



钣金零件的制作,首先需要从零件图读出零件的外框、形状、曲面、弧形、圆角、R的中心、翻边的角度等各种尺寸和形状位置要求,现在可以从零件数模图中比较方便地获取这些信息。例如,图3-59所示为某薄板零件的数模图。
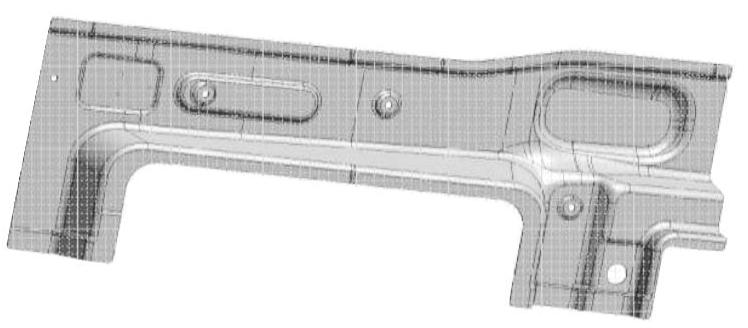
图3-59 薄板零件的数模图
在制作该薄板零件的试制工件时,需要进行手工成形制作。由图可知,该薄板零件的形面复杂,薄板成形时材料的塑性变形较大,特别是深度翻边的圆弧部分。
为满足零件制作的各方面要求,需要制作成形胎模来稳定零件成形时的应力均衡和形状准确,并达到各项尺寸要求。
1.胎模的设计
针对该薄板零件进行胎模的设计,具体设计步骤如下:
1)从数模图中直接获取各种尺寸数据和形状位置要求,如图3-60所示。
2)认真分析和研究零件图,了解其结构和使用要求,以及该零件的生产批量。
3)构思胎模的结构,确定零件的成形工艺,保证胎模刚度和强度要求,以及制造和维修的便利性。
2.胎模的制作
由于该零件的生产批量不大,所以胎模的制造过程越简单,成本越低越好。从零件的造型来看,其形面复杂、凸凹层面多,翻边的R角深度大。也就是说,胎模制造整体成形比较困难,因此需要采用分块拼装连接的方法进行制作。
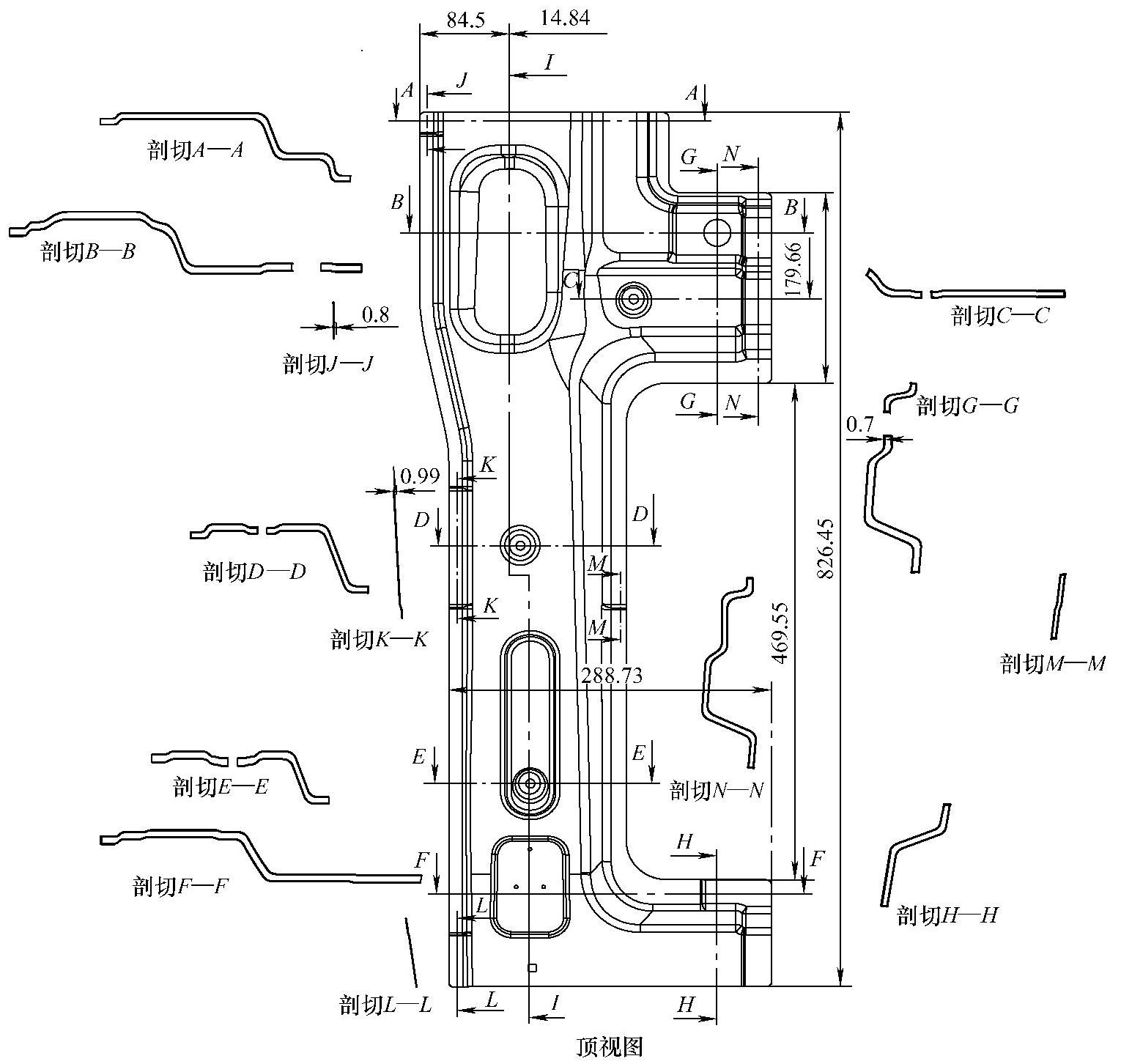
图3-60 数模图
(1)确定胎模制作过程的分区 如图3-61所示,1为胎模制造时可以整体成形的主体骨干部分;2为整片成形拼装部分;3为零碎拼装成形部分。
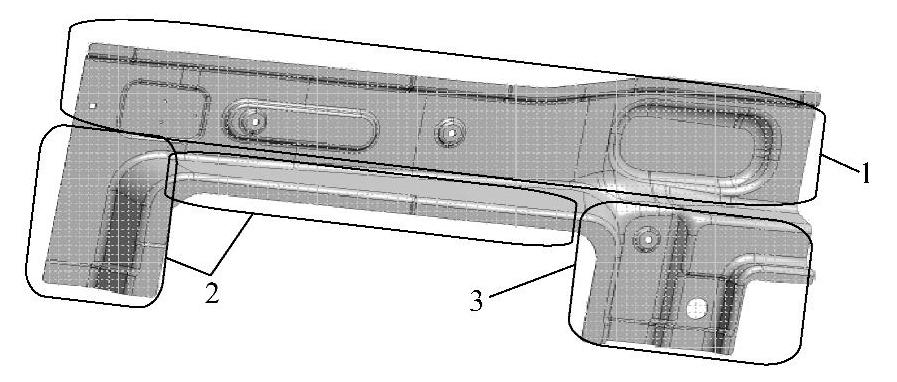
