



1.咬口机
薄钢板风管咬口成形利用了辊弯(压)原理,辊弯(压)在咬口机上进行,滚弯(压)可获得板材的板边横截面形状为咬口连接所需的折曲线钩状。
咬口机械的类型较多,本章主要介绍单平咬口机、按扣式咬口机、联合角咬口机及弯头咬口机。
(1)单平咬口机
1)单平咬口机的构造。单平咬口机主要用于板材连接和圆风管闭合连接的咬口加工。图6-31所示的YZD3—16型单平咬口机主要由机架1、机心部分3、电动机2、工作台面7、导尺6及护罩9等组成。
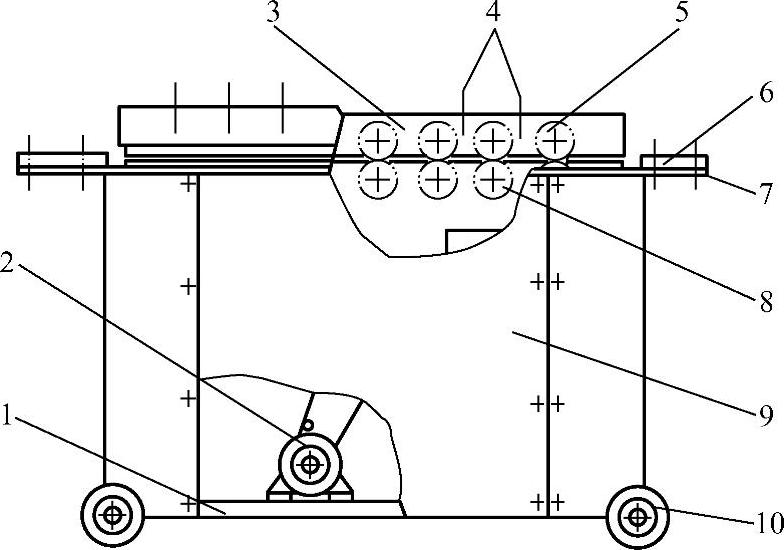
图6-31 YZD3—16型单平咬口机
1—机架 2—电动机 3—机心部分 4—调节螺杆 5—上辊轮 6—导尺 7—工作台面 8—下辊轮 9—护罩 10—脚轮
机架部分是型钢焊接结构件,电动机、机心部分、导尺、工作台和护罩均安装在机架上。机心部分主要由上横梁和下横梁组成,并通过定位销和调节螺杆连接组成工作机构。上横梁由两块墙板通过横梁连杆连接,墙板上有7个辊轮轴,每根辊轮轴上均安装有中辊轮、外辊轮和齿轮。下横梁由两块下墙板通过横梁连杆和固定轴连接。墙板上安装有7个辊轮轴,每个轴上均有与上横梁辊轮轴上齿轮相啮合的齿轮。减速齿轮和轴安装在下横梁的下部,通过6个传动齿轮与下辊轮轴上的7个齿轮相啮合。下横梁用螺栓固定在机架中部。上下横梁靠定位销定位,以使上横梁可沿定位销与下横梁相对位移,调整上下辊轮的间隙,并通过调节螺杆调整滚压压力。电动机安装在机架底部,经V带和齿轮传动,使上、下辊轴做同步运转。所有齿轮传动均为开式传动。
2)单平咬口机的维护和保养
①开机前,在每个辊轮表面加注全损耗系统用油(俗称机油),以防止镀锌皮粘在辊轮上而影响加工质量。
②操作前,必须盖好安全防护罩。
③必须保证传动齿轮的正常润滑。
④电动机必须有接地保护装置。
(2)按扣式咬口机 按扣式咬口机主要加工矩形风管、弯管、三通和四通管连接的咬口。
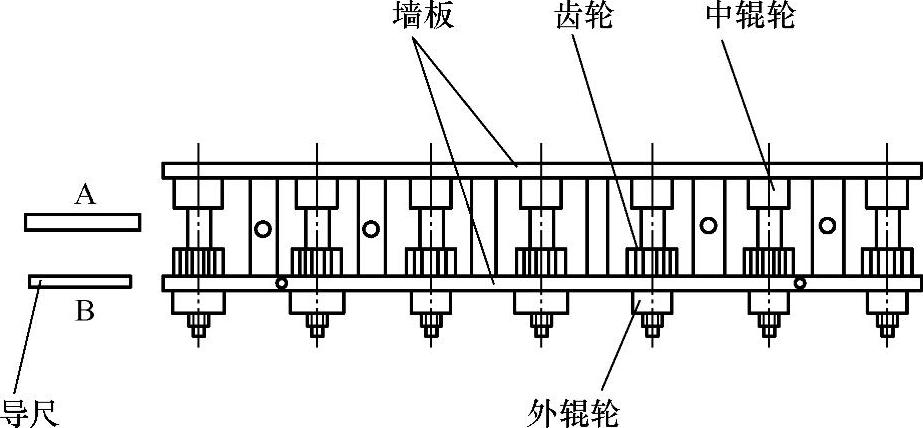
图6-32 YZA型按扣式咬口机
图6-32所示的YZA型按扣式咬口机主要由电动机、机架部分、上横梁部分、下横梁部分和传动部分组成。机架部分由型材和板材焊接而成。上、下横梁部分由横梁板、辊轮轴、辊轮和齿轮等组成。传动部分由带传动和减速机等构成。
