



氧乙炔焰是由乙炔及起助燃作用的氧气混合燃烧形成的,选用及调整氧乙炔焰对焊接品质有直接影响。氧乙炔焰的状态取决于氧和乙炔的混合比例,通过调整可以得到中性焰、碳化焰、氧化焰3种火焰状态。
1.氧乙炔焰的形式
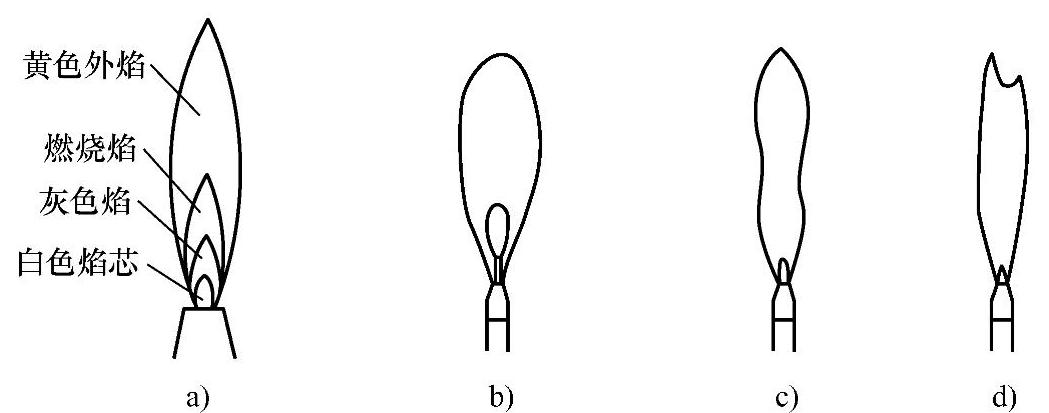
氧乙炔焰主要由白色焰芯、灰色焰、燃烧焰和黄色外焰四部分组成,如图5-1a所示。
(1)中性焰 也称为标准火,此时氧乙炔比例为1∶1(按体积计算),火焰的最高温度可达3000~3200℃,外焰呈清澈的蓝色,内焰呈亮白色,如图5-1b所示。中性焰在燃烧时生成的一氧化碳及氢气,能与金属中的氧作用使熔池中的氧化铁还原。使用中性焰可得到均匀的焊波,并且不易造成气孔、气泡,不含氧化物,焊缝质量优良。
(2)碳化焰 也称为还原焰,碳化焰中氧气的含量少于乙炔的含量。碳化焰与中性焰不同的是,焰芯和外焰与中性焰大致相同,如图5-1c所示。但是其多了一个灰色的锥形乙炔焰包在焰芯上,长度随混合气中乙炔余量的多少而异。火焰中所含过剩乙炔可分解为氢和碳,其中氢使钢产生白点,碳则熔化到金属中使焊件的含碳量提高。由此可增加钢的强度、硬度,但塑性降低及焊接性变差。焊接铸铁及铝、镍等合金材料时多用碳化焰。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-1 火焰的形式
a)火焰的构成 b)中性焰 c)碳化焰 d)氧化焰
(3)氧化焰 氧化焰中氧气的含量多于乙炔的含量,整个火焰具有氧化性。其形态与中性焰类似,但焰芯要短一些并呈现紫色,外焰也较短且末梢模糊不清,如图5-1d所示。过多的氧和铁发生作用生成氧化铁,使钢的性质变坏、脆化,熔池的沸腾现象也比较严重。所以对低碳钢构件进行焊接时不能用氧化焰。氧化焰适合于焊接黄铜及青铜类材料,过量的氧能与黄铜中的锌元素化合,生成氧化锌薄膜覆盖在熔池表面,可以防止锌在焊接过程中大量蒸发。
2.焊炬规格与压力限制
氧乙炔焊炬配有一套规格不同的焊嘴,以适于焊接不同板厚的金属。通常,根据焊炬及焊嘴型号可近似地判定其每小时的气体消耗量。如:与H01-6型焊炬配套使用的1~5号焊嘴的氧气消耗量为0.15~0.37m3/h,而乙炔气的消耗量则为170~430L/h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。