



为了提高钢筋的强度,节约钢材,满足预应力钢筋的需要,通常对钢筋进行冷加工,常用的方法有冷拉和冷拔两种。
1.钢筋的冷拉
冷拉是指在常温下,将Ⅰ~Ⅳ级钢筋用超过钢筋屈服强度的拉应力进行拉伸,使钢筋产生塑性变形,达到提高强度、节约钢材的目的。冷拉还可同时完成调直和除锈工作。
钢筋的控制应力和冷拉率是影响冷拉质量的两个主要因素。冷拉控制方法有两种:控制应力法和控制冷拉率法。
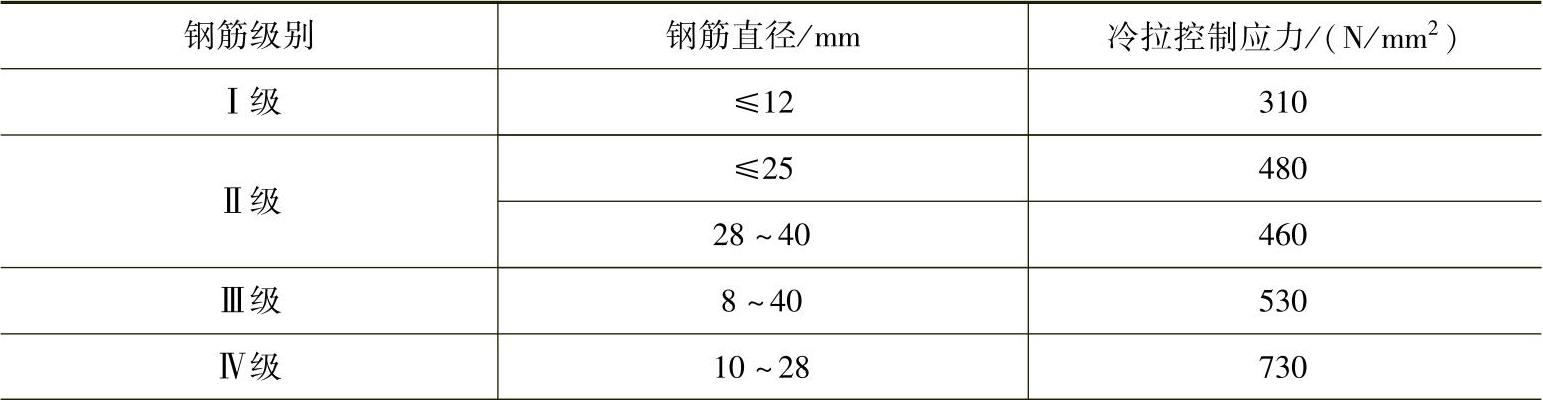
(1)控制应力法 采用控制应力方法冷拉钢筋时,其冷拉控制应力及该应力下的最大冷拉率应符合表4-6的规定。如果检查该应力下的实际冷拉率超过表中对应的最大冷拉率时,应进行力学性能检验,符合规定才能适用。对重要的预应力混凝土构件,应优先采用控制应力法。
冷拉力N可按下式计算:
N=σgAS
式中 σg——钢筋冷拉的控制应力,查表4-6;
AS——钢筋冷拉前的截面面积。
表4-6 冷拉控制应力及最大冷拉率

(2)控制冷拉率法 采用控制冷拉率法冷拉钢筋时,只需按规定的冷拉率将钢筋拉到一定的长度即可。冷拉率必须由试验测定,测定同炉批钢筋冷拉率的冷拉应力应符合表4-7的规定,其试样不少于4个,并取平均值作为该批钢筋实际采用的冷拉率;若钢筋的平均冷拉率小于1%,仍应按1%进行冷拉。
其优点是设备和工艺简单。由于材质不同或者混炉批的钢筋冷拉率存在差异,故分不清批号的热轧钢筋,不得采用控制冷拉率法。(https://www.xing528.com)
冷拉伸长值ΔL,可按下式计算:
ΔL=rL
式中 r——钢筋的冷拉率,查表4-7;
L——钢筋冷拉前的长度。
表4-7 测定冷拉率时钢筋的冷拉应力
2.钢筋的冷拔
原材料的强度和拔丝工艺的总压缩率是影响冷拔质量的两个主要因素。
(1)原材料要求 甲级冷拔钢丝必须采用符合I级钢筋标准的Q235钢盘条拔制。对于钢号不明、不具备出厂质量保证书的圆盘,应抽样检查合格后,才能冷拔。
(2)冷拔总压缩率 冷拔总压缩率是指钢筋由最初的直径拔到成品钢丝后的横截面压缩率。
通常采用的总压缩率为60%~80%。例如: 5钢丝宜用ϕ8盘条拔制,
5钢丝宜用ϕ8盘条拔制, 4和
4和 3钢丝宜用
3钢丝宜用 6.5盘条拔制。同时,冷拔一次压缩率不宜过大,根据各地长期积累的经验,每次冷拔,一般以下道钢丝的直径为上道钢丝直径的0.86~0.9倍为宜。例如:将
6.5盘条拔制。同时,冷拔一次压缩率不宜过大,根据各地长期积累的经验,每次冷拔,一般以下道钢丝的直径为上道钢丝直径的0.86~0.9倍为宜。例如:将 8的钢筋经过4次冷拔成
8的钢筋经过4次冷拔成 5的钢丝,具体为:
5的钢丝,具体为: 8→
8→ 7.0→
7.0→ 6.3→
6.3→ 5.7→
5.7→ 5.0。
5.0。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。