图6-33所示的XFA—10型按扣式咬口机主要由机架部分、机心部分和传动部分组成。机架部分是角钢和钢板焊接成的结构件,底部安装有四个脚轮,可根据要求在施工现场移动。机心部分主要由上横梁部件和下横梁部件组成,它通过下横梁下部的定位螺孔固定在机架上。上横梁部件是由两块墙板、9个辊轮轴和8个定位轴组成。下横梁部件由两块墙板、9个辊轮轴、减速齿轮和齿轮轴定位轴等组成。上、下横梁通过定位销钉及调整螺杆连接,间隙可用调整螺杆进行调整。电动机安装在机架底部,经V带和齿轮传动使上、下辊轮同步运转。
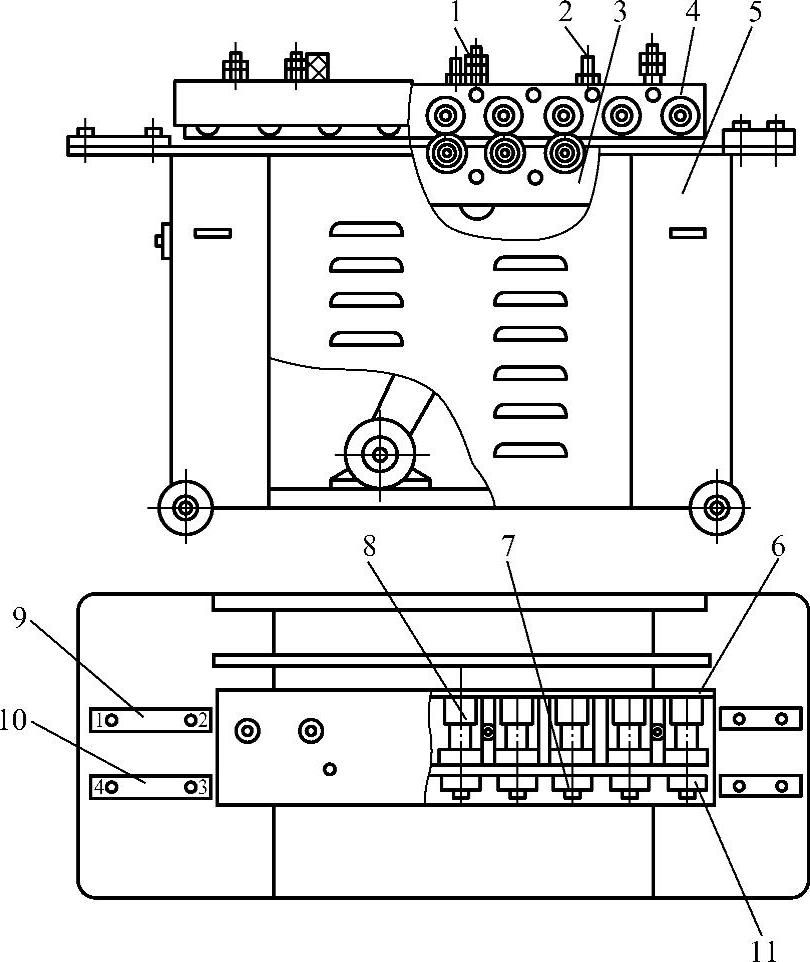
图6-33 XFA—10型按扣式咬口机
1—中辊横梁调节螺栓 2—外辊横梁调节螺栓 3—下横梁部件 4—上横梁部件 5—机架 6、11—上强板 7—外辊轮 8—中辊轮 9—中辊轮进料导尺 10—外辊轮进料导尺
按扣式咬口机的维护保养与单平咬口机的维护保养相同。
(3)联合角咬口机 联合角咬口机主要加工矩形风管、弯管、三通和四通管连接的咬口。
1)联合角咬口机的构造。图6-34所示的XFJ—12型联合角咬口机,主要由机架部分、机心部分和传动部分组成。
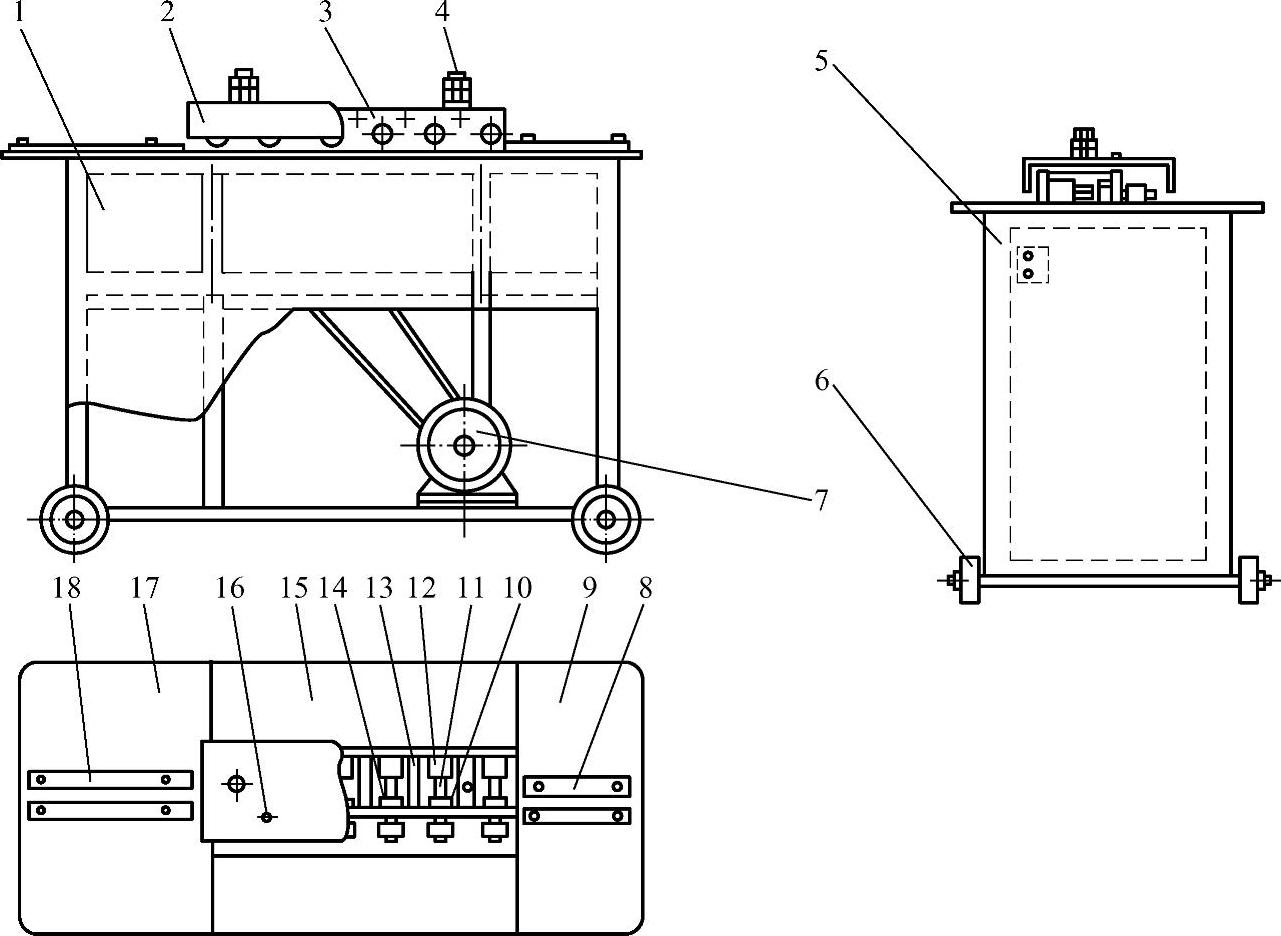
图6-34 XFJ—12型联合角咬口机结构示意图
1—外护板 2—防护罩 3—上横梁 4—调整螺母 5—按钮 6—脚轮 7—电动机 8—出料导尺 9—工作台面I 10—外辊轮 11—辊轮轴 12—中辊轮 13—定位轴 14—齿轮 15—工作台面Ⅱ 16—外调整螺栓 17—工作台面Ⅲ 18—进料导尺
机架部分由型材和板材焊接而成,底部装有4只脚轮。机心部分主要由上横梁部分和下横梁部分组成。上横梁是由两块墙板、6个滚轮轴和定位轴组成,每个滚轮轴上装有内、外辊轮和齿轮。下横梁由两块墙板、6个辊轮轴减速齿轮及齿轮轴组成。每个辊轮轴装有内、外辊轮和齿轮。下横梁用螺钉固定在机架之上。上、下横梁通过定位销钉及调整螺杆连接,上、下横梁的间隙可用调整螺杆进行调整。电动机安装在机架底部,经V带和开式齿轮传动,使上、下辊轮同步运转。
图6-35所示的YZL3—16型联合角咬口机,主要由机架9、机心部分1、电动机10、工作台面5、导尺4及护罩7等构成。
