



焊缝无损探伤的方法有多种,是焊缝质量检验时经常使用的。各种方法在检查缺陷方面各有所长,也各有所短,检查缺陷的对象不同,发现缺陷的灵敏度也不一样。因此在选用无损探伤方法时,必须充分考虑必要性、现实性和可靠性,同时还要考虑目前的检验水平、检查周期和经济效益等诸多因素。
常用的无损探伤方法比较如下。
(1)磁粉探伤。
1)用于铁磁性金属表面粗糙度6.3μm的探伤。原则上不受具体厚度限制,取决于磁化电流和磁场强度。
2)通过观察磁粉在工件表面的排列情况,探测出表面及近表面微小缺陷,来确定缺陷的位置、形状及长度。
3)灵敏度取决于磁化方法、磁化电流种类及大小、缺陷潜伏深度、磁粉粒度、材料性能及表面粗糙度等。
4)优点是灵敏度高,速度快,能直观显示缺陷,操作方便。缺点是不能检验非磁性材料,不能发现较深的内部缺陷,表面加工要求高,难以确定缺陷深度。
(2)涡流探伤。
1)用于各种金属工件探伤。不受厚度限制,探测深度取决于交流电在金属中渗入的厚度。
2)通过仪表指示,观察涡流的变化以发现表面及近表面缺陷,来确定缺陷的位置及范围。
3)灵敏度取决于金属性质及交流电频率。
(3)渗透探伤。
1)用于各种金属工件表面粗糙度6.3μm的探伤。不受厚度限制。
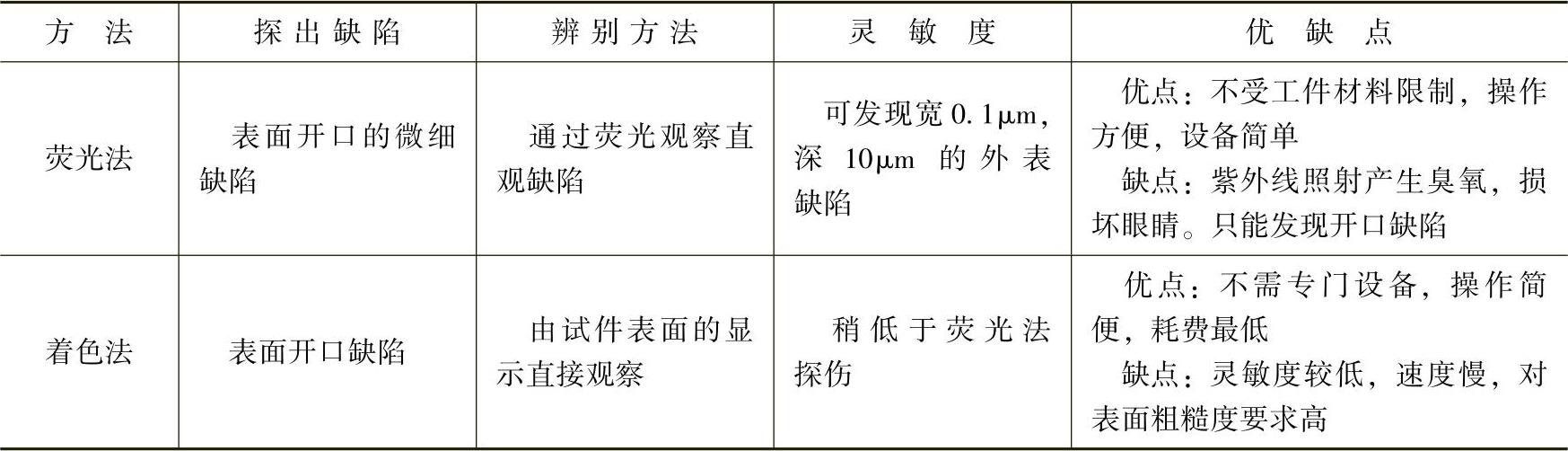
2)渗透探伤方法的分类见表2-20。
表2-20 渗透探伤方法的分类
 (https://www.xing528.com)
(https://www.xing528.com)
(4)射线探伤。