图3-61 确定胎模制作过程的区分部位
(2)分块制作 从零件图或数模图中获取主体骨干部分的尺寸和形状位置数据,做出断面卡板,将主体骨干部分形面成形到位,如图3-62所示。然后做出主体骨干部分的凸凹形状。
接下来,从主体骨干部分的背面进行定形和加强(见图3-63),稳定尺寸和形状位置要求,保证胎模在制造零件时受敲击不会变形。再分别制作整片成形的部分和零碎成形的部分。(https://www.xing528.com)
(3)整体胎模的拼装焊接
1)整片成形部分的焊接。注意:在对这部分进行拼装定位成形时,应该按照数模图规定的各个断面形状做出卡板作为定位成形的标准,如图3-64所示。

图3-62 主体形面成形

图3-63 背面进行定形和加强
2)零碎成形部分的焊接。注意:在对这部分进行拼装定位成形时,同样应该按照数模图规定的各个断面形状做出卡板作为定位成形的标准,如图3-65所示。

图3-64 整片拼装成形焊接部分

图3-65 零碎拼装成形焊接部分
(4)胎模的检验矫正 胎模拼装焊接成形后,应该按照数模图规定的各个断面形状做出卡板进行成形形状、形面的全面检验和矫正,并按照图样或数模图中的尺寸进行测量检验和矫正;最后进行光滑程度进行打磨修整,如图3-66所示。

图3-66 胎模的全面检验和矫正
图3-67所示为一个从以上胎模上成形的薄板零件毛坯,对其进行焊补缺口,光滑平整修理,以及打磨、抛光即可使用。

图3-67 胎模上成形的薄板零件毛坯
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。