



1.铸钢节点
首先,将各不相同的铸钢节点按一定的截面规格分解成标准模块,然后将标准模块按最终形状组合成模,再加以浇筑成型。这种创造性的改变对应于不同形式的节点,需加工不同模型的思路,可大大节省模型制作时间及费用,非常适合类似阳光谷这种具有一定量化且又不尽一致的铸钢节点。
其次,采用高密度泡沫塑料压铸成标准模块,利用机器人技术进行数控切割和数控定位组合成模,可大大提高模型的制作加工精度及效率,如图4-50和图4-51所示。
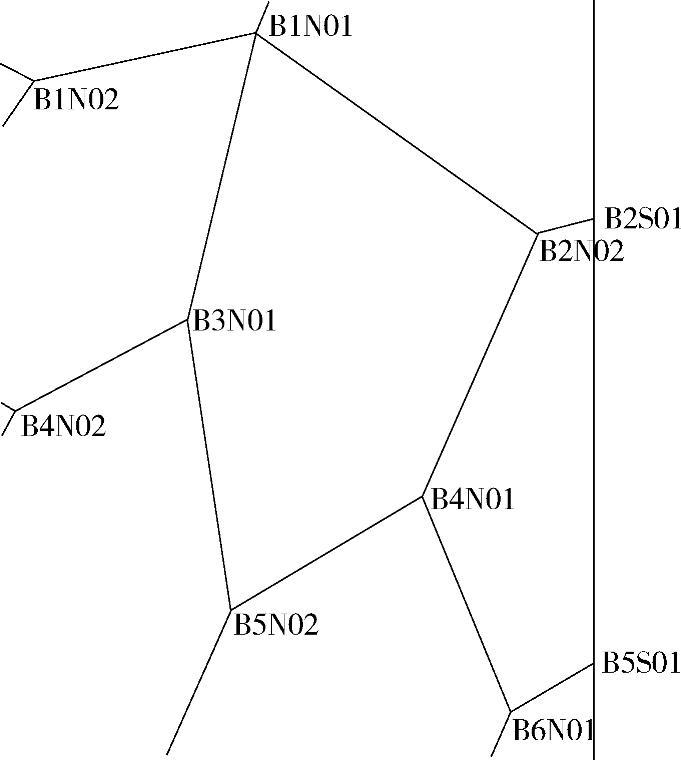
图4-49 节点编号示意图
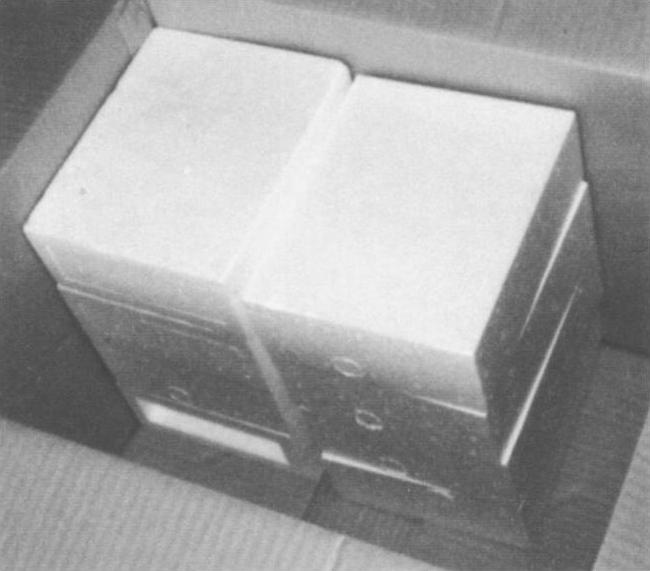
图4-50 泡沫塑料块
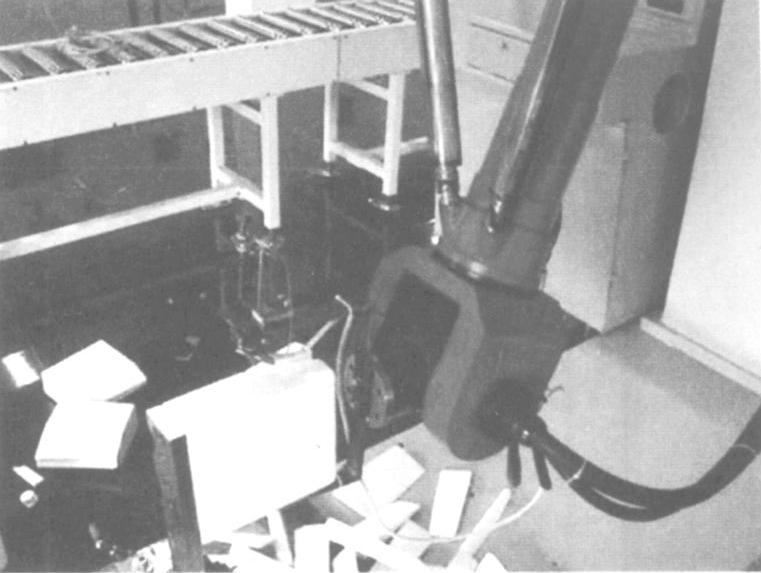
图4-51 机器人数控切割
然后,采用熔模精密铸造工艺(消失模技术),提高铸件尺寸精度和表面质量。一般的砂型铸造工艺无论尺寸精度还是表面质量都达不到阳光谷要求,且节点形状复杂,难以进行全面机械加工。选择熔模精密铸造工艺,如图4-52和图4-53所示。
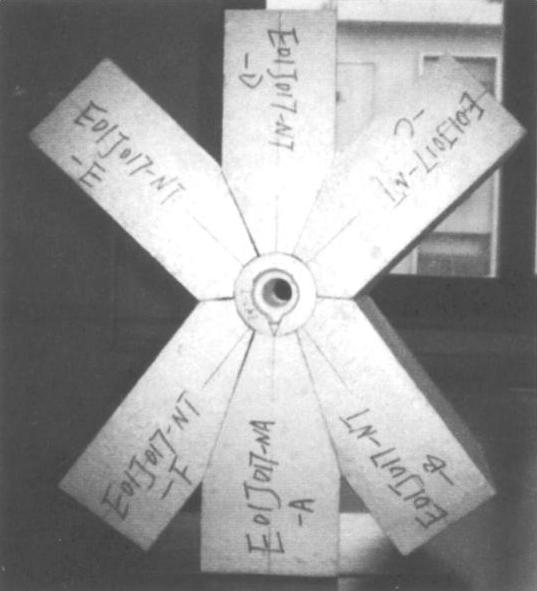
图4-52 节点泡沫塑料模型
