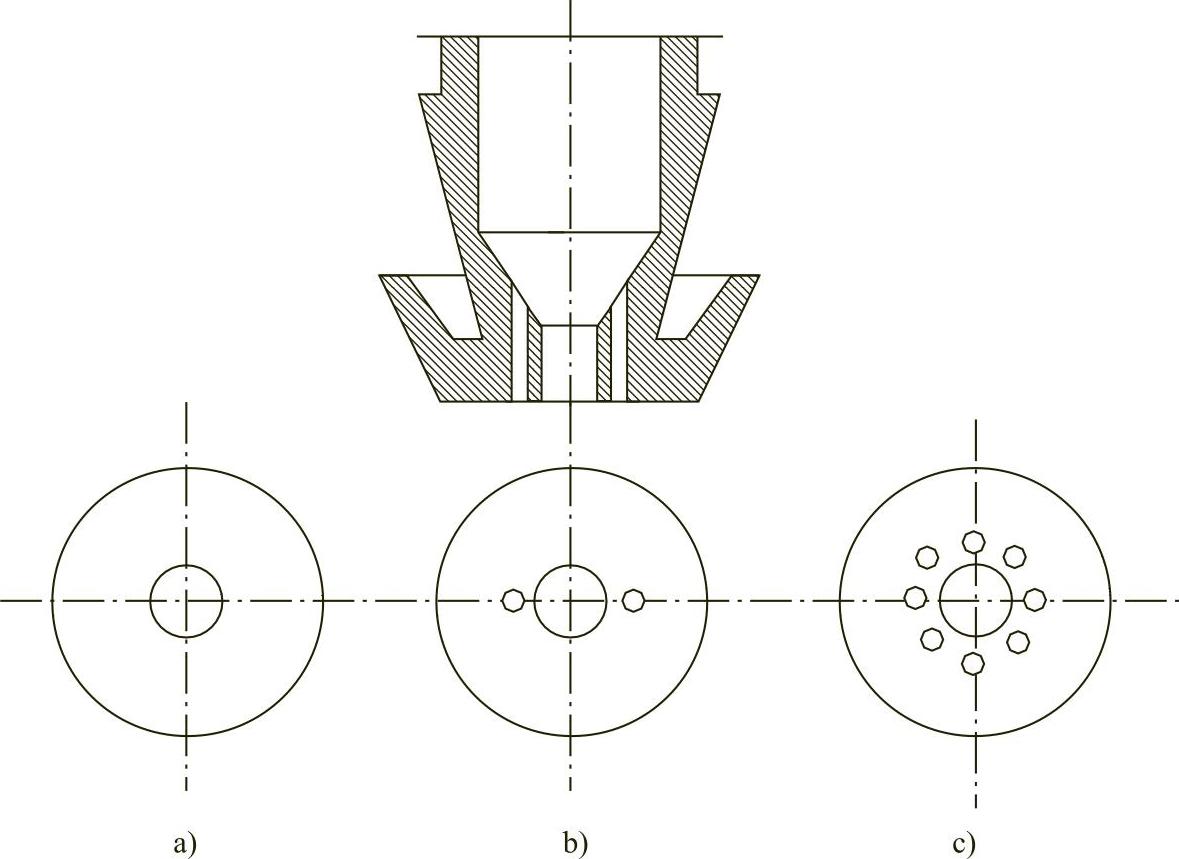
图2-134 三种喷嘴的结构
a)圆柱单孔型 b)圆柱双孔型 c)圆柱多孔型
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。