



铰孔技术中最主要的问题就是如何保证在铰刀进入阀孔的过程中保持它正确的行进方向而不产生偏斜。最简单的情况就是如图8-1所示的那样,在阀孔上直接安装一个专用的铰刀定位套,铰刀从中穿过,铰刀的前部并不切削,而是起到定位作用,刀杆部分则由定位套来定位,因此可以定位在阀板上。
这种方式可以用于很多阀孔的修复,比如常见的大众01M或01N阀体上的TCC锁止阀孔,在里程数较高的情况下,不但锁止增压阀套内壁被阀芯磨损,导致入档熄火或变矩器颤抖等现象,而且同一阀孔内的TCC锁止作用阀也会磨损阀孔的相应部位,导致锁止作用阀卡滞,或者漏油,也会产生入档熄火、变矩器颤抖、锁止打滑或无锁止等现象。这时就需要用图8-2中的专用铰刀(零件号Sonnax 119940-TL4)对阀孔进行铰孔,然后配以增大型的锁止作用阀和锁止增压阀套,以及相应的锁止弹簧。进行定位时,只需将锁止电磁阀取下,插入定位套即可。
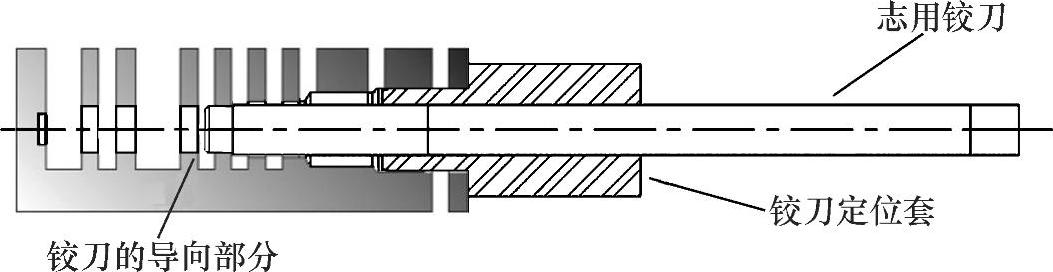
图8-1 固定在阀板上的铰刀定位套
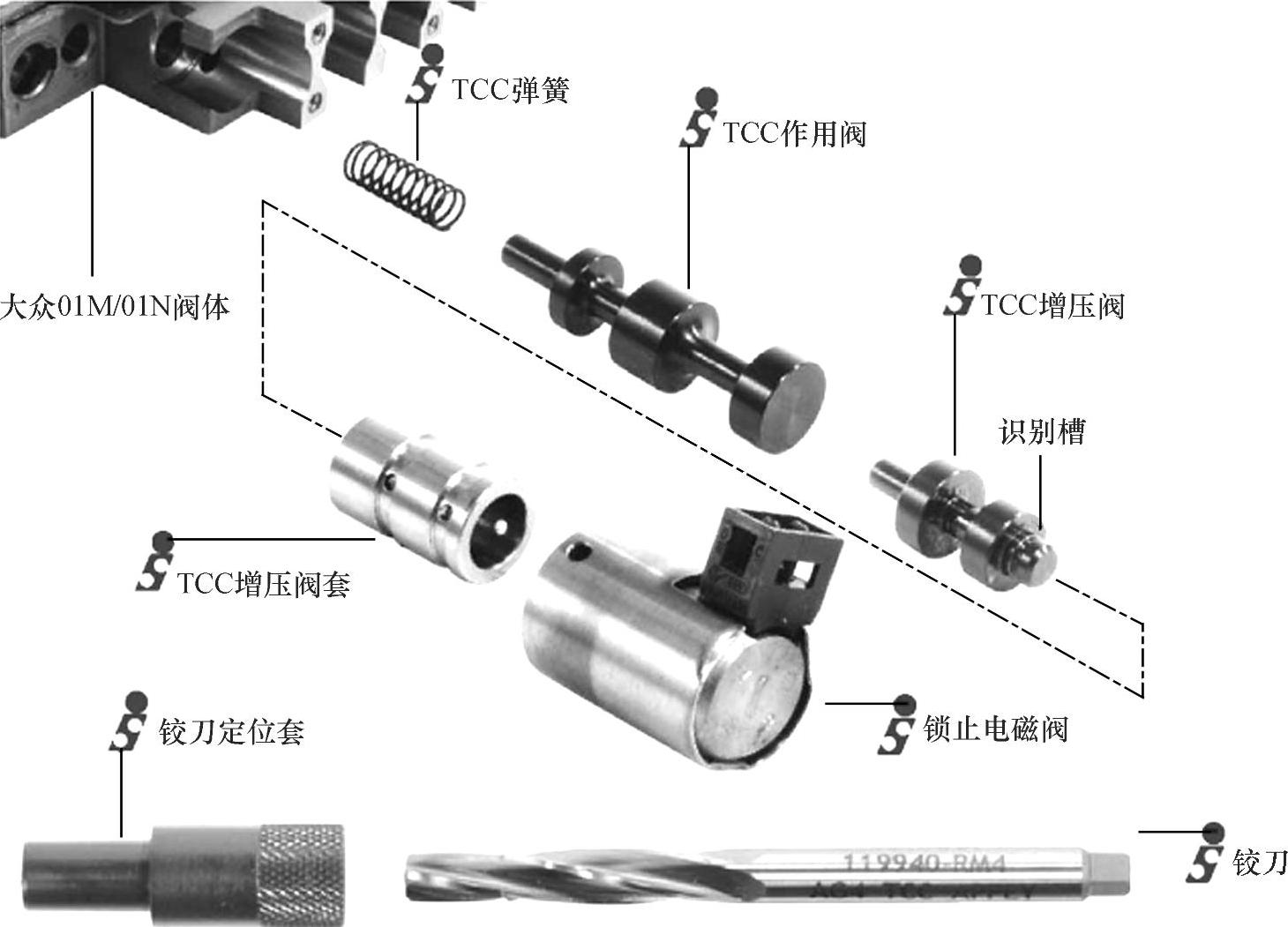
