



想一想
曲轴外圆磨床有哪些特点?
1.曲轴外圆磨床的结构
曲轴外圆磨床如图3-17所示。
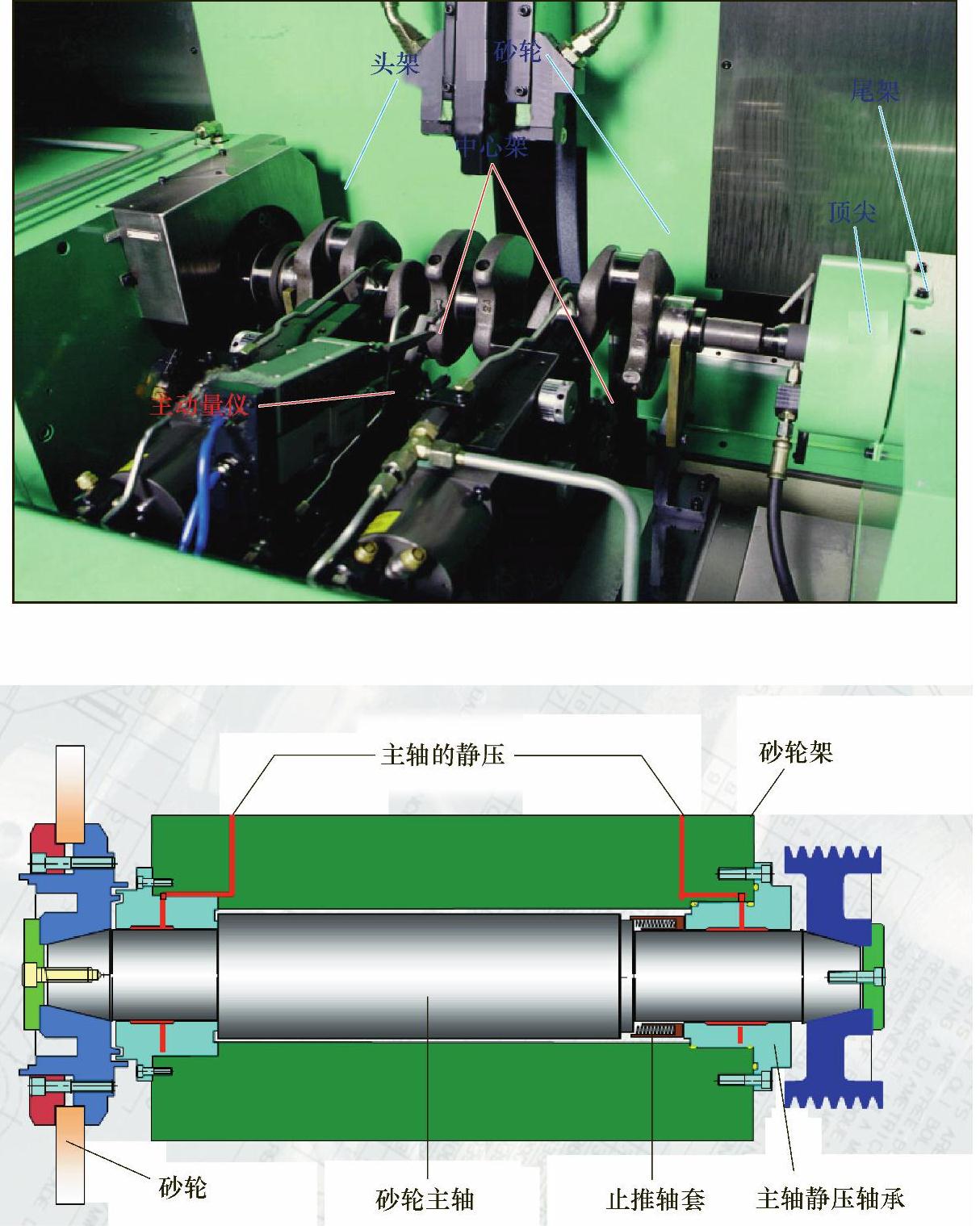
图3-17 曲轴外圆磨床
2.曲轴外圆磨床的使用
(1)头架和尾架的使用规定 曲轴外圆磨床中工件的头架和尾架规定:面对着机床的操作方向,工件的头架在左手边,工件的尾架在右手边。对于所有的曲轴外圆磨床而言,砂轮的旋转方向与工件的旋转方向一定要相同,而且从机床尾架向头架方向看,砂轮与工件均以逆时针方向旋转。
(2)曲轴主轴颈磨削循环过程 曲轴主轴颈磨削循环过程:上料→尾架死顶尖进,并完成曲轴的径向定位(连杆颈磨床还需要角向定位)→工件开始旋转→砂轮架快进(此时砂轮主轴已旋转)、冷却液打开→粗磨(粗磨一定的余量以后,主动测量仪开始工作)→粗磨结束,主动测量仪发出信号→砂轮架稍退→中心架进→砂轮架前进,进入半精磨→半精磨结束,主动测量仪发信号→精磨→精磨结束,主动测量仪发信号→光磨(此时,砂轮架停止进给,但工件和砂轮都继续旋转)→当主动测量仪测量的直径达到设定值时,主动测量仪发信号,光磨结束→砂轮架慢速稍退开工件(一般约为2mm)→砂轮架快退到原位、冷却液关闭,同时中心架和主动测量仪退→尾架顶尖退→下料。
