



手工矫正是以手工操作锤子、抵铁、拍板等工具,对变形的板施加外力,来达到矫正变形的目的。手工矫正简便灵活,一般用于薄钢板、小型型钢和小型结构件的局部变形的矫正。目前在我国汽车钣金修理作业中,手工矫正仍然是主要方法。
1.板料中间凸起变形的矫正
要点
如图6-68所示,将板料凸面向上放在平台上,一手按住板料,一手持锤子敲击。
敲击应由板料四边缘开始,逐渐向凸起中心靠拢。
敲击时,边缘处锤击力要重,击点密度要大,越向凸起中心,锤击力逐渐减小,击点密度逐渐变稀。
板料基本矫正后,再用木锤进行一次调整性敲击,以使整个组织舒展均匀。
2.板料四周呈波浪变形的矫正
要点
如图6-69所示,将板料置于平台上,一手按住板料,一手持锤子敲击。
敲击时应由板料中间开始,击点逐渐向四周边缘扩散,由密变疏。
敲击时,中间敲击力要重,逐渐向四周变轻。
板料基本矫正后,再用木锤进行一次调整性敲击,以使整个组织舒展均匀。
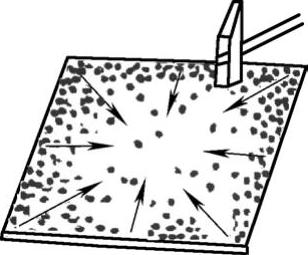
图6-68 薄板中间凸起变形的矫正
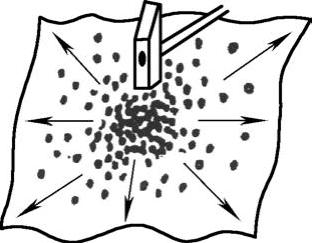
图6-69 薄板四周呈波浪变形的矫正
3.板料对角翘曲的矫正
如图6-70所示,矫正敲击应先沿着没有翘曲的对角线开始,依次向两侧伸展,使其延伸而趋于平整。
4.板料曲面凸鼓变形的矫正
如图6-71所示,首先使锤子与抵座中心对正,然后进行敲击修整。
要点
握锤子的手不宜过于紧握,以手腕的力敲击。敲击的速度以(80~100)次/min左右为宜。(https://www.xing528.com)
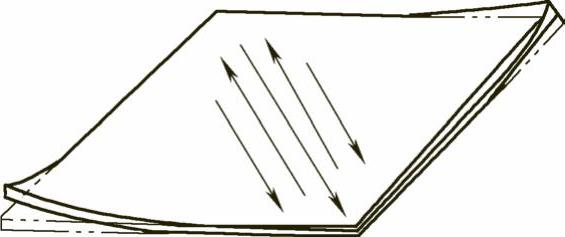
图6-70 薄板对角翘曲的矫正
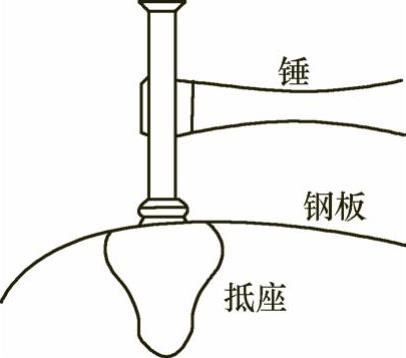
图6-71 曲面凸鼓变形的矫正
5.板料曲面凹陷变形的矫正
如图6-72所示,抵座应放在稍偏于锤击处,锤击点为凹凸不平表面的较高部位,抵座位于较低部位。
要点
锤子的敲击逐渐将凸起部分的端部向下压,抵座的压力使凹陷部分趋于平整。
6.板料的拍打矫正
如图6-73所示,若板料有微小扭曲时,可采用拍板拍打矫正。
要点
取一长度不小于400mm,宽度不小于40mm,厚度为3~5mm的拍板,在板料上拍打,使板料凸起部分受压缩短,张紧部分受拉伸长,从而达到矫正的目的。
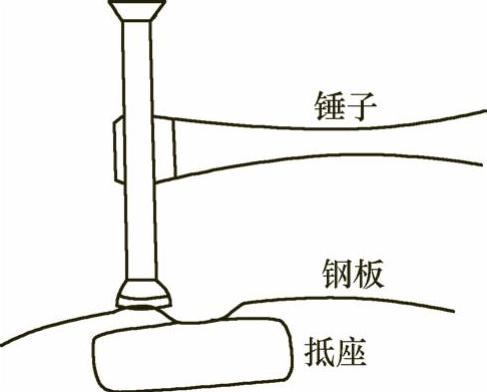
图6-72 曲面凹陷变形的矫正
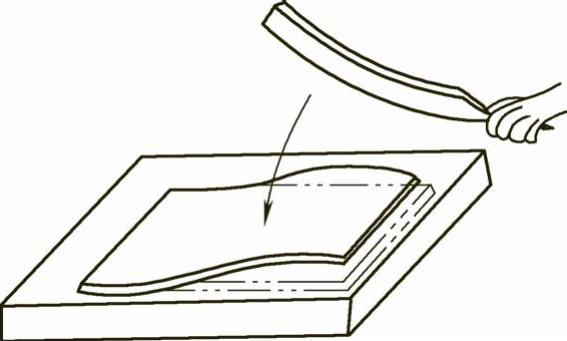
图6-73 薄板料的拍打矫正
薄板的矫正难度较大。
要点
矫正前,要分析并判明薄板的纤维伸长或缩短部位。
矫正中,要随时观察板料的形状变化,有针对性地改变锤击点和力度。当板料基本敲平后,再用木锤作一次调整性敲击,使整个板面纤维舒展均匀。
矫正后,用手按揿板料各处,若不发生弹动,说明板料已与平台贴紧、矫平。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。