



核电站建设过程中,存在大量的管道焊接安装工程。其中,以核岛一次水管路管道焊接安装最为重要、对其焊接质量的要求极其严格。
核岛管道(一回路)焊接安装都是现场安装,如图5-103所示,压水堆、蒸汽发生器、稳压器和主泵都事先安装到位,然后现场焊接连接管道。
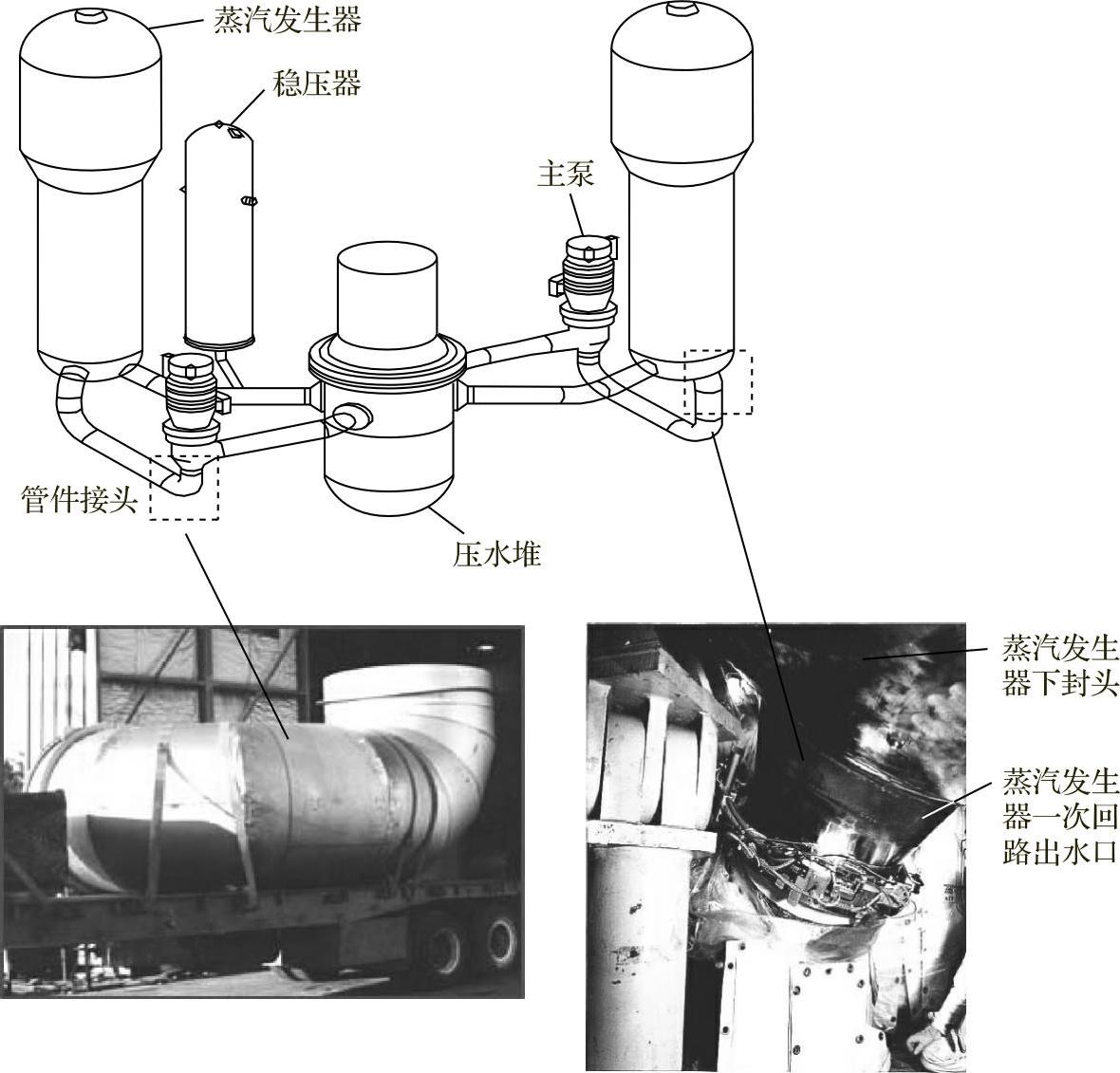
图5-103 核电一回路中的焊管
现场焊接连接管道与车间焊接的不同点是现场管道焊缝全都是固定位置焊缝,也就是说,核电管道焊接多属全位置焊接(图5-104、图5-105)。现代国外核电管道焊接中,以大量采用型号不同,但适用于各种核电特殊场合的全位置自动焊管机为特征,同时,尽量减少现场焊接管道的工作量,增加车间焊接工作量。例如:图5-106是蒸汽发生器底部接管的全位置电弧焊管,方法为TIG填丝焊。