(3)曲轴外圆磨床的光磨工艺 光磨又称为无火花磨,在此磨削阶段,工件在低速旋转,砂轮只作高速旋转,但砂轮不进给(说明:磨床中进给运动是靠砂轮向工件的逼近来实现的)。理论上,由于砂轮不进给就看不到磨削火花,所以称为无火花磨。由于无火花磨可以提高圆度,所以又称为光磨。但实际上,由于工件和砂轮主轴的刚性、振动原因,还是会有一点点火花的,所以光磨阶段的时间越长,被磨削的工件直径会很慢地变小。
(4)中心架及其分类 中心架的作用是抵消磨削时砂轮施加给工件的径向力和切向力,提高工件的圆度和跳动。中心架有液压跟踪式,也有伺服电动机跟踪式。在中心架进入工作之前,砂轮架一般要后退一定的距离,一般约为2mm。这样做的原因是中心架接触工件后会将工件向砂轮架方向推,工件可能会挤裂砂轮。在中心架接触工件以后,砂轮架又开始进给磨削。(https://www.xing528.com)
(5)磨削后的裂纹检查 磨削后一般要检查磨削轴颈表面是否有磨削裂纹,常用荧光磁粉探伤机进行检查。采用了磁力线原理,先把探伤机的磁悬液(由磁粉与机油配制)浇淋到工件表面,然后对工件进行纵向和周向通电形成磁场,由于工件被磁化,磁悬液的磁粉会被吸附在工件表面上,犹如一条条磁力线。然后,用荧光灯检查工件表面是否有裂纹,磁力线断开处即表示有裂纹。检查结束后要对工件反向通电,即形成反向磁场,确保工件的剩磁量在许可范围内。
