



以桑塔纳2000GSi发动机为例,连杆组的检修过程如下:
1)检查连杆轴向间隙。连杆轴向间隙的检查如图2-63所示。连杆的轴向间隙磨损极限值为0.37mm。
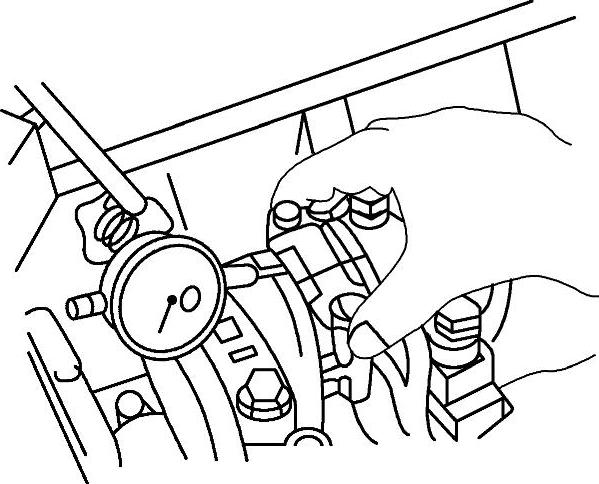
图2-63 检查连杆轴向间隙
2)检查连杆径向间隙。检查连杆径向间隙时,可用塑料间隙测量片对装好的发动机进行检查。具体测量方法如下:
①拆下连杆轴承盖,清洁连杆轴承和轴颈。
②将塑料间隙测量片沿着轴向置于轴颈和轴承上。
③装上连杆轴承盖,并用30N·m力矩紧固螺栓,不要转动曲轴。
④拆下连杆轴承盖,测量压扁后塑料间隙测量片的厚度,与规定值相比较。连杆径向间隙应为0.024~0.048mm,磨损极限值为0.12mm。
⑤径向间隙在装配完毕的发动机上进行检查,则螺栓允许重复使用一次,但必须在螺栓头上做标记,有此记号的螺栓下次必须更换。
⑥安装轴承盖时,在轴承盖螺母接触面涂机油,并用30N·m的力矩紧固,接着再转动180°。
3)检查连杆的弯曲量和扭曲量。使用连杆检验器,把活塞销试装到连杆上,再把连杆大端装到连杆检验器上。如图2-64所示,测量连杆的弯曲量。如图2-65所示,测量连杆的扭曲量。在100mm长度上,连杆的弯曲变形量不得大于0.05mm,连杆扭曲量不得大于0.15mm。否则应进行校正,连杆的弯曲和扭曲的校正如图2-66所示,由于常温下校正连杆会发生弹性变形,因此校正后可稍许加温处理。

图2-64 检查连杆弯曲量图
a)测量间隙 b)弯曲示意图(https://www.xing528.com)

图2-65 测量连杆扭曲量
a)测量间隙 b)扭曲示意图
4)连杆的选配。
①分解、清洗连杆组件,认真检查连杆体、连杆盖、连杆衬套以及连杆瓦,如有损伤或损坏的,必须予以更换。有条件时,应对连杆体进行探伤处理,如有裂纹或其他损伤时,应该予以更换。
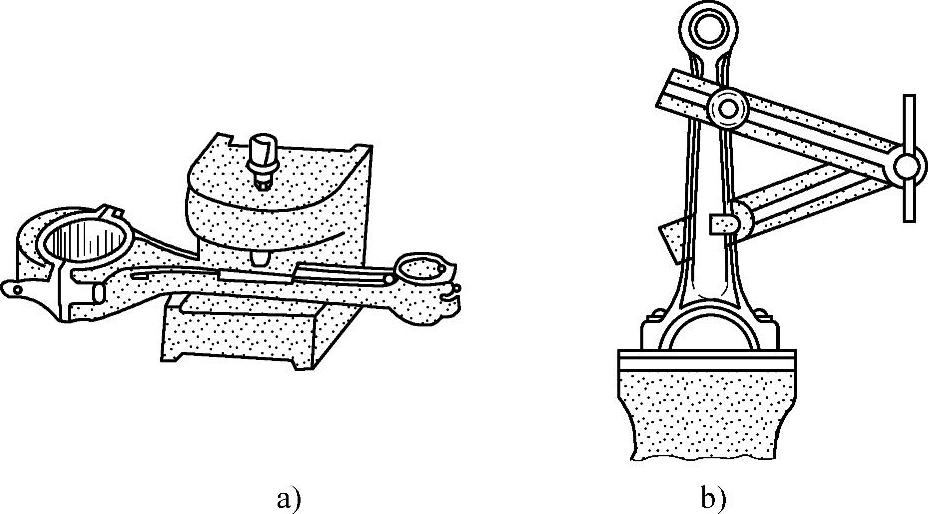
图2-66 连杆弯曲和扭曲的校正
a)连杆弯曲的校正 b)连杆扭曲的校正
②连杆衬套不得有松动。内孔有划痕、损伤或磨损严重的,必须予以更换。对于增压柴油机,要求换装内孔留有加工余量的半成品衬套,压入后精确铰削内孔至标准尺寸。对于非增压柴油机,可以更换成品连杆衬套,压入后不用加工。
③连杆大、小端(带衬套)中心孔的平行度和扭曲度偏差在100mm长度内不得大于0.08mm。超过时必须对连杆进行校正。否则,予以更换。
④连杆轴瓦磨损超限后,可以根据曲轴修复等级进行选配,选配时必须保证连杆瓦与曲轴连杆颈的配合间隙。连杆瓦修理尺寸等级如下:

⑤解体大修时必须更换连杆螺栓。
⑥同台柴油机的连杆组的质量误差不得大于3%。超过时应予以磨削选配,磨削位置在连杆小头配重处。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。