



钢筋机械连接是指通过钢筋与连接件的机械咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递到另一根钢筋的连接方法。钢筋机械连接的形式很多,有套筒挤压连接、锥螺纹连接、墩粗直螺纹连接、滚扎直螺纹连接、熔融金属充填连接和水泥灌浆充填连接等。
1.套筒挤压连接
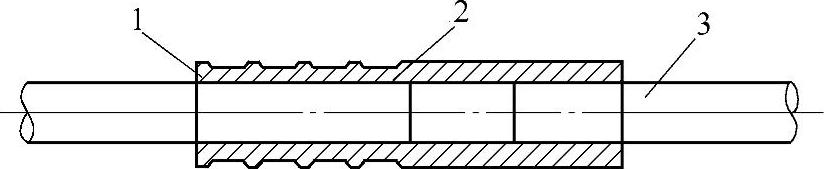
图4-24 钢筋套筒挤压连接
1—已挤压的钢筋 2—钢套筒 3—未挤压的钢筋
套筒挤压连接是将需连接的带肋钢筋插入特制钢套筒内,利用挤压机对钢套筒进行径向或轴向挤压,使它产生塑性变形与带肋钢筋紧紧咬合形成接头,从而实现钢筋的连接。如图4-24所示。它适用于竖向、横向及其他方向的粗直径带肋钢筋的连接。与焊接相比,它具有省电、无明火作业、施工简便和接头可靠度高等特点,不受钢筋焊接性及气候影响。
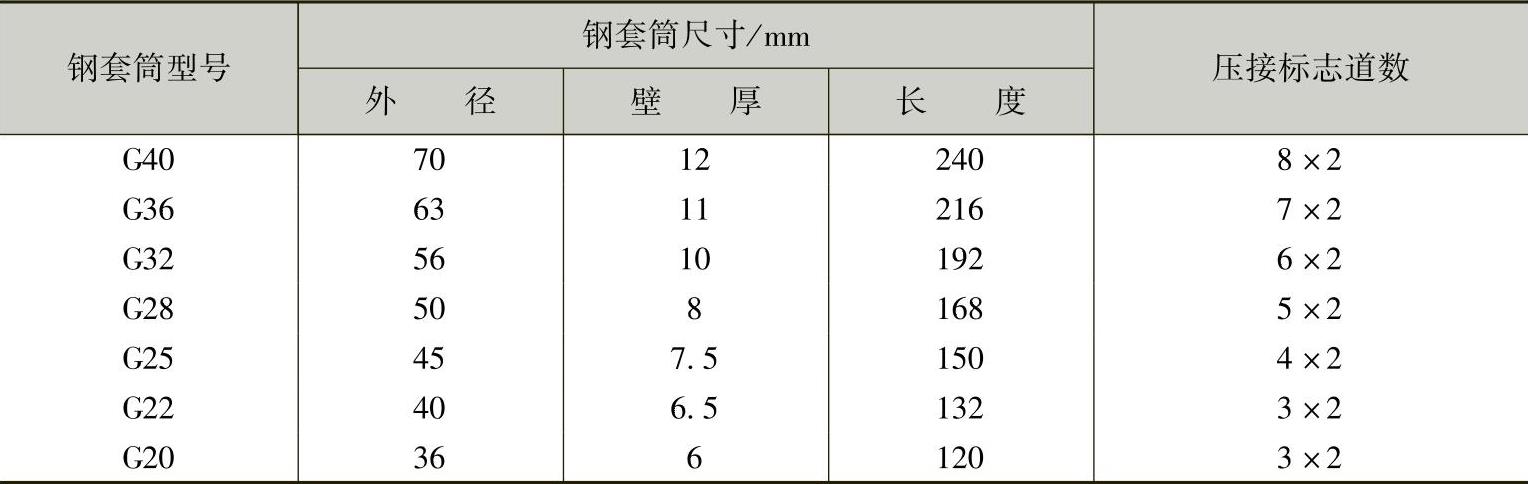
(1)钢套筒 钢套筒的材料宜选用强度适中、延性好的优质钢材。钢套筒的规格和尺寸应符合表4-14的规定。钢套筒的尺寸与材料应与一定的挤压工艺配套,必须经生产厂型式检验认定。施工单位采用经过形式检验认定的套筒及挤压工艺进行施工,不要求对套筒原材料进行力学性能检验。