(6)磨床的修整装置 磨床需要修整装置(图3-18),不管是CBN砂轮还是普通砂轮,都必须有修整机构,修整工具有三种结构形式:金刚滚轮、金刚刀和金刚笔(金刚笔应用得较少)。陶瓷砂轮修整时的修整深度一般粗修约为0.05mm/次,一般精修约为0.02mm/次。修整工具之所以选择金刚石,是因为它是自然界最硬的。
(7)砂轮的在线动平衡仪 砂轮的在线动平衡仪的作用是减小砂轮的振动,从而可以改善轴颈表面粗糙度、轴颈圆度、圆柱度和轴颈的直线度等。常用的砂轮在线动平衡仪产品有美国的SBS平衡仪和意大利马波斯的动平衡仪。在选择动平衡仪时主要考虑的参数是砂轮的直径和宽度。
(8)磨削烧伤现象 磨削表面不允许存在烧伤。表面烧伤现象是指磨削表面存在发黄、发黑的外观特征,产生的主要原因如下:
1)磨削时砂轮进给量太大。
2)冷却液的压力和流量过小,有时是冷却喷嘴位置不合适造成的。
3)砂轮在修整时修整参数不合适,如金刚刀、金刚笔和金刚滚轮在修整过程中进给速度太慢,修整深度太小。
4)与砂轮的粒度、硬度、磨料和组织等有关。
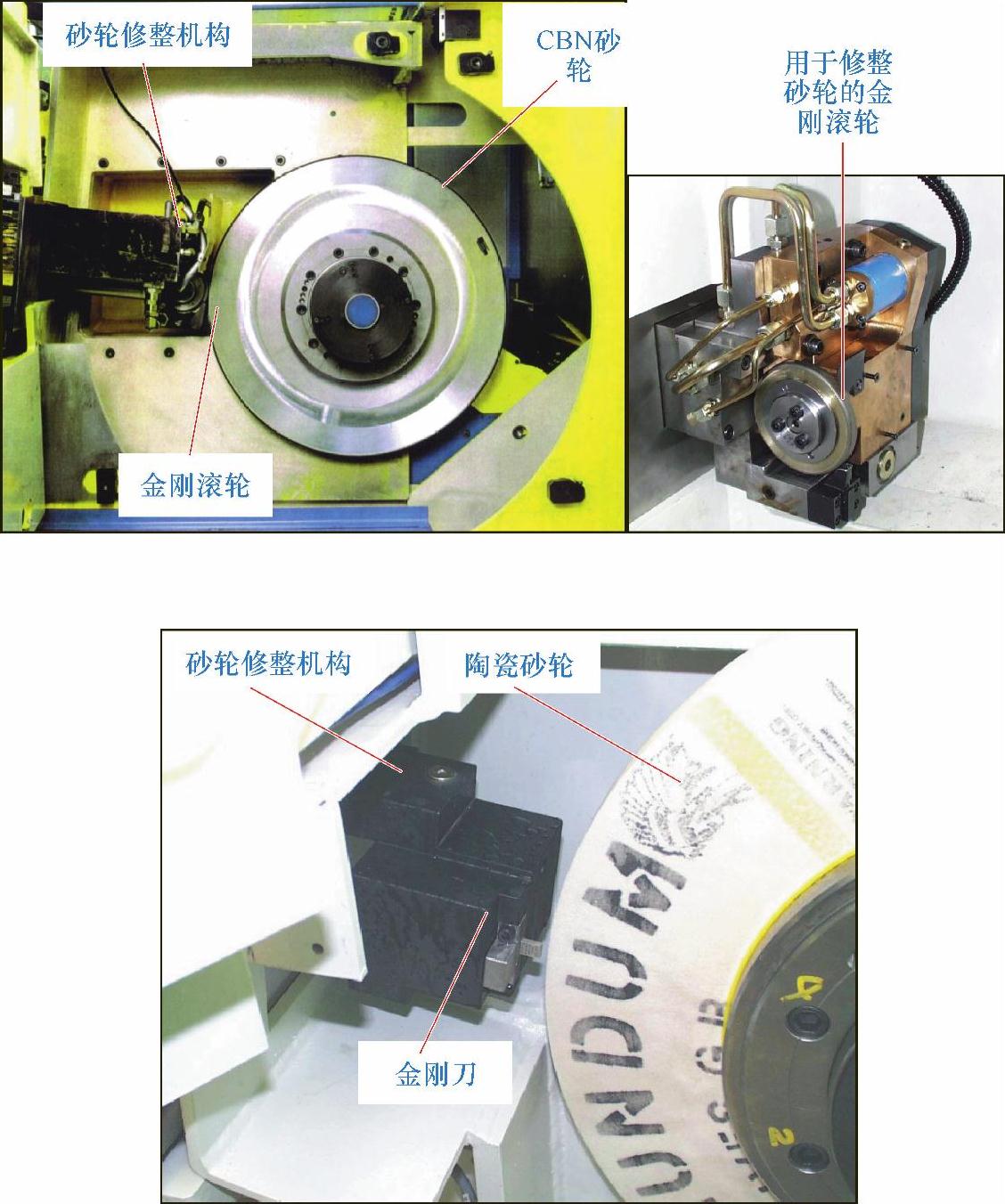
图3-18 磨床修整装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。