1)用于金属或非金属工件的探伤,无特殊加工要求。
2)通过照相底片观察表面及内部缺陷,来确定缺陷的性质、位置、形状、大小。
3)射线探伤有X射线探伤和γ射线探伤。
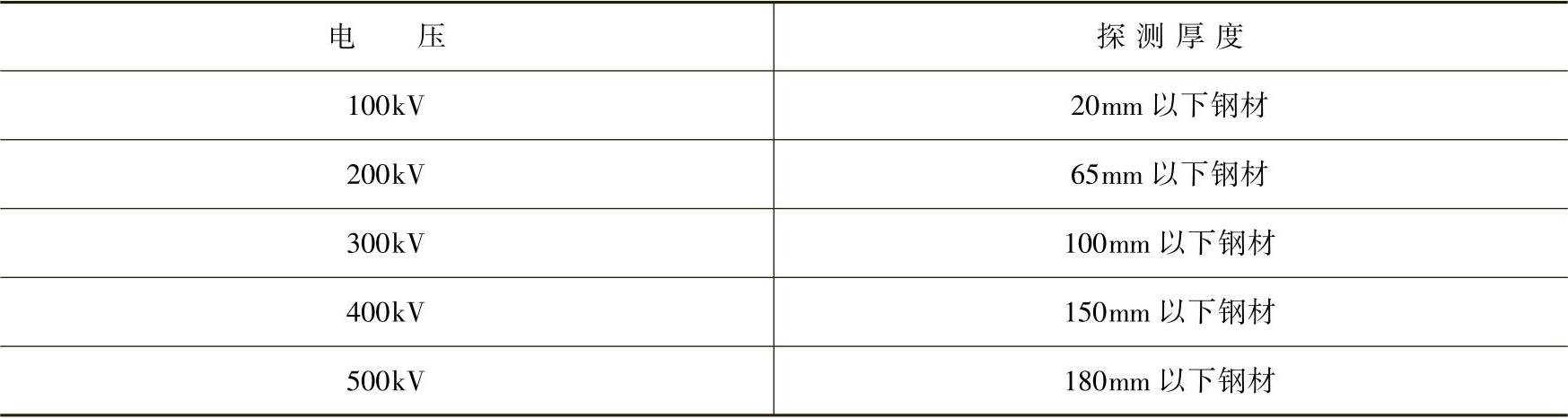
①X射线探伤。灵敏度可达到厚度的1%,X射线探伤电压与探测厚度的关系见表2-21。
表2-21 X射线探伤电压与探测厚度的关系
X射线探伤的优点是透视灵敏度高,能保存永久性的缺陷记录、不受材料形状限制。缺点是费用高、设备较重,不能发现与射线方向垂直的微小线性缺陷,透照厚度较γ射线小,有安全防护要求。
②γ射线探伤。灵敏度通常为厚度的3%~5%。探测厚度取决于射线源的剂量大小,一般在300mm以下。优点是比X射线设备轻便,不易损坏,透照厚度范围较大。缺点是灵敏度低、曝光时间长、安全防护要求高。
(5)超声波探伤。
1)用于简单形状的任何材料或工件,表面粗糙度不高于6.3μm的探伤。探测厚度随材料不同而异,锻钢可达1000mm以上,为现有探伤方法中深度最大的。
2)通过由图形上信号的变化确定缺陷的有无。
3)灵敏度高且不随工件厚度的变化而变化。
4)优点是适用范围广,灵敏度高,对人体无害,运用灵活,即时可得出探伤结果,能对正在运行的设备进行探伤。缺点是只能检验简单形状的工件;表面要求较高;不能确定缺陷的性质及准确尺寸;其准确程度取决于探伤操作人员的经验;不能保留永久性的探伤记录。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。