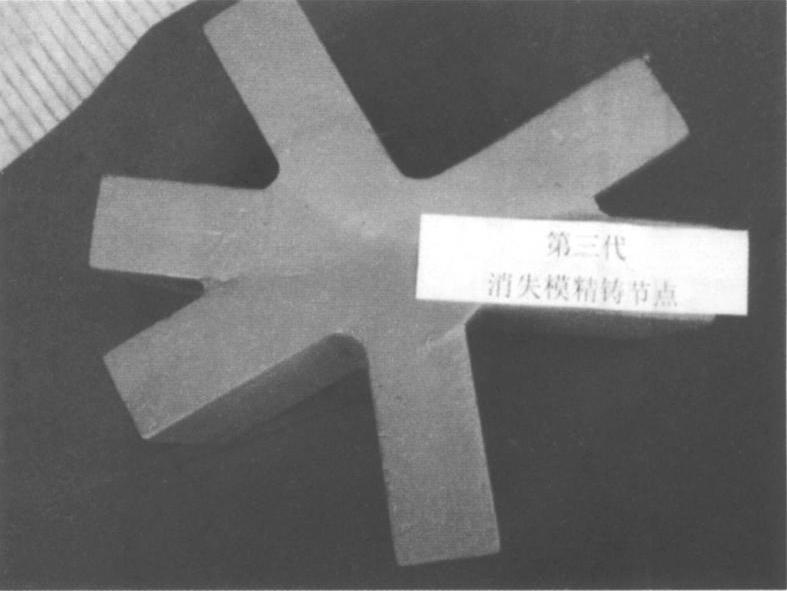
图4-53 铸钢节点
钢结构实心铸钢节点各不相同,若采用传统的模型制作工艺,需加工相同数量的模型。每个模型都需要先制作一副铝模再压制成蜡模或塑料模型,通常每副铝模制作周期约2星期,且只能使用一次,光模型制作时间对工程进度来说就是相当大的制约,无法满足施工要求。若采用组合成模技术,按不同截面划分为12种形式,则节省模具数量和模具费用,时间上也会大大节约。
2.焊接节点(https://www.xing528.com)
焊接节点按照加工工艺主要分为两类:散板拼接焊接节点和整板弯扭组合焊接节点。
散板拼接焊接节点主要是将节点分散为中心柱体和四周牛腿两大部分,如图4-54所示,分别加工,最后组拼并焊接形成整体。首先将节点的每个牛腿按照截面特性做成矩形空心块体,然后利用机器人进行精确切割,形成基础组拼件。
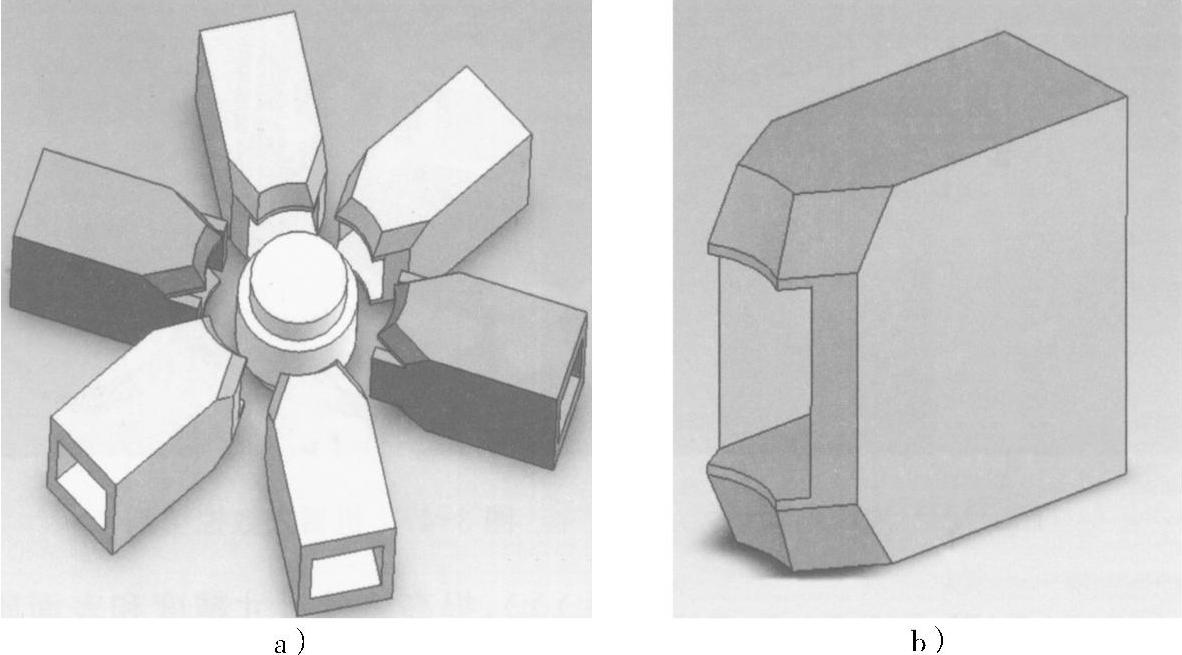
图4-54 散板拼接焊接节点
a)节点散件 b)加工过的节点牛腿