表4-14 钢套筒的规格和尺寸
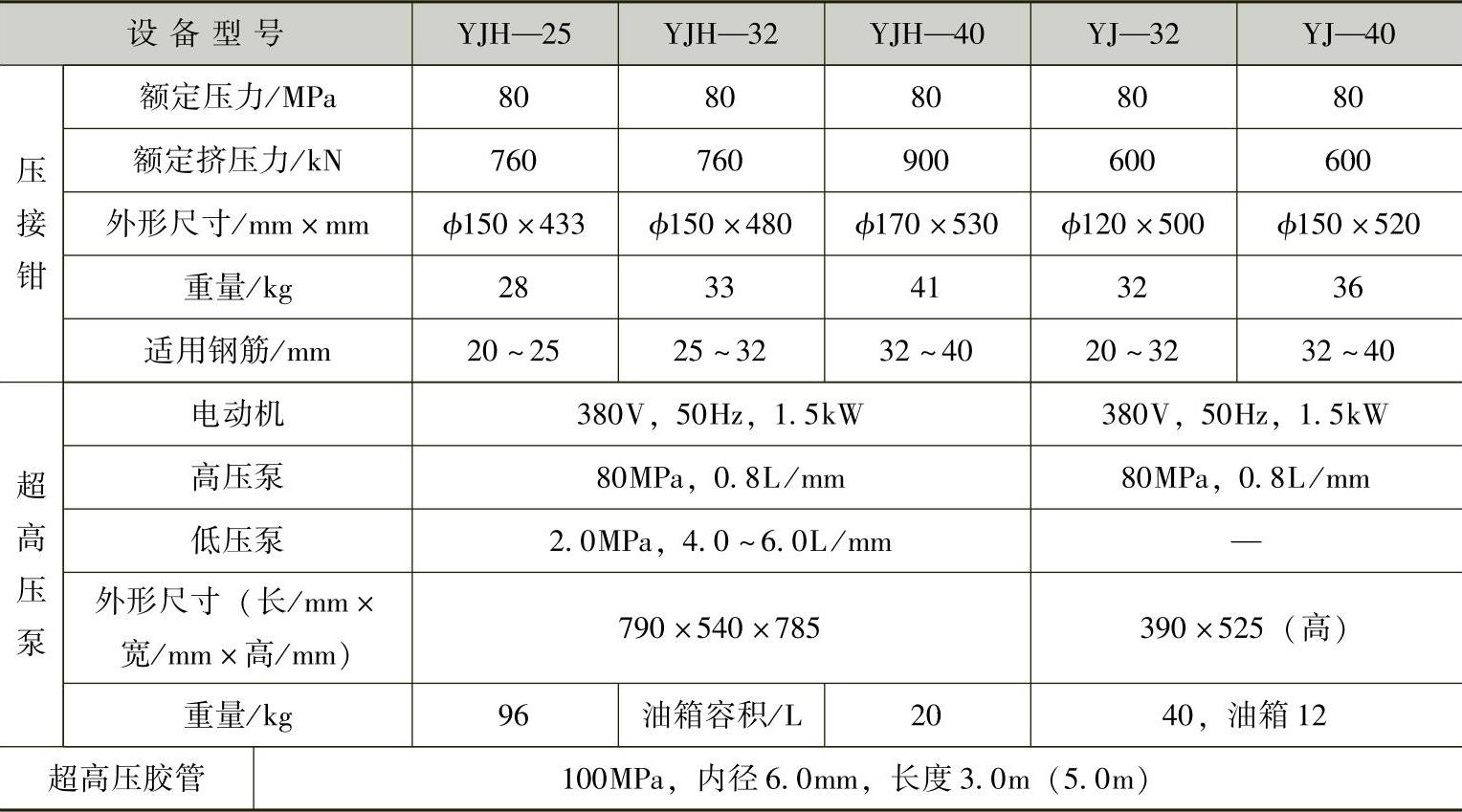
(2)挤压设备 钢筋挤压设备由压接钳、超高压泵及超高压胶管等组成。其型号与参数见表4-15。
表4-15 钢筋挤压设备的主要技术参数
(3)挤压工艺 挤压操作应由经过培训持上岗证的工人操作。挤压操作时采用的挤压力,压模宽度,压痕直径或挤压后套筒长度的波动范围以及挤压道数,均应符合经形式检验确定的技术参数要求。挤压前应做下列准备工作:
1)钢筋端头的锈皮、泥沙、油污等杂物应清理干净。
2)应对套筒作外观尺寸检查。
3)应对钢筋与套筒进行试套,如钢筋有马蹄,弯折或纵肋尺寸过大者,应预先矫正或用砂轮打磨;对不同直径钢筋的套筒不得相互串用。
4)钢筋连接端应划出明显定位标记,确保在挤压时和挤压后可按定位标记检查钢筋伸入套筒内的长度,定位标记与钢筋端头的距离为钢套筒长度的一半。
5)检查挤压设备情况,并进行试压,符合要求后方可作业。
挤压操作应符合下列要求:
应按标记检查钢筋插入套筒内深度,钢筋端头离套筒长度中点不宜超过10mm;挤压时挤压机与钢筋轴线应保持垂直;钢筋挤压连接宜先在地面上挤压一端套筒,在施工作业区插入待接钢筋后再挤压另端套筒。压接钳施压顺序由钢套筒中部顺次向端部进行。每次施压时,主要控制压痕深度。