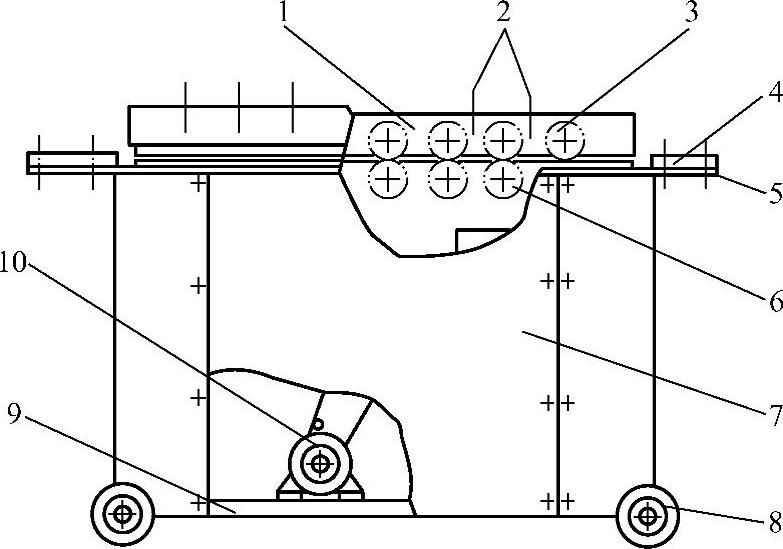
图6-35 YZL3—16型联合角咬口机结构示意图
1—机心部分 2—调整螺杆 3—上辊轮 4—导尺 5—工作台面 6—下辊轮 7—护罩 8—脚轮 9—机架 10—电动机
机架部分是由型材和板材焊接的结构件。电动机10、机心部分1和护罩7均安装在机架9上。导尺4和工作台面5安装在机架9顶部。机心部分l主要由上横梁部分和下横梁部分组成,通过定位销和调节螺杆装配成咬口机的工作机构。上横梁的两块墙板通过横梁连杆连接。墙板上有7个辊轮轴,每个辊轮轴上均安装有中辊轮、外辊轮和传动齿轮。下横梁的两块墙板通过横梁连杆和固定轴连接。墙板上安装有7个辊轮轴,每个辊轮轴均安装有齿轮(同时与上横梁辊轮轴和减速齿轮轴上齿轮啮合)。6个减速齿轮轴安装在下横梁下部。下横梁用螺栓固定在机架的中部。上、下横梁靠定位销定位,上横梁可沿定位销与下横梁相对移动,调整上下辊轮的间隙,并通过调整螺杆2调整滚压压力。电动机10安装在机架9的底部,经V带和开式齿轮传动,使上、下辊轮轴做同步运转。
2)联合角咬口机的维护保养与单平咬口机的维护保养相同。
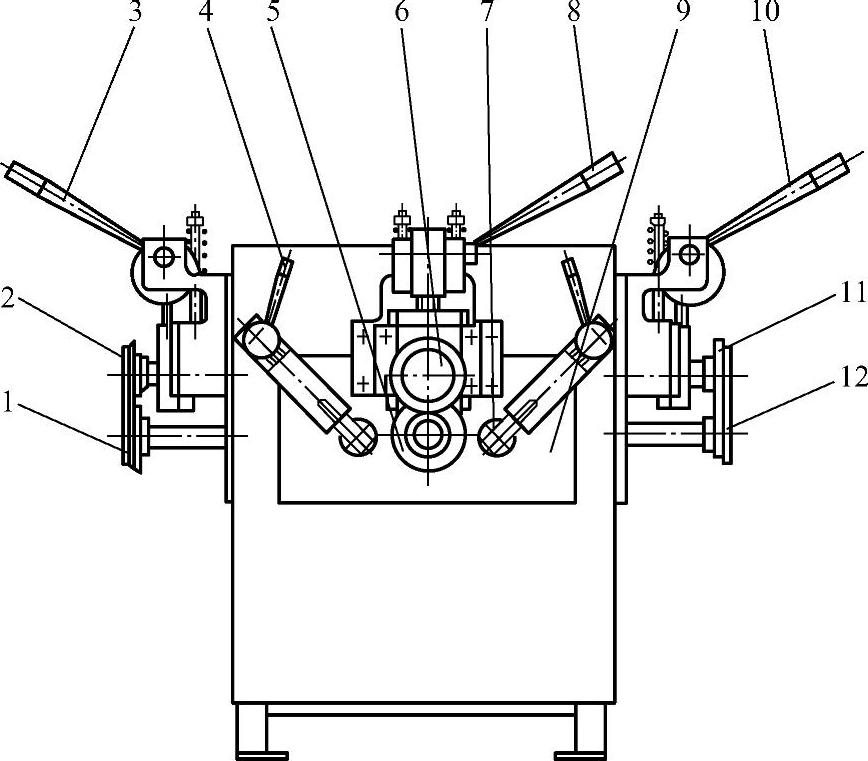
图6-36 WY—10型圆弯管咬口机结构示意图
1—左下成形辊 2—左上成形辊 3—左压下手柄 4—校圆偏心手柄 5—前下成形辊 6—前上成形辊 7—校圆轮 8—前压下手柄 9—前定位板 10—右压下手柄 11—右上成形辊 12—右下成形辊
(4)弯管咬口机 弯管咬口机主要加工弯管的连接咬口。弯管咬口机按弯管咬口连接方式分为圆弯管咬口机、按扣式弯管咬口机和联合角弯管咬口机。
1)弯管咬口机的构造
①圆弯管咬口机的构造。圆弯管咬口机是通风空调工程中圆形弯管加工的专用设备。圆弯管咬口机与圆弯管合缝机配套使用,加工的咬口工件表面平整光滑,尺寸一致,有较高质量。
图6-36所示的WY—10型圆弯管咬口机主要由机架部分、机心部分和传动部分组成。机架部分主要由型材和板材焊接而成。电动机(安装在机架底部)经V带、蜗杆副及三级齿轮减速后将动力传递于滚压部分。滚压部分主要由辊轮、齿轮、偏心轮和手柄构成,三组滚压装置分别安装在机架的前面、左面和右面。