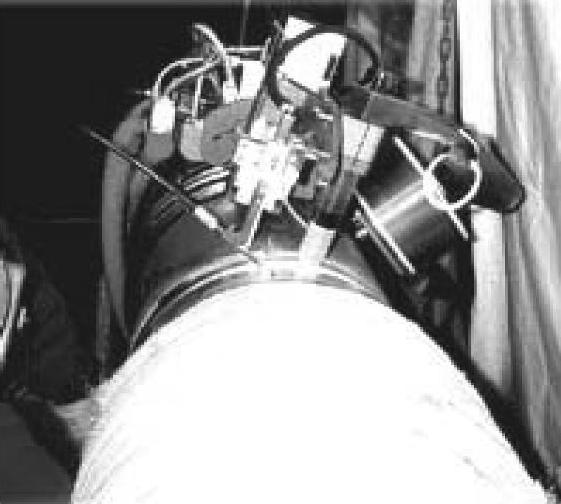
图5-104 全位置电弧焊管机在核电管系中的应用

图5-105 压水堆外接管的全位置电弧焊管机
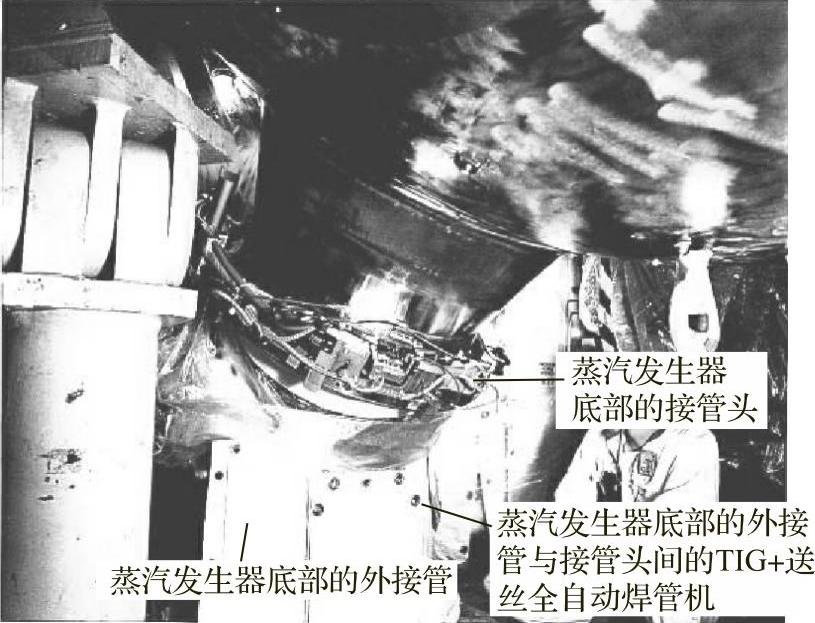
图5-106 蒸汽发生器底部接管的全位置电弧焊管
图5-107是用爬行小车式全位置数字焊管机,对核岛的一次管路(不锈钢材料)的焊接,使用的焊接工艺方法仍是TIG填丝焊。
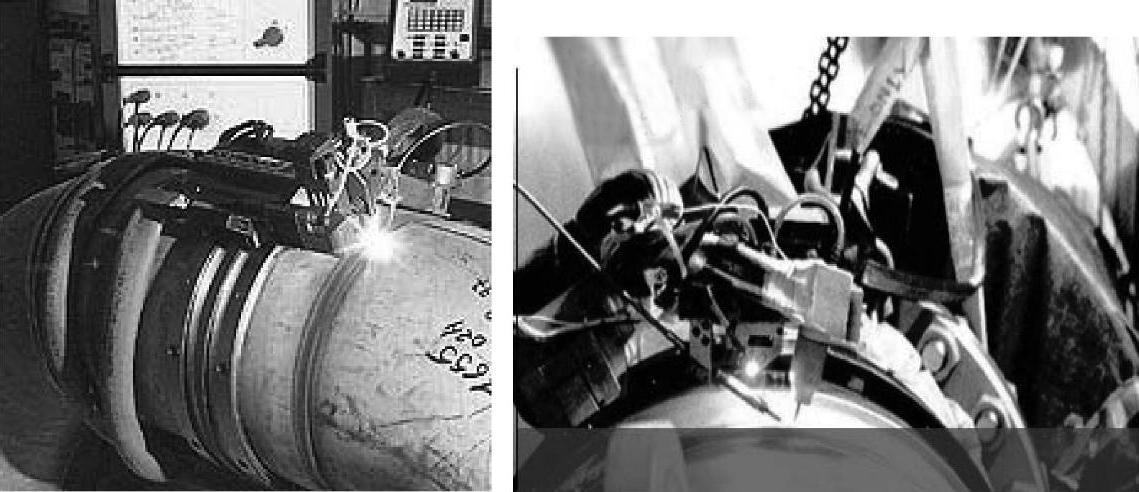
图5-107 用全位置数字焊管机对一次管路(不锈钢)焊接
图5-108是用TIG填丝焊进行管—管对接内缝的自动焊;图5-109~图5-111是用TIG填丝焊进行几种位置的管—管横接的自动焊;图5-112、图5-113是专为核电压力容器修复用的TIG填丝自动焊。