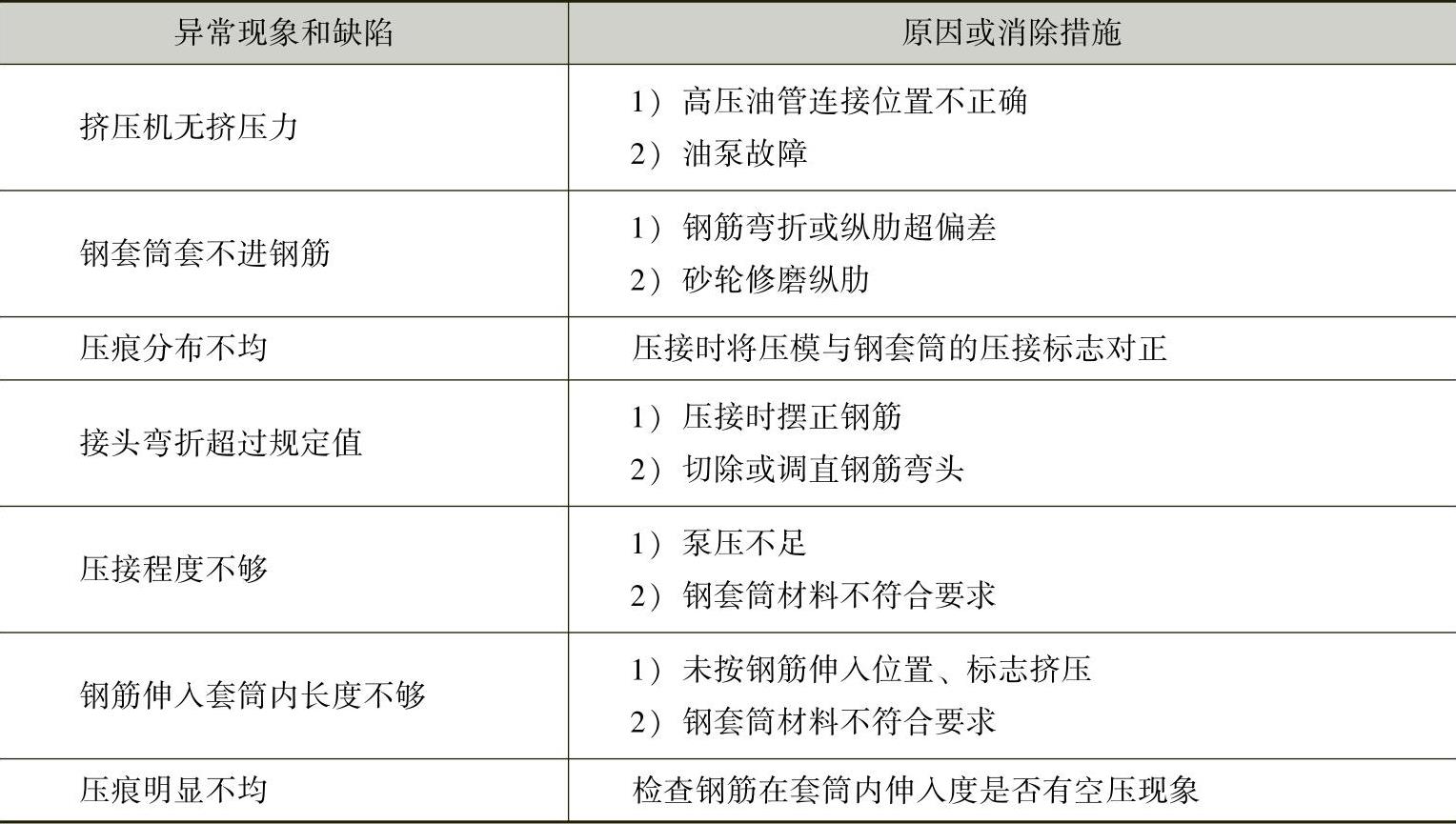
(4)异常现象及消除措施 在套筒挤压连接中,当出现异常现象或连接缺陷时。宜按表4-16查找原因,采取措施,及时消除。
表4-16 钢筋套筒挤压连接异常现象及消除措施
2.钢筋锥螺纹连接
钢筋锥螺纹连接是先将钢筋需要连接的端部加工成锥形螺纹,利用钢筋端部的锥形螺纹与内壁带有相同内螺纹(锥形)的连接套筒相互拧紧后,靠锥形螺纹相互咬合形成接头的连接,如图4-25所示。它施工速度快、不受气候影响、质量稳定、对中性好。
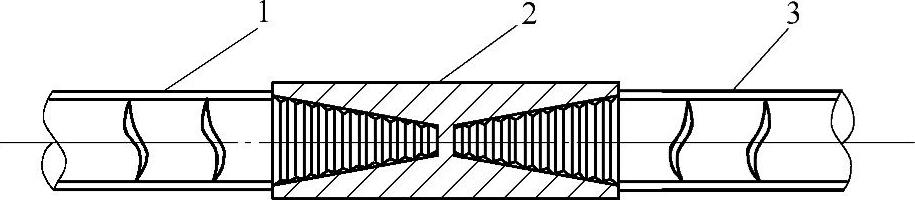
图4-25 钢筋锥螺纹连接
1、3—钢筋 2—连接套筒
(1)机具设备 主要有钢筋套丝机、量规和力矩扳手等。
1)钢筋套丝机:钢筋套丝机是加工钢筋连接端的锥形螺纹用的专用设备。型号有SZ—50A、GZL—40等。
2)量规:量规包括牙型规、卡规和锥形螺纹塞规。
牙型规是用来检查钢筋连接端的锥螺纹牙型加工质量的量规。
卡规是用来检查钢筋连接端的锥螺纹小端直径的量规。(https://www.xing528.com)
锥螺纹塞规是用来检查锥螺纹连接套的加工质量的量规。