②按扣式弯管咬口机的构造。按扣式弯管咬口机是与按扣式咬口机配套用于加工矩形弯管的专用设备。
图6-37所示的YWA—10型按扣式弯管咬口机主要由机架部分、机头部分和传动减速部分组成。机架1主要由型材和板材焊接加工而成,机架下部装有4只脚轮。机头3主要由上主辊轮7、上副辊轮8和自动导向调整螺栓4等组成,机头部分安装在工作台面上。传动减速部分由电动机、V带及蜗杆减速器2(悬挂在工作台面下)组成。电动机(安装在机架1底部)经V带、蜗杆减速器2和齿轮减速后将动力传递于主、副辊轮。
③联合角弯管咬口机的构造。联合角弯管咬口机是与联合角咬口机配套用于加工矩形弯管的专用设备。
图6-38所示的YWL—12型联合角弯管咬口机主要由机架部分、机头部分和传动部分组成。机架1主要由型材和板材焊接而成,工作台安装在机架顶部,机架1下部安装有4只脚轮。机头部分主要由主辊轮8、副辊轮9和自动导向调整螺栓4等组成,机头部分安装在工作台面上。
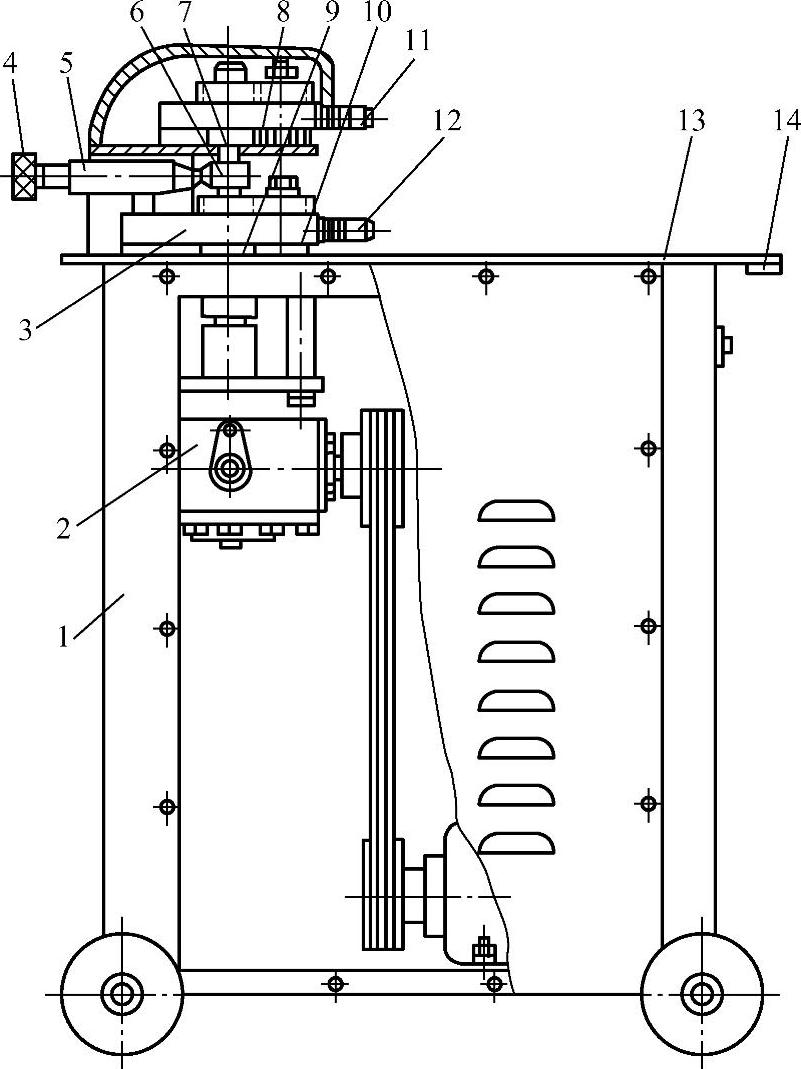
图6-37 YWA—10型按扣式弯管咬口机结构示意图
1—机架 2—蜗杆减速器 3—机头 4—自动导向调整螺栓 5—套筒 6—自动导向架 7—上主辊轮 8—上副辊轮 9—下主辊轮 10—下副辊轮 11—上辊轮调整螺栓 12—下辊轮调整螺栓 13—台板 14—槽口
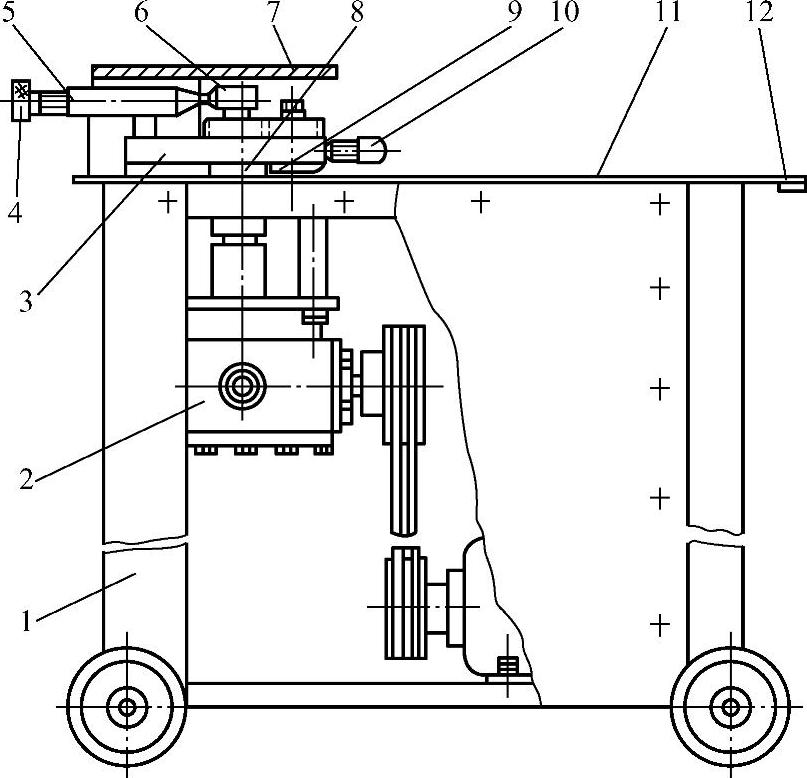
图6-38 YWL—12型联合角弯管咬口机
1—机架 2—蜗杆减速器 3—机头 4—自动导向调整螺栓 5—套筒 6—自动导向架 7—机头盖 8—主辊轮 9—副辊轮 10—辊轮调整螺栓 11—台板 12—槽口
2)弯管咬口机的使用和维护
①圆弯管咬口机的使用和维护
a.工作前应检查待制的毛坯是否合格,切口是否光滑,起动电动机后运转是否正常。
b.双口成形操作。将风管端部靠近下成形辊定位面(见图6-39a),用手轻扳手柄使上成形辊逐渐加力,使端面逐渐辊压成形,如图6-39b所示。继续辊压,同时用手向上扳动风管,控制90°成形效果,如图6-39c所示。
c.单口成形操作。将风管端部靠近下成形辊定位面(见图6-40a),用手轻扳手柄,使上成形辊逐渐加力,同时用手向上扳动风管控制成形达90°折边效果,如图6-40b所示。
