



1.引弧
引弧就是使焊条与焊件间引燃并保持稳定的电弧。引弧方法有两种,即敲击法和摩擦法,如图5-3所示。这两种方法都是使焊条末端与工件表面接触并形成短路,然后迅速将焊条向上提起一段距离(2~4mm),即可引燃并保持稳定的电弧。应当注意的是,焊条不能提得太高,否则电弧易熄灭。焊条末端与工件接触时间不能太长,以免焊条粘连在工件上。当发生焊件粘连时,应迅速左右摆动焊条,以使焊条脱离工件。
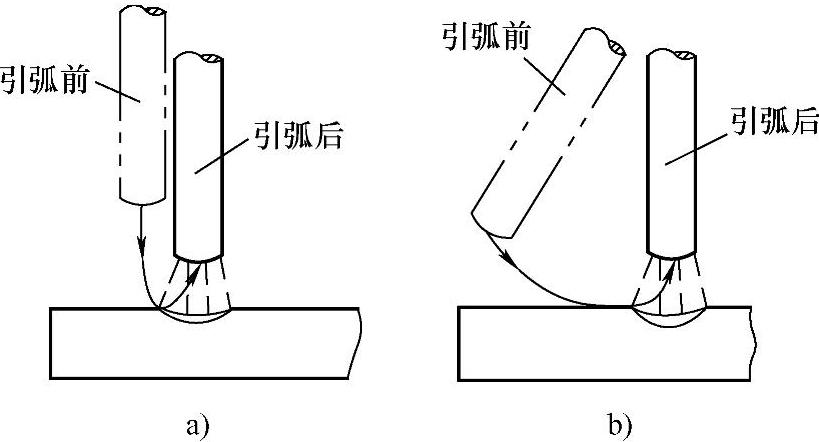
图5-3 引弧方法
a)敲击法 b)摩擦法
2.运条
进行焊条电弧焊操作时,焊条除了沿其轴向熔池送进和沿焊缝方向前移外,为了获得一定宽度的焊缝,焊条还应沿垂直于焊缝的方向横向摆动,如图5-4所示。焊条沿其轴向均匀向下送进时,其速度应与焊条的熔化速度相同,否则会引起电弧长度发生变化。若电弧长度过大,则会导致电弧飘浮不定,熔滴飞溅;若电弧长度过小,则容易发生粘连。运条时还应注意控制焊条与工件间的角度,平焊时焊条的角度如图5-5所示。
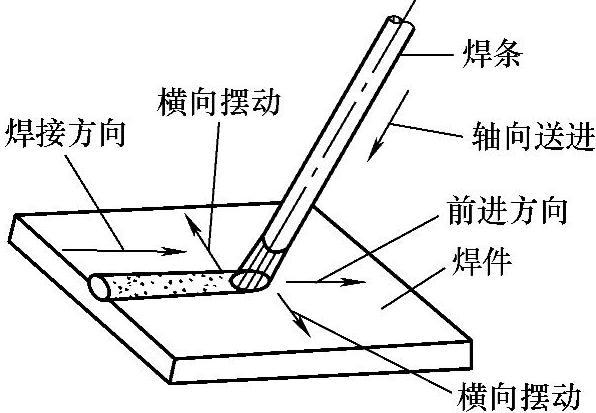
图5-4 运条基本动作
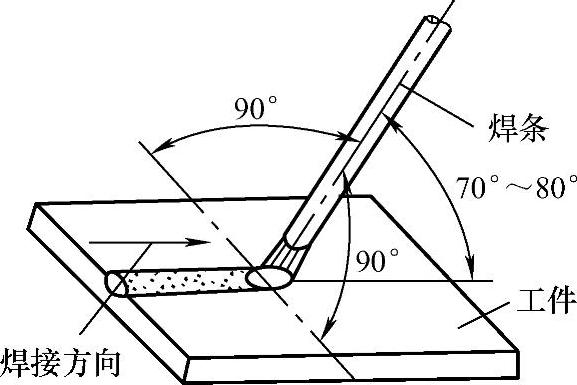
图5-5 平焊时焊条的角度(https://www.xing528.com)
3.熄弧
熄弧是指焊缝结束或一根焊条用完准备连接后一根焊条时的收尾动作。焊缝结束时的熄弧,应在熄弧前让焊条在熔池处做短暂停顿或做几次环形运条,使熔池填满,然后将焊条逐渐向焊缝前方斜拉,同时抬高焊条,使电弧自动熄灭。连续焊接熄弧时,应在熄弧前减小焊条与工件间的夹角,将熔池中的金属和上面的熔渣向后赶,形成弧坑后再熄弧;连接时的引弧应在弧坑前面,然后拉回弧坑,再进行正常焊接。
正确的熄弧和连接操作,可避免裂纹、气孔、夹渣等缺陷,使焊缝连接平滑美观,从而保证焊缝质量。
一般收尾动作有以下三种:
(1)划圈收尾法 电弧在焊缝收尾处做圆周运动,直到填满弧坑时再拉断电弧。这种方法适用于厚板,对薄板则有烧穿的危险。
(2)反复断弧收尾法 在焊缝收尾处,在较短时间内反复熄灭和点燃电弧数次,直到弧坑填满。这种方法在薄板焊接、大电流焊接时用得较多,不易烧穿薄板。但是,用碱性焊条时不宜采用这种方法,否则容易产生尾部气孔。
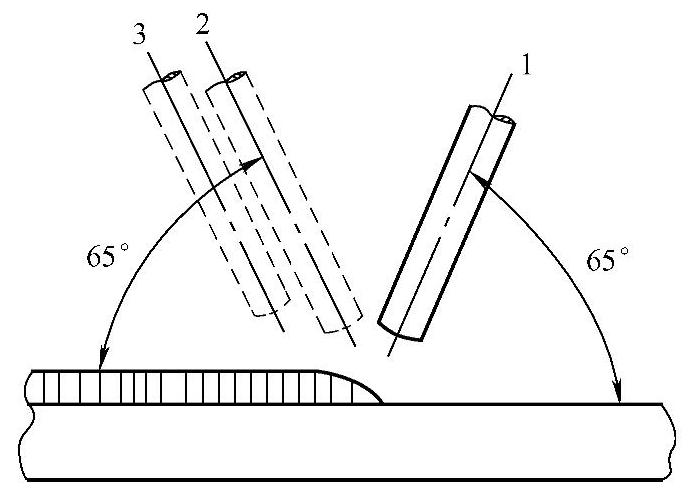
图5-6 后移收尾法
(3)后移收尾法 如图5-6所示,电弧在焊缝收尾处停住,同时改变焊条的方向,由位置1转向位置2,等填满弧坑后,再稍稍后移至位置3,然后慢慢拉断电弧。这种方法对碱性焊条较为适宜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。