3)力矩扳手:力矩扳手必须是经计量管理部门批准,有制造计量器具许可证的生产厂生产的产品。力矩扳手需定期经计量管理部门批准生产的扭力仪检定,检定合格后方准使用。检定期限每半年一次,且新开工工程必须先进行检定方可使用。
(2)钢筋连接套 提供锥螺纹连接套应有产品合格证;两端锥孔应有密封盖;套筒表面应有规格标记。连接套应分类包装存放,不得混淆和锈蚀。进场时,施工单位应进行复检。
连接套质量检验:锥螺纹塞规拧入连接套后,连接套的大端边缘应在锥螺纹塞规大端的缺口范围内(见图4-26)。
(3)操作工艺 钢筋锥螺纹连接工艺流程:钢筋下料——钢筋套螺纹——钢筋连接——质量检查。
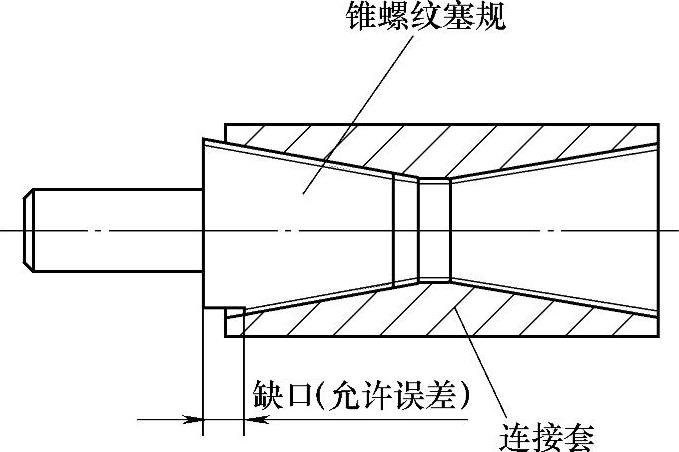
图4-26 用锥螺纹塞规检查套筒
1)钢筋下料。钢筋应先调直再下料。钢筋下料可用钢筋切断机或砂轮锯,不得用气割下料。钢筋下料时,要求钢筋端面与钢筋轴线垂直,端头不得弯曲、不得出现马蹄形。
2)钢筋套螺纹。套丝机必须用水溶性切削冷却润滑液;当气温低于0℃时,应掺入质量分数为15%~20%的亚硝酸钠。不得用润滑油润滑或不加润滑液套螺纹。
加工的钢筋锥螺纹的锥度、牙型、螺距等必须与连接套的锥度、牙型、螺距一致,且经配套的量规检测合格。