在完成了节点所有基础组拼件的加工后,需要组拼并焊接,形成完整节点。如图4-55所示,焊接主要分为两个步骤:打底焊以及后期填焊;整个过程必须保证焊接的连续性和均匀性。整板弯扭焊接主要是将节点的上下翼缘板分别作为一个整体,利用有关机械进行弯扭以保证端部能够达到设计要求的位置,之后再将节点的腹板和构造板件组合进行整体焊接。
在完成节点的制作过程以后需要对节点的断面进行机加工处理。阳光谷作为曲面、异型精细钢结构,其加工精度较常规钢结构来说要求更高。尤其是节点牛腿各端面,其精度将直接影响到安装的精确性。这一指标需要作为重点控制内容。
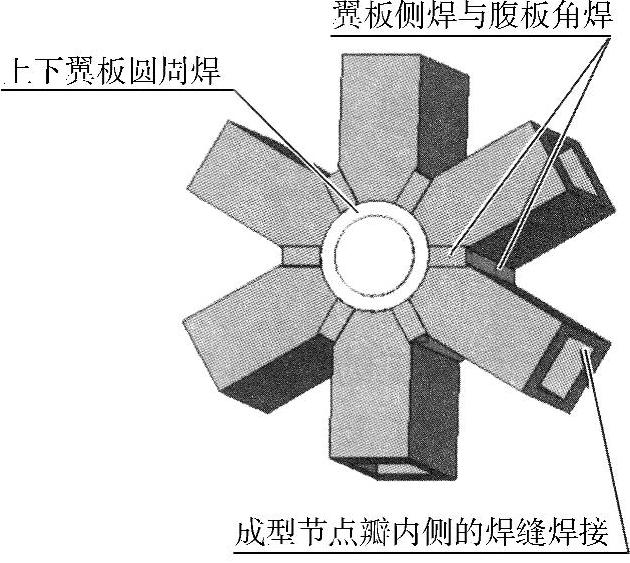
图4-55 节点焊缝示意图
1)节点在组装、焊接、机加工与三坐标检测时采用统一基准孔和面,在加工过程中应保护基准面与孔不损坏。
2)节点端面机加工在专用机床进行,在加工前仔细对节点编号与加工数据编号进行校合,核对准确后按节点加工顺序规定加工。若采用五轴数控机床,其经济性和加工周期难以保证,因而采用设计的专用机床,既保证了加工精度,也保证了加工周期,如图4-56所示。

图4-56 端面加工专用机床
钢结构工程,加工过程实现数字化精密加工,成本会逐渐下降,以后BIM与数字化加工的整合也将普及。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。