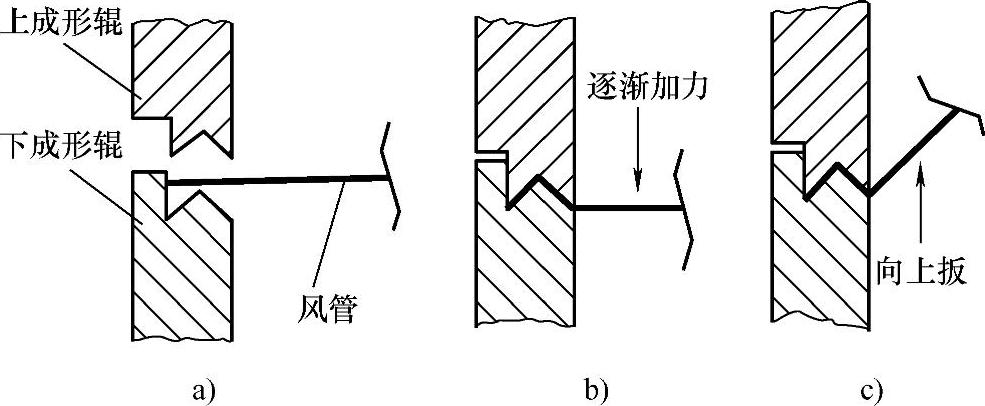
图6-39 双口成形过程
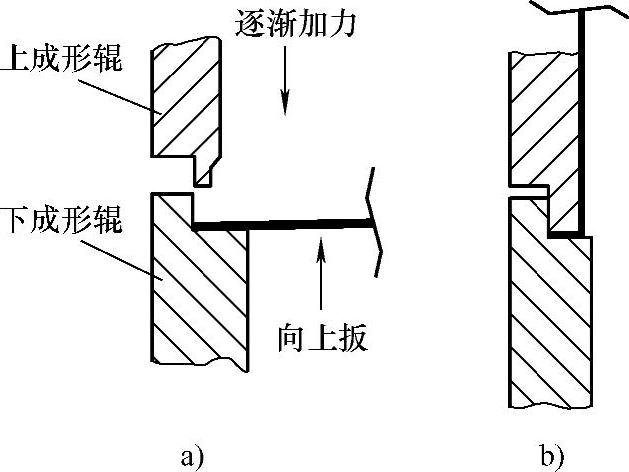
图6-40 单口成形过程
d.双口校圆操作。双口初成形形状不规整时,应进行校圆修正。操作时先将定位板定位,轻扳手柄使上成形辊逐渐加力,直至修正校圆为止。
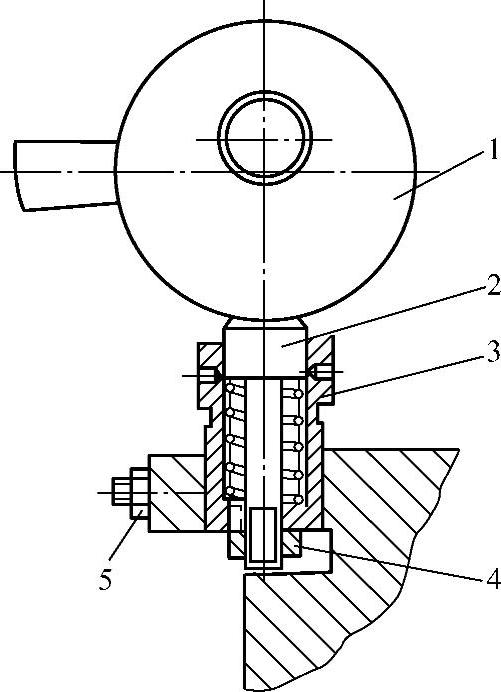
图6-41 咬口深度调整图
1—偏心轮 2—调节杆 3—调节套 4—螺母 5—锁紧螺母
e.咬口深度的调整(见图6-41)。当需要调整咬口深度时,首先松开锁紧螺母5,向里轻轻敲击锁紧销,使调节套3能自由转动,将Φ5mm小棒插入调节套小孔转动调节套。顺时针转动时咬口深度减小;逆时针转动时深度增加,但咬口深度不得超过设计标准。调整结束后拧紧锁紧螺母5。
f.偏心轮预压力的调整。由于圆风管有一条合缝时产生的“厚肋”,为使该部位顺利通过,咬口时需要适当调整螺母4,使压缩弹簧保持一定预压载荷。(https://www.xing528.com)
g.每班应在上梁顶部压注油杯和压下轮架导轨处加注润滑油;对于减速机,应通过油窗观察及时补充油量。
h.每年至少更换一次滚动轴承和减速机润滑油。
②按扣式弯管咬口机的使用与维护
a.根据加工板材的厚度和弯曲半径的大小,将自动导向调整螺栓调整至适当的位置,当板材厚度大于成形弯曲半径时,套筒里的弹簧对自动导向架的压力应加大,反之应减小。
b.板材边缘不符合规定或成形不呈直角时,可拧紧自动导向调整螺栓以加大压力。
c.下端折边工序和上端滚压孔工序,应按照板材厚度,先分别拧紧上、下端辊轮调整螺栓,然后再反拧90°左右。
d.如果辊轮螺栓拧得过紧,则在板材滚压成形后,将产生波浪形起伏,此时应将调整螺栓拧松,如果波浪较小,则可把自动导向架板调至停止位置,取出板材重新滚压,波浪形起伏即可消除。
e.工作时先将板材的边角在台板的槽口处折弯,送入下端主、副辊轮之间,然后再送入上端按扣的主、副辊之间。为了起步顺利,可微调上、下端辊轮的调整螺栓,同时在起步时加辅助力;在把所折的边送入主、副辊轮后,板料即可在自动导向架的作用下自动滚压。
f.当板料弯曲半径由很大突然过渡到很小时,要用手在自动导向架上加辅助力。