已加工好的螺纹应用量规逐个检查,要求牙型饱满,无断牙、秃牙缺陷,且与牙型规的牙型吻合,牙齿表面光洁(见图4-27a)。螺纹锥度与卡规或环规吻合,小端直径在卡规或环规的允许误差之内(见图4-27b、c)。锥螺纹完整牙数不得小于表4-17的规定值。不合格螺纹应重新加工,经再次检验合格后方可使用。
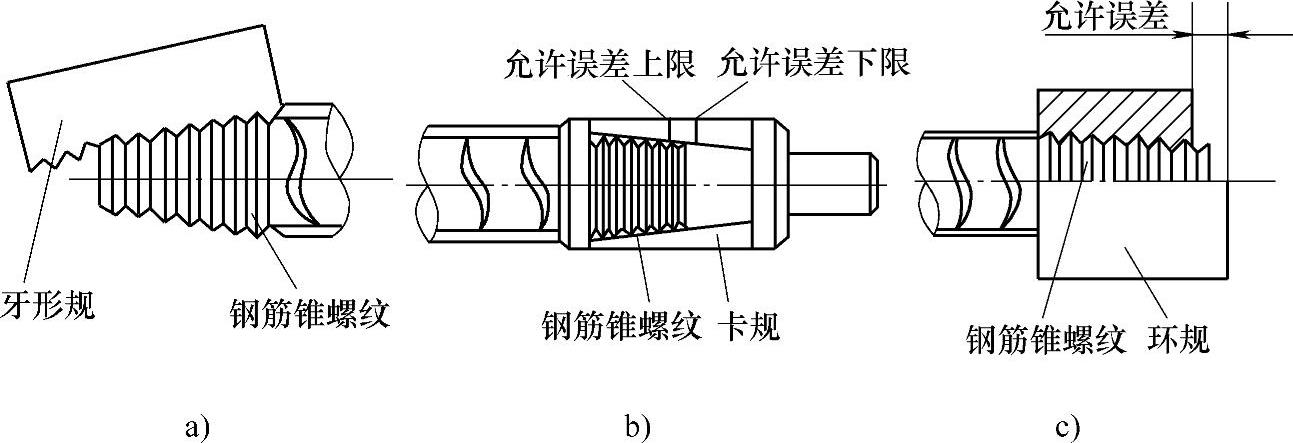
图4-27 钢筋套螺纹检查
表4-17 锥螺纹完整牙数

已检验合格的螺纹应加以保护。钢筋一端螺纹应戴上保护帽,另一端可按表4-18规定的力矩值拧紧连接套,并按规格分类堆放整齐待用。
表4-18 拧紧力矩值

3)钢筋连接。连接钢筋前,将下层钢筋上端的塑料保护帽拧下来露出螺纹,并将螺纹上的水泥浆等污物清理干净;后将已经拧好套筒的上层钢筋拧到被连接的钢筋上,并用力矩扳手拧紧。
连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的螺纹干净完好无损。采用预埋接头时,连接套的位置、规格和数量应符合设计要求。带连接套的钢筋应固定牢,连接套的外露端应有密封盖。