图8-2 大众01M/01N锁止阀孔的修复工具
这个定位套还有另一个用处。由于锁止作用阀处于阀孔内侧较深的地方,安装增大型替换阀时由于与阀孔的配合间隙非常精密,因此可能会因为锁止阀的放入位置不正而导致安装的困难。这时可以将锁止阀放入这个定位套内,然后用压缩空气将阀吹入阀孔深处即可。
我们再来看一个例子。许多装有ZF4HP14和ZF4HP18变速器的车辆经常会由于主调压阀孔的磨损而产生油压控制不稳的问题。阀孔磨损的问题往往是由于铝阀在阀体孔内不断往复运动造成的,阀孔磨损又导致主调压阀孔中的主油路/平衡油路、调制节气门油路、以及变矩器/散热器油路的压力从这个阀渗漏到油底壳或交叉渗漏到其他油路中。原来的解决方案就是更换整个阀体,这不但成本高,而且有时候这种阀体较难找到,因此修理厂有时不得不修复旧阀体。图8-3显示的修复工具也是把铰刀固定在阀体上,但这里的定位夹具不是插入阀孔内的,而是根据阀体的外部特点利用螺栓固定在阀体上的。但是利用这种阀体外部几何形状来定位的方式不如插入阀孔的定位方式精确,因此这里使用了导引销的概念,就是在装上铰刀定位套后,并不完全固定定位套,而是先用定制的导引销通过定位套插入阀孔,然后再通过螺栓固定定位套,这样就能方便地保证定位套的位置精度。固定定位套后,再抽出导引销,然后才开始插入铰刀进行铰孔。
