



1.气门的清洁程序
1)用软钢丝刷清理气门头上的所有积炭。切勿对气门杆的任何部分使用钢丝刷。气门杆表面镀铬以增强抗磨损特性。对气门杆使用钢丝刷会除去镀铬层。
2)用溶剂彻底清洗气门并将其擦干。
2.气门的目视检查程序
1)如图3-76所示,检查气门头到气门杆是否有气门座部位点蚀、气门余量厚度不足、气门杆弯曲、气门杆点蚀或严重磨损、气门锁键槽磨损或气门杆端磨损状况。
2)如果存在上述任一状况,则更换气门。
3.气门测量和修整
注意:正确的气门维修对发动机性能至关重要。因此,必须遵守所有测量程序细节以便识别超过规格的部件。如测量程序显示气门或气门座必须修整,在修整后执行测量程序是至关重要的。
(1)气门座宽度的测量程序
1)如图3-77所示,用适当的标尺测量气缸盖中的气门座宽度。

图3-76 检查气门头到气门杆损坏或磨损状况
1—气门座部位点蚀 2—气门余量厚度不足 3—气门杆弯曲 4—气门杆点蚀或严重磨损 5—气门锁键槽磨损 6—气门杆端磨损
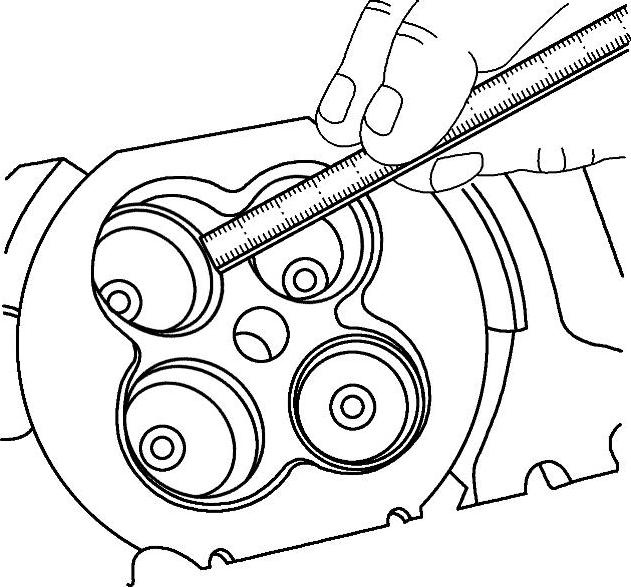
图3-77 测量气缸盖中的气门座宽度
2)如图3-78所示,用适当的标尺在气门锥面上测量气门座宽度。
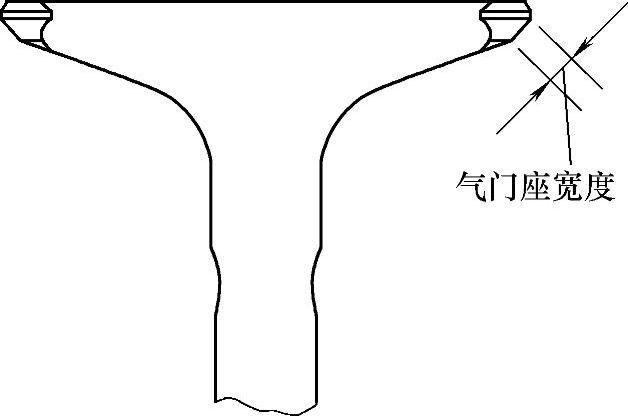
图3-78 测量气门座宽度
注意:气门座接触面至少要距离气门外径(余量)0.5mm。如果气门座接触面离气门余量太近,必须修整气门座,以使气门座接触面离开余量。
3)将测量值与发动机机械系统规格中所列规格进行比较,如果气门座宽度合格,检查气门座圆度。如果气门座宽度不合格,必须研磨气门座,使其宽度符合规格要求。正确的气门座宽度对气门达到正确的散热量至关重要。
(2)气门座圆度的测量程序
1)将锥形导向杆安装到导管上,并将千分表连接到导向杆上,用千分表测量气门座圆度。导向杆安装到导管上时,导向杆应略微卡紧。
必须使用正确尺寸的导向杆。切勿使用可调直径的导向杆。可调式导向杆会损坏气门导管。
2)将测量值与发动机机械系统规格中所列规格进行比较,如果气门座圆度超过规格,必须研磨气门和气门座。如使用的是新气门,气门座圆度必须在0.05mm内。
(3)气门余量的测量程序
1)如图3-79所示,用适当的标尺测量气门余量。

