



从结构上看,气缸盖属于典型的六面体件,每个面上都有加工内容。因此,气缸盖的加工一般遵循先粗后精、先面后孔的原则,其加工内容主要包括铣面、钻孔、攻螺纹、扩孔、镗孔、铰孔等。
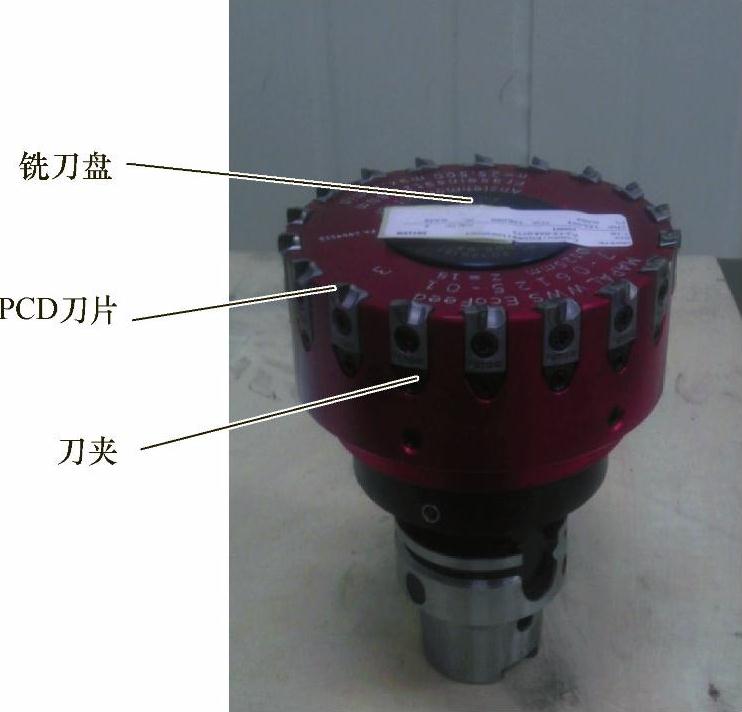
图2-45 PCD铣刀
1.铣面
铣面使用的刀具是面铣刀,铝合金铣削用得最多的是PCD铣刀,其加工效率非常高,如图2-45所示。一个铣刀盘上可以装夹多个PCD刀片,刀片的高度可以通过刀夹上的调节螺钉进行调整,从而将不同刀片的高度差控制在一定范围内,保证被加工表面有良好的表面质量。
2.钻孔
钻孔使用的刀具是钻头,铝合金钻孔一般使用带内冷的硬质合金钻头,而且为了提高加工效率,减少刀具数量,降低刀具成本,一般会将孔口的倒角复合在钻头上面,如图2-46所示。
3.攻螺纹
攻螺纹使用的刀具是丝锥,根据丝锥材料可分为普通高速钢丝锥、粉末冶金高速钢丝锥和硬质合金高速钢丝锥,根据加工方式可分为挤压丝锥和切削丝锥,根据切削方式可分为内冷丝锥和外冷丝锥。铝合金加工使用较多的是内冷粉末冶金高速钢丝锥,如图2-47所示。

图2-46 硬质合金钻头(https://www.xing528.com)

图2-47 内冷粉末冶金高速钢丝锥
4.扩孔
在气缸盖毛坯铸造的时候,会根据产品的设计铸造出一些预铸孔,但由于铸造工艺的问题,这些预铸孔的精度达不到产品设计要求,此时就需要在预铸孔的基础上进行扩孔,对毛坯孔的精度进行修正。扩孔使用的是扩孔刀,如图2-48所示。
5.铰孔
在孔的加工中,如果精度等级在IT6级、IT7级和IT8级,则一般会使用PCD铰刀进行精加工,可以保证被加工孔良好的粗糙度、圆柱度和尺寸精度,如图2-49所示。

图2-48 扩孔刀

图2-49 PCD铰刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。