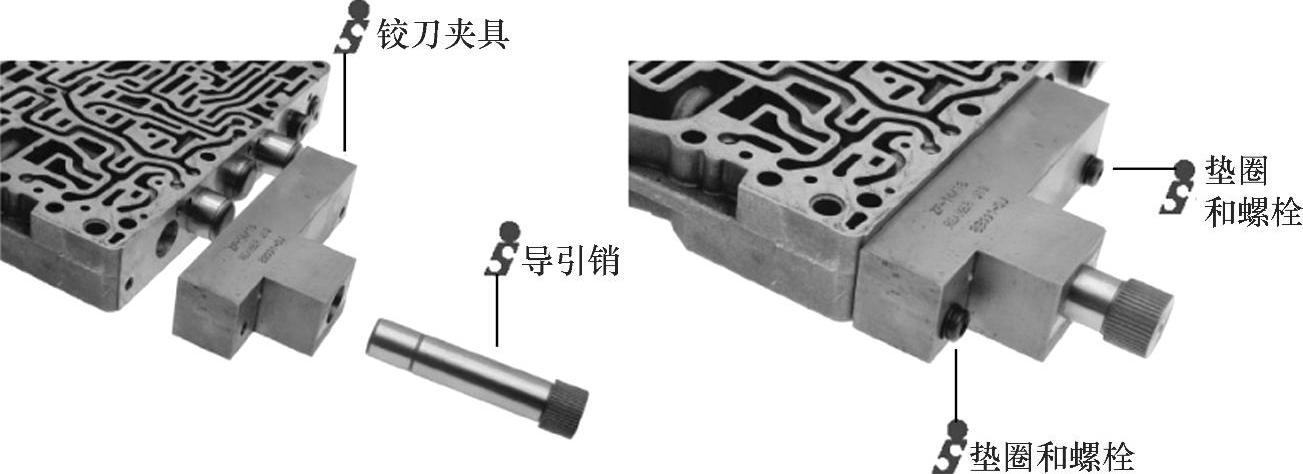
图8-3 ZF4HP14/ZF4HP18主调压阀孔的修复工具
有些滑阀经常磨损阀孔,这时为了延长阀体的使用寿命,就需要对滑阀进行改进,在滑阀外另加一个阀套,这样原来滑阀与阀孔的相对运动变成了滑阀与阀套的相对运动,通过对阀套的设计,可以大大延长滑阀的使用寿命。当然,使用阀套也需要对阀孔内原来的磨损区域进行铰孔。
图8-4显示了较为普遍的别克4T65E阀体上的锁止调压阀孔的修复方式。在高里程数的4T65E阀体中,锁止调压阀往往会磨损阀孔,导致锁止信号油压和锁止调节作用油压发生渗漏。渗漏将降低锁止油压,因而导致变矩器锁止打滑和1870故障码,或者传动比故障码。为了修复这个阀孔,需要对其进行铰孔,然后再配以专用的带阀套的锁止调压阀。这样修复的阀孔在变速器的使用年限内不会再出现磨损问题。修复这个阀孔不需要铰刀定位套,因为阀孔的构造可以直接定位铰刀。但这里要使用钻头对阀孔底部进行扩孔,让阀芯头部的阀杆部分能很好地定位,但对表面粗糙度没有太大的要求。