图3-79 测量气门余量
2)气门余量最小值至少为0.5mm,并将它与测量值进行比较。如果气门余量小于0.5mm,则更换气门。如果气门余量在规格之内,且不需要表面修整,检测气门对气门座的同心度。
(4)气门对气门座同心度的测量程序
1)检查气门对气门座同心度,确定气门和气门座是否正常密封。必须测量气门锥面和气门座以确保气门正常密封。
2)将蓝染色剂轻轻涂于气门锥面上。将气门安装到气缸盖内。用足够的压力抵着气门座转动气门,以磨去染料。
3)将气门从气缸盖上拆下。如图3-80所示,检查气门锥面。
4)如果气门锥面和气门杆是同心的,则会提供正确的密封,围绕整个锥面的印痕应该是连续的。(https://www.xing528.com)
注意:染料磨去印痕至气门外径(余量)的距离必须至少为0.5mm。如果染料磨去印痕离余量太近,必须修整气门座以使接触面离开余量。
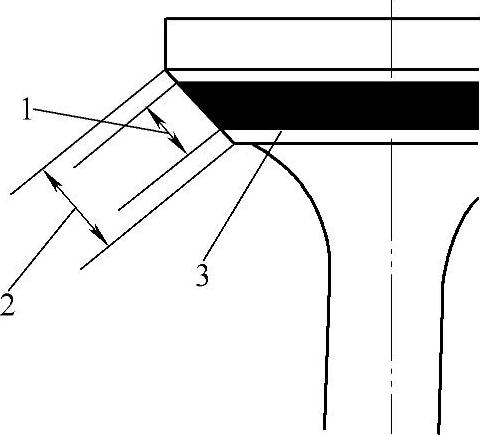
图3-80 检查气门锥面
1—锥面印痕 2—气门锥面 3—蓝染色剂
5)如果气门锥面和气门杆不同心,气门锥面上的染料磨去印痕将是不连续的。气门应进行表面修整或更换,同时必须修整气门座。
(5)气门和气门座的修整程序
注意事项:如果气门座宽度、圆度或同心度超过规格,必须研磨气门座以确保正确的散热量并避免在气门座上产生积炭。如果气门座需要修整,则气门也需要表面修整,除非使用新的气门。
1)如图3-81所示,研磨气门座,直到符合气门锥角规格。
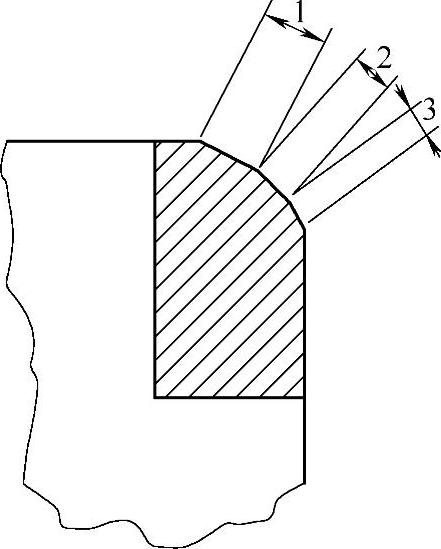
图3-81 修整气门座
1—铲削气门座 2—气门座表面 3—修磨、切削气门座
2)修磨、铲削气门座,使气门座表面能够与气门正确就位。
3)修磨、切削气门座以减小气门座宽度使其符合规定值。
4)如果使用的是原来的气门,研磨气门后,按照气门余量的测量程序再次测量气门余量。如果余量超过规格,则更换气门。新气门不需要研磨。
5)研磨气门和气门座时,要尽可能少地磨去材料。切削气门座会导致气门弹簧压力下降。
6)将气门安装到气缸盖内。
7)如果使用的是表面修整过的气门,用细研磨剂将气门研磨至气门座内。气门和气门座修整应确保精整后的表面光滑且能装配无误,因此只需进行最低限度的研磨。过度研磨会使气门锥面出现凹槽,并且在高温时不能很好地定位。
注意:在最终装配前,用溶剂和压缩空气清理气门和气门座上的任何剩余研磨剂,确保气门和气门座清洁。
8)如果使用的是新气门,在任何情况下都不得研磨气门。
9)在气缸盖中的气门座达到正确宽度后,必须重新测量气门杆高度。
10)如果气门杆高度是合格的,测试气门座的同心度。
(6)气门杆高度的测量程序
注意:测量气门弹簧座至气门的距离以确定气门杆高度值。
1)将气门安装到气门导管中。确保气门在气缸盖的气门座上就位。
2)安装气门杆油封。
3)安装气门弹簧座和气门杆锁片。
4)如图3-82所示,测量气缸盖至气门弹簧限位器底部之间的距离。
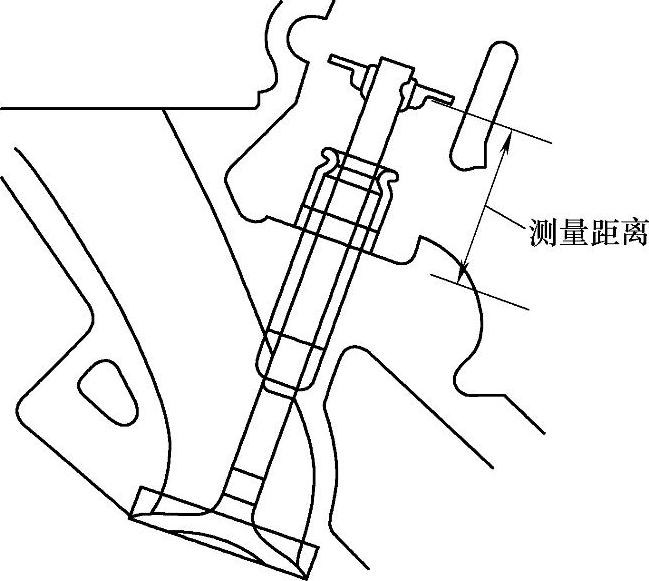
图3-82 测量气缸盖至气门弹簧限位器底部之间的距离
5)如果超过最大高度规格,应安装新气门并且重新测量气门杆高度。
告诫:切勿研磨气门杆端部。气门杆端部经过硬化处理,如果研磨则会清除硬化表面,从而引起过早磨损并可能导致发动机损坏。切勿使用垫片来调节气门杆高度。如果使用垫片,将使气门弹簧在凸轮凸角到达最大升程前就压缩到底,可能损坏发动机。
6)如果气门杆高度仍超过最大规格值,则必须更换气缸盖。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。