连接钢筋时,应对正轴线将钢筋拧入连接套。接头拧紧值应满足表4-18规定的力矩值,不得超拧。拧紧后的接头应作上标记。力矩扳手的精度为±5%,要求每半年用扭力仪检定一次。钢筋连接的操作如图4-28所示。连接水平钢筋时,必须先将钢筋托平对正用手拧紧,再按图示操作。
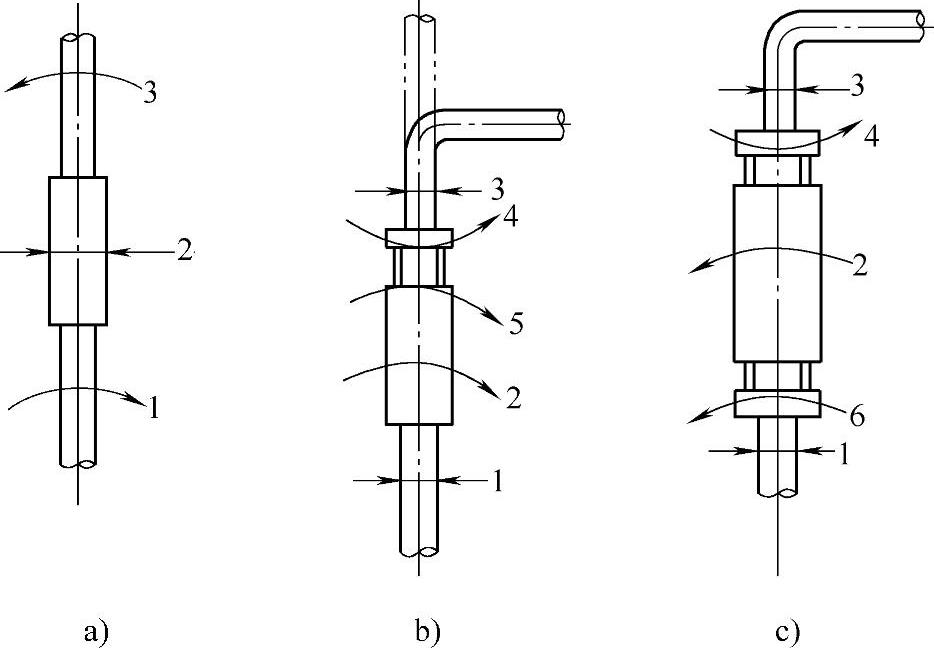
图4-28 钢筋锥螺纹连接方法
a)同径与异径接头连接 b)单向可调接头连接 c)双向可调接头连接
1、3—钢筋 2—连接套 4、6—可调连接器 5—锁紧螺母
连接完的接头必须立即用油漆作上标记,防止漏拧。
3.镦粗直螺纹连接
这种方法是先把钢筋端部镦粗,然后再削切直螺纹,再用连接套筒对接钢筋。这种接头综合了套筒挤压连接和锥螺纹连接的优点,具有接头质量高、质量稳定、施工方便、连接速度快、应用范围广、综合经济效益好等优点。
由于镦粗段钢筋切削后的净截面大于钢筋原截面,即螺纹并不削弱钢筋截面,从而确保接头强度大于母材强度。直螺纹不存在扭紧力矩对接头性能的影响,从而提高了连接的可靠性,也加快了施工速度。直螺纹接头比套筒挤压接头省钢70%,比锥螺纹接头省钢35%,技术经济效果显著。其主要工艺分以下3个步骤:
1)钢筋端部扩粗。
2)切削直螺纹。
3)用连接套筒对接钢筋。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。