g.减速箱应保证一定的润滑油位,每半年更换一次润滑油。上、下主副辊轴轴承必须定期加注润滑油。
h.应及时清理辊轮上的镀锌皮,以免影响加工质量。
i.电动机应有接地保护装置。
③联合角弯管咬口机的使用与维护与按扣式弯管咬口机基本相同。
(5)多功能咬口机 多功能咬口机将两种或两种以上功能结合在一起,常用的有联合单平两用咬口机和联合弯管两用咬口机。
1)联合单平两用咬口机:联合单平两用咬口机综合单平咬口机和联合角咬口机功能特点,既能加工单平咬口,又能加工联合角咬口,如图6-42所示。
2)联合弯管两用咬口机:联合弯管两用咬口机综合联合角咬口机和联合角弯管咬口机的功能特点,既能加工联合角咬口,又能加工联合角弯管咬口,如图6-43所示。
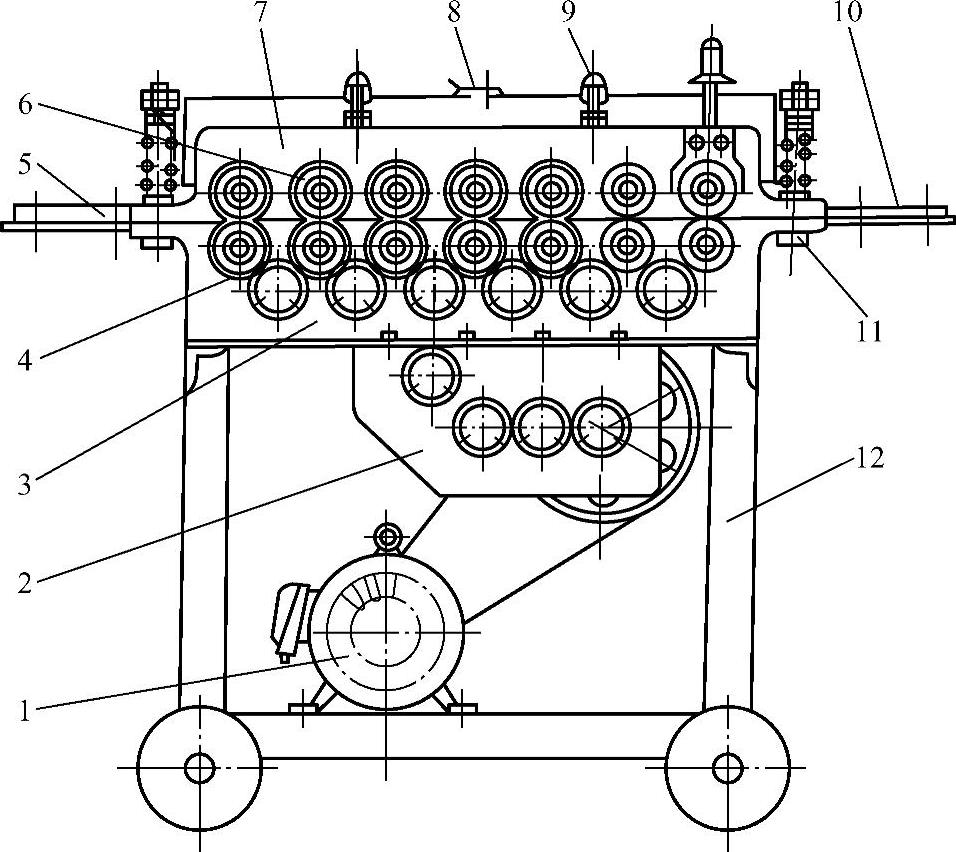
图6-42 XYZL0.5—1.2型全封闭箱式联合单平两用咬口机结构示意图
1—电动机 2—减速箱 3—下滚压箱 4—下辊 5—进料靠尺A(联合角)B(单平口) 6—上辊 7—上滚压箱 8—加油孔 9—调整螺杆 10—出料靠尺 11—压力调节杆 12—机架
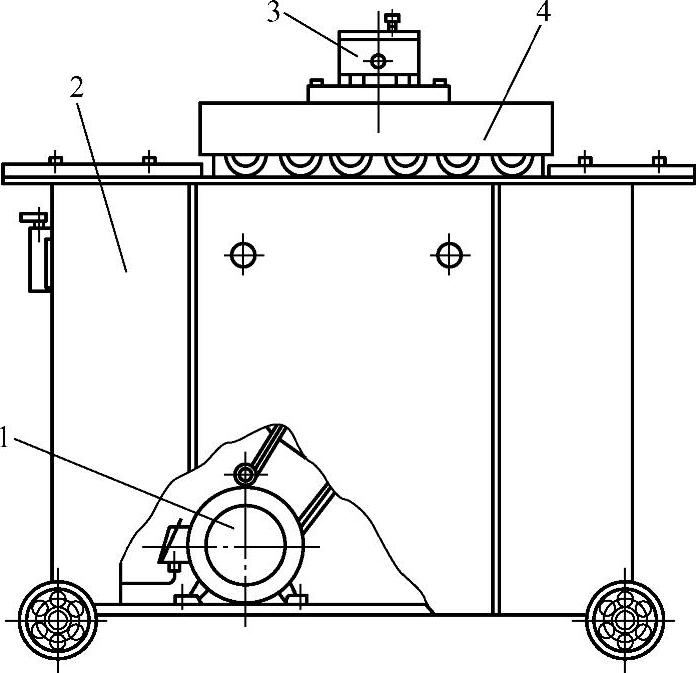
图6-43 XFJW—12型联合弯管两用
咬口机结构示意图
1—电动机 2—机架 3—弯头咬口机心 4—联合角咬口机心
2.焊接机械
焊接是利用焊件原子间产生的结合力实现连接的。焊接方法很多,按焊接过程的特点可分为熔焊、压焊和钎焊三大类。在风管和风管配件及部件的加工制作过程中,主要使用属于熔焊类的气焊和电弧焊,属于压焊类的点焊和缝焊及属于钎焊类的锡钎焊。这里仅介绍管道风管加工连接中常用的气焊设备和电弧焊设备。
(1)气焊设备 气焊是利用可燃气体在纯氧中燃烧时所产生的热量来熔化金属进行焊接。气焊常用的可燃气体是乙炔,所以又称为氧乙炔焊。进行气焊时连接部位被高温气体火焰加热到熔化状态。用气体火焰加热时被焊焊件的边缘熔化,焊件之间的间隙由填充焊丝填充。
气焊所用的设备由氧气瓶、减压器、乙炔发生器、回火保险器、焊炬和橡胶管等组成,如图6-44所示。
(2)电弧焊设备 在风管和风管配件及部件加工制作过程中,应用最多的电弧焊是焊条电弧焊;在不锈钢和铝板风管和风管配件及部件加工制作过程中,应用的则是氩弧焊。
