



1.弯曲前的准备
钢筋弯曲前,应对照图样或标准图集复核加工钢筋的规格、牌号、形状和各部尺寸。
2.在钢筋上画线
也就是根据钢筋配料单上的各部尺寸,在钢筋上用石笔进行画线标注。画线时,应结合钢筋的弯曲类型、弯曲角度、伸长值,以及扳距等因素进行综合计算,然后将计算的结果依次进行量测标注。如一根直径20mm、长4500mm钢筋,需要加工成弯起钢筋,这时可按下列步骤进行画线:
(1)量出钢筋的中点,在中点画第一道线(2250)。
(2)取中间段的1/2并减去0.3d,得出结果画第二道线。2250-0.3×20=2244mm。
(3)取斜段长566mm并减去0.3d。得出结果画第三道线。566-0.3×20=560mm。
(4)取直线段900mm减弯钩增加长度,得出结果画第四道线。900-5×20=800。
以上各线段为钢筋的弯曲点线,弯曲钢筋时即按这些点进行弯曲,如图2-12所示。

图2-12 钢筋加工时的画线
3.弯曲
在成批钢筋正式弯曲前,首先应进行试弯操作,应对每个类型的钢筋试弯一根,然后检查其各段尺寸,符合要求后,再成批加工。
在弯曲过程中,应特别注意扳手与扳柱之间的净距,一般情况下,扳距大小主要取决于钢筋直径和弯曲角度。当弯曲角度为45°时,扳距为所弯钢筋直径的1.5~2倍;90°时为2.5~3倍;135°时为3~3.5倍;180°时为3.5~4倍。扳距与弯起点线的关系如图2-13所示。
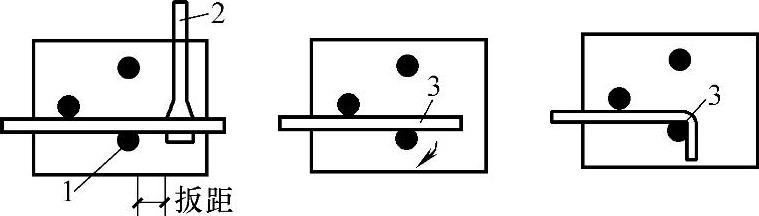
图2-13 扳距与弯起点线的关系
在弯曲钢筋时,钢筋必须在工作台上放平,手拿扳子要托平,不能上下摇摆,以免弯曲的钢筋发生翘曲变形。(https://www.xing528.com)
在卡钢筋时要掌握好扳距,弯曲点要准确,以保证成型后的弯曲形状及尺寸准确无误。
螺纹钢筋的纵肋往往有扭曲现象,在弯曲时一定要根据扭曲的情况去卡放扳子,注意扳距,同时掌握好弯曲位置。
钢筋弯曲成型时,要将钢筋的一个末端的弯钩进行最后弯曲,以便把配料时的某些尺寸误差留在弯钩内。
对于弯曲形状较为复杂的钢筋加工,应按照图样设计先放1∶1的大样图,然后依大样图进行加工弯曲。
对于HRB335级别及其以上的钢筋,因弯曲时未注意将钢筋超弯时,不能再回弯。
4.弯曲成型质量
钢筋弯曲成型后,应对其弯起质量进行检查。
弯起后的形状应正确,平面上不准有翘曲不平的现象;弯曲处不能有裂缝。
箍筋的一般弯钩形式为直钩,其平直部分等于或大于箍筋直径的5倍;如在抗震设防地区,应为135°的弯钩,其平直部分等于或大于箍筋直径的10倍,如图2-14所示。
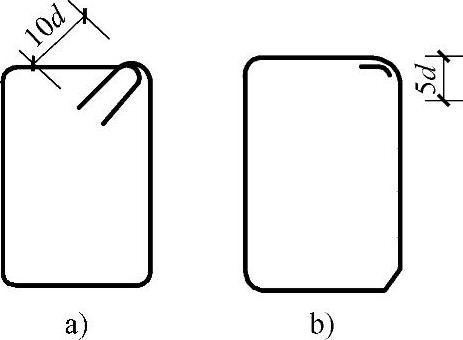
图2-14 箍筋结构形式
a)抗震结构 b)一般结构
钢筋弯曲成型后的尺寸偏差应符合下列要求:
(1)受力钢筋全长净尺寸为±10mm。
(2)弯起点位移为20mm,弯起高度为±5mm。
(3)箍筋边长为±5mm,并且对角不能产生偏斜现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。