因此,这里需要分几步来做(见图8-5):首先将1号铰刀直接插入阀孔进行铰孔。完成后再套入钻头的定位套,用钻头对阀孔底部进行扩孔,前一步铰孔主要为了很好地定位这个钻头的定位套。第三步才插入2号铰刀进行铰孔。铰孔完成后即可装入阀套和阀芯了。
以上的几个例子都是将铰刀定位在阀体上,但是它有较大的局限性,比如对于图8-6中的大众01N和01M阀体上的主调压阀孔和增压调节阀孔,就无法来定位铰刀,因为它们都是不规则形状,无法安装铰刀定位套。又比如,有些阀体在制造厂生产时它外部的端塞孔和内部的阀孔是由两道工序来做的,因而无法避免它们的轴线有一定量的偏差(比如部分批次的福特CD4E阀体中的主调压阀孔,见图8-7),这时如果还是在端塞孔内插入定位套,
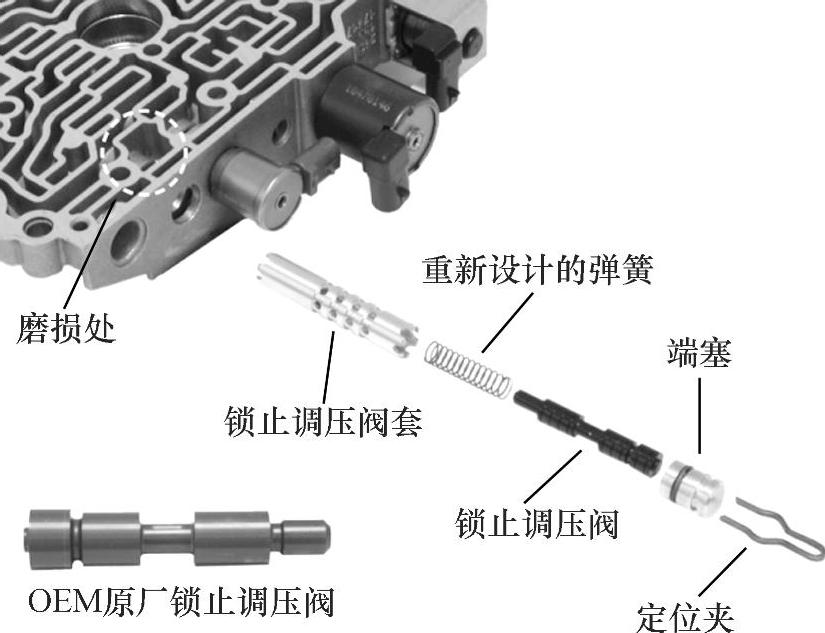
图8-4 别克4T65E锁止调压阀孔的修复工具(https://www.xing528.com)
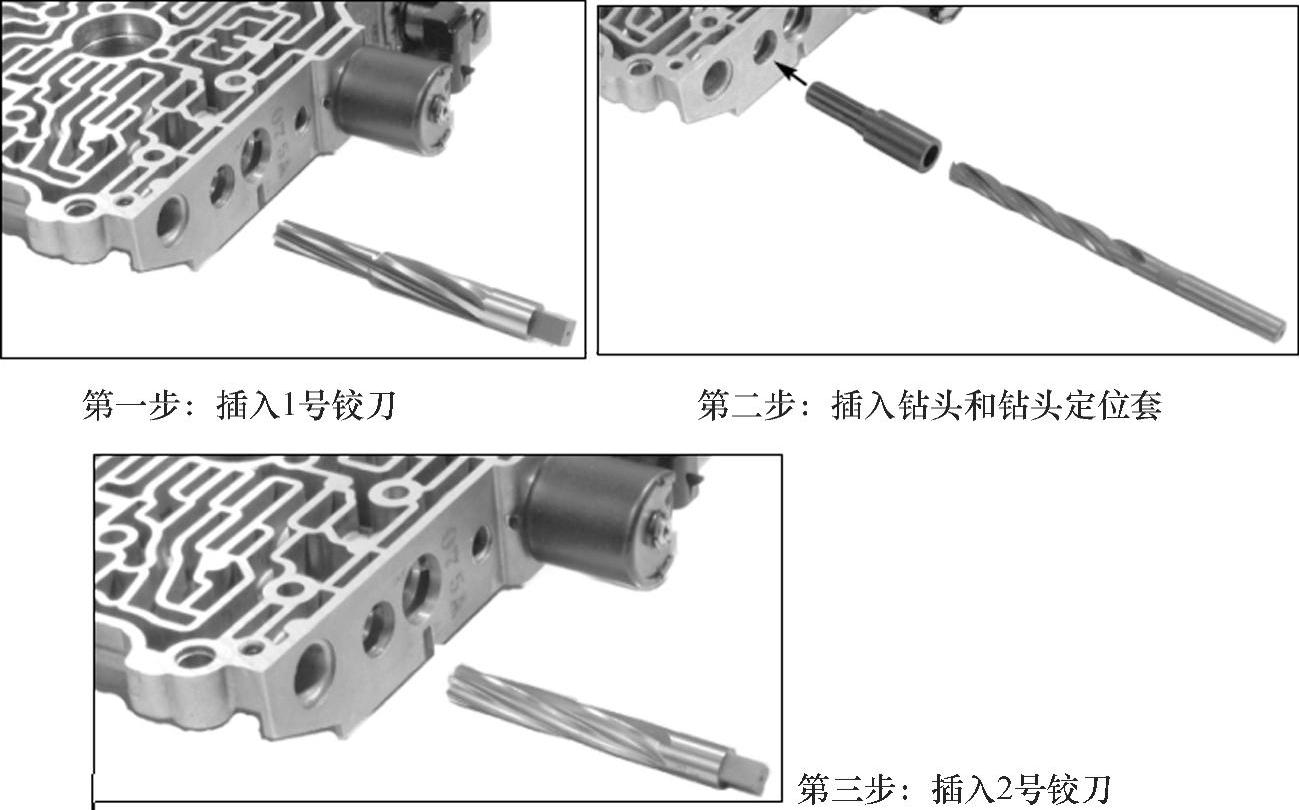
图8-5 别克4T65E锁止调压阀孔的铰孔步骤