1)焊条电弧焊设备。焊条电弧焊以外部涂有涂料的焊条作电极和填充金属。焊接时,电弧在焊条的端部和被焊工件表面燃烧,利用电弧产生的高温(6000~7000℃),使连接处的母材熔化(熔点一般在1500℃左右),此时焊条也逐渐熔化并熔入连接处,冷却后便将连接的母材凝结成整体,而在连接的部位就形成了焊缝。焊条电弧焊机有交流和直流两种。
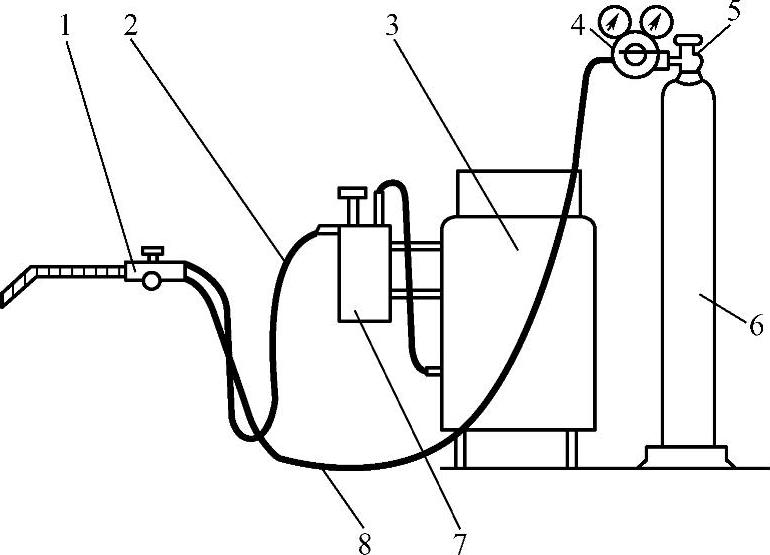
图6-44 气焊设备示意图
1—焊炬 2—乙炔管道 3—乙炔发生器 4—减压阀 5—瓶阀 6—氧气瓶 7—回火保险器 8—氧气管道
使用焊条电弧焊机时应注意以下事项:
①电焊机电源接入必须正确。
②在焊接作业前,要根据作业要求合理选用电焊机,并严格按电焊机铭牌上规定的技术数据使用,不准超载。
③电焊机不允许在高湿(相对湿度大于90%)和高温(周围空气温度高于40℃)以及有害的工业气体、易燃或易爆物附近进行焊接作业。
④焊接电流调节或变更频繁时,必须在空载状态下进行。
⑤多台电焊机集中使用同一接地装置时,必须采取并联,严禁串联。焊接作业未结束前不准随意拆除接地线。
⑥在同一现场使用多台电焊机时,电焊机必须分别接在三相电路上,以使三相负载平衡。
⑦不允许电焊机长时间处于短路状态,特别要注意的是在非焊接时不要使焊钳与焊件直接接触,避免造成人为短路。
⑧使用电焊机时,应注意防雨水和防潮湿。焊接时若电缆线长度不够,不允许采用钢板和钢筋等搭接的方式来代替焊接电缆。
2)氩弧焊设备。氩弧焊是以氩气作为保护气体的熔焊。按所用电极的不同,其可分为不熔化电极和熔化电极两种。常用氩弧焊机有WS系列晶闸管直流氩弧焊机、WSE系列交直流氩弧焊机和WSM系列逆变式直流脉冲氩弧焊机。
3.塑料焊接设备
硬聚氯乙烯塑料风管和风管配件及部件主要采用电热焊枪焊接,板厚在10mm以上时,可采用热挤压电阻焊。焊接的方法是将塑料加热到190~200℃,使之成为塑性流动状态,在不大的压力下使之相互黏合。
(1)硬聚氯乙烯塑料焊接机 硬聚氯乙烯塑料焊接机如图6-45所示。其主要由空气压缩机、空气过滤器、热风焊枪、调压变压器和输气胶管等组成。
焊接时,连接的板材或管材应做坡口,坡口形式可根据设计规范或标准图册选用。坡口角度要合适,焊缝处要平直,背面应留0.5~1mm间隙。