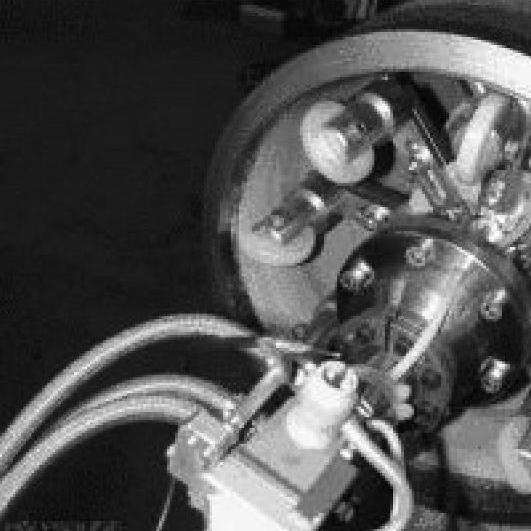
图5-108 管—管对接内缝的自动焊(https://www.xing528.com)
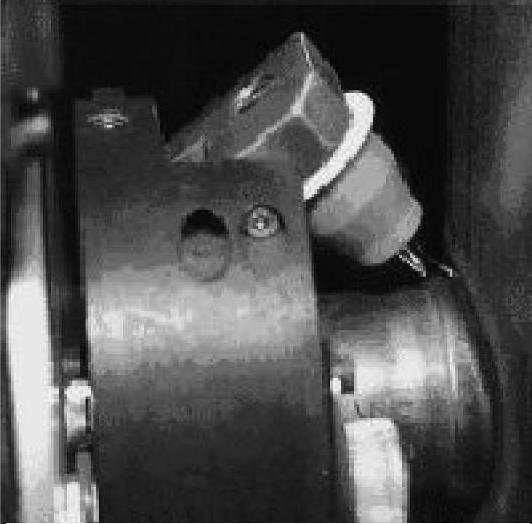
图5-109 横位管—管对接自动焊
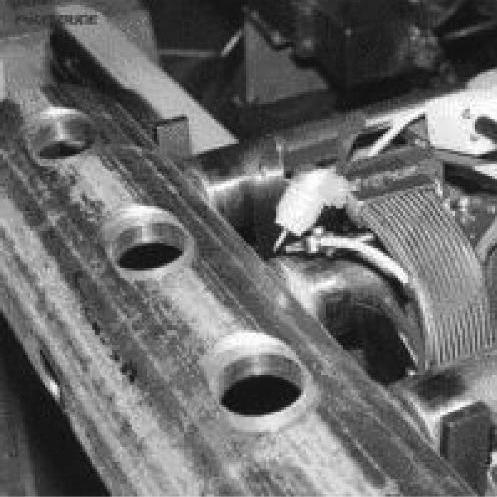
图5-110 窄空间的横位管—管对接自动焊
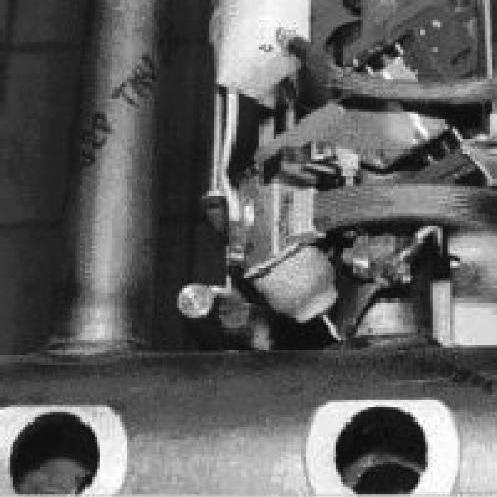
图5-111 窄空间的竖位管—管对接自动焊
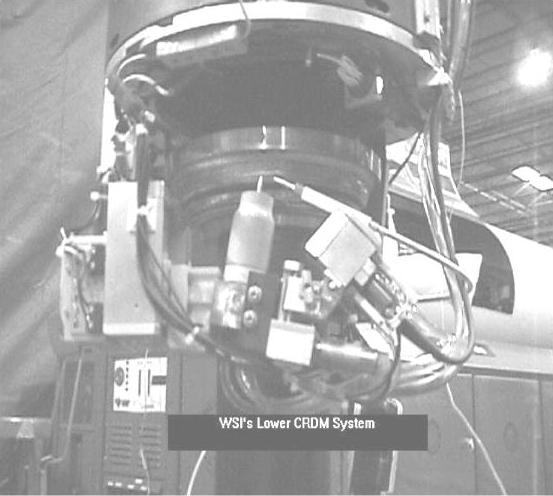