塑料焊接场地要通风良好,操作人员要戴上防护用品,电气部分要接地良好。
(2)硬聚氯乙烯塑料对挤焊机 硬聚氯乙烯塑料对挤焊机是一种硬聚氯乙烯塑料直缝焊接设备,其焊接的焊缝强度高,不需焊条,焊接速度快,质量好。
聚氯乙烯塑料对挤焊机主要由电加热器、平台及夹具、传动机构、电源和温控系统等部分组成。
4.铆接机械
铆接是利用铆钉将工件连接在一起的连接工艺,属于永久性机械连接。铆接可有效地连接绝大多数材料。铆钉及铆接装配的价格较低。铆接的局限性是铆钉的疲劳强度比螺栓和螺钉的小,大的拉伸负载可将铆钉头拉脱,剧烈的振动会使接头松弛。
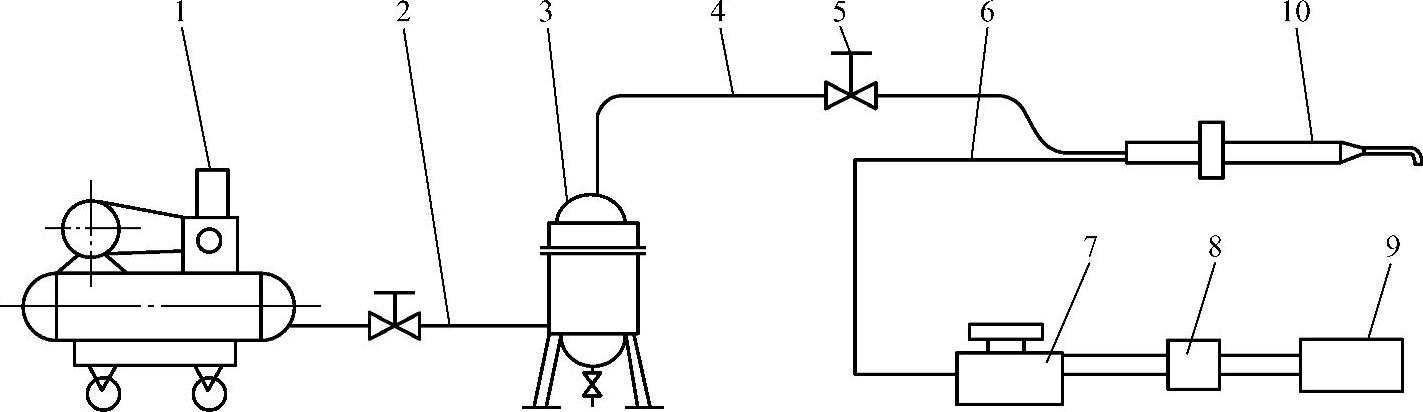
图6-45 硬聚氯乙烯塑料焊接机及连接方式
1—空气压缩机 2—供气管 3—空气过滤器 4—气管 5—控制阀 6—电源线 7—调压变压器 8—漏电保护器 9—电源 10—热风焊枪
铆接可采用冷铆和热铆。铆接机械按压力供给类型分为手动铆接器、电动拉铆枪、气动铆接机和液压铆接机。这里仅介绍风管加工连接中常用的手动铆接器、电动拉铆枪。
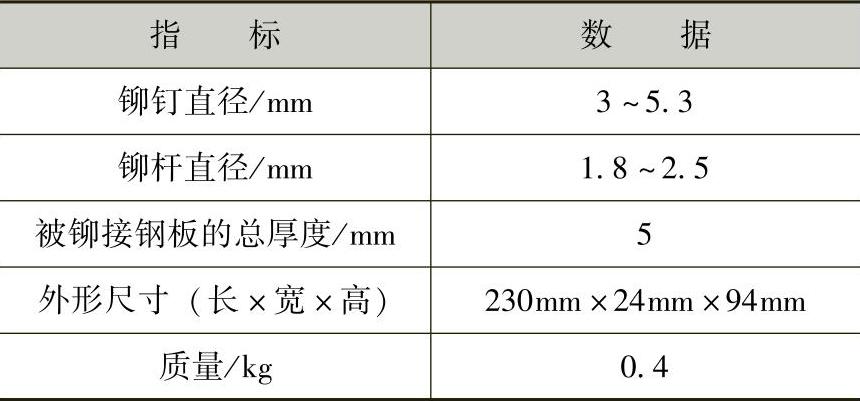
(1)手动铆接器 手动铆接器又称为拉铆钳,专用于铆接薄钢板,使用带插杆的专用铆钉。手动铆接器的外形如图6-46所示。其主要技术数据见表6-6。
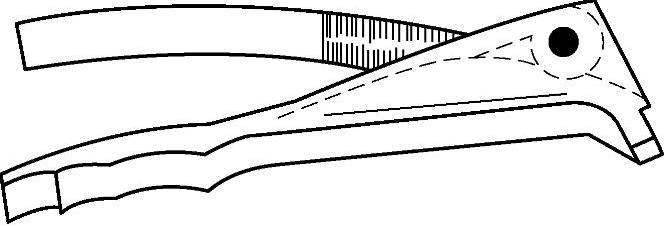
图6-46 手动铆接器外形
表6-6 手动铆接器主要技术数据
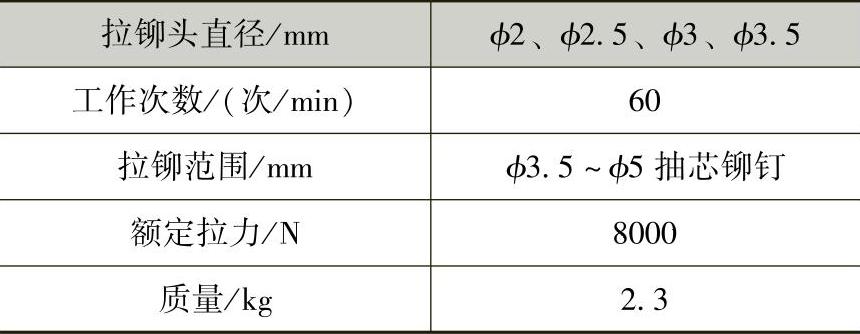
(2)电动拉铆枪 电动拉铆枪(见图6-47)用于固定抽芯铆钉,主要由电动机、齿轮机构、离合器及拉铆机构等组成。电动拉铆枪的主要技术参数见表6-7。
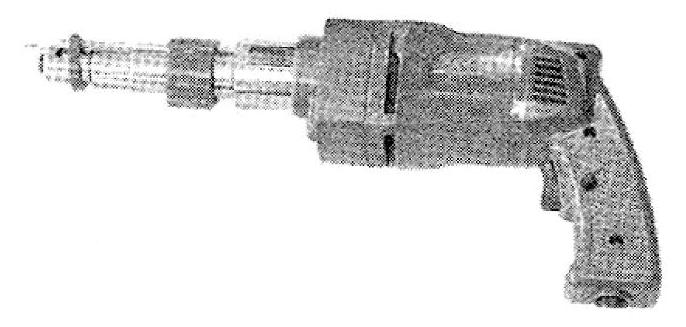
图6-47 电动拉铆枪
表6-7 电动拉铆枪的主要技术参数
使用电动拉铆枪时,先在铆接部位钻好孔,放入抽芯铆钉,然后将枪头套住铆钉轴,靠在被铆接处,通电拉上离合器,拉断铆钉轴,风管被铆钉固定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。