图5-112 大直径管横位TIG填丝自动焊
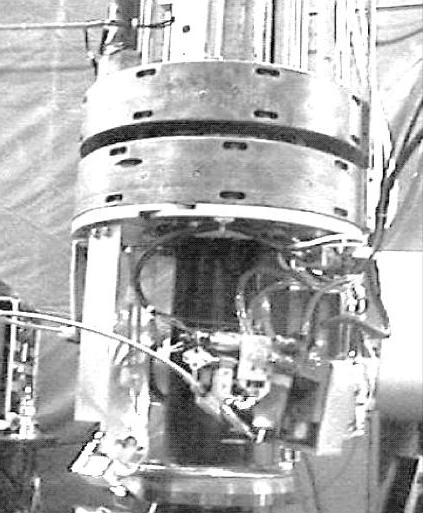
图5-113 大直径管内横位TIG填丝自动焊
图5-114是专为承装核燃料各种容器而采用的高精度TIG填丝自动焊机。
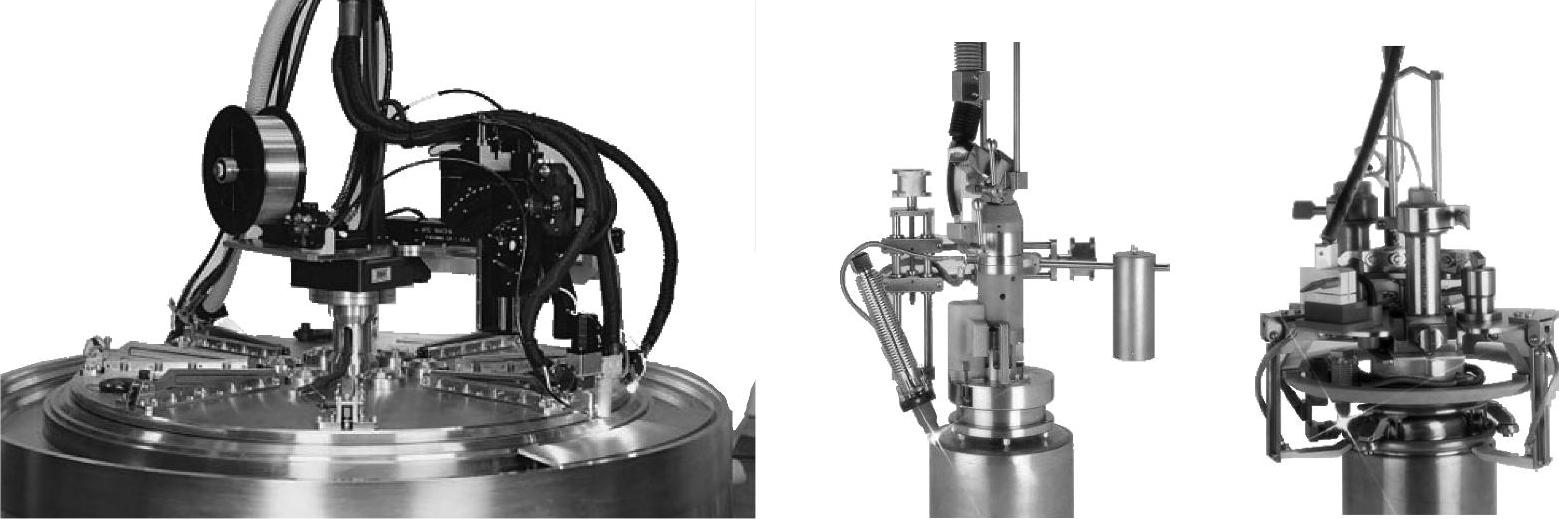
图5-114 核燃料筒的TIG填丝自动焊机
总之,凡涉及核电(包括船舶核动力)用途的焊接工艺、焊接材料、焊接装备,在研制开发和生产阶段都应把优异的焊接性能和质量放在首位。
不言而喻,如果在核结构系统中存在焊接质量隐患,那就极有可能造成核事故,带来的损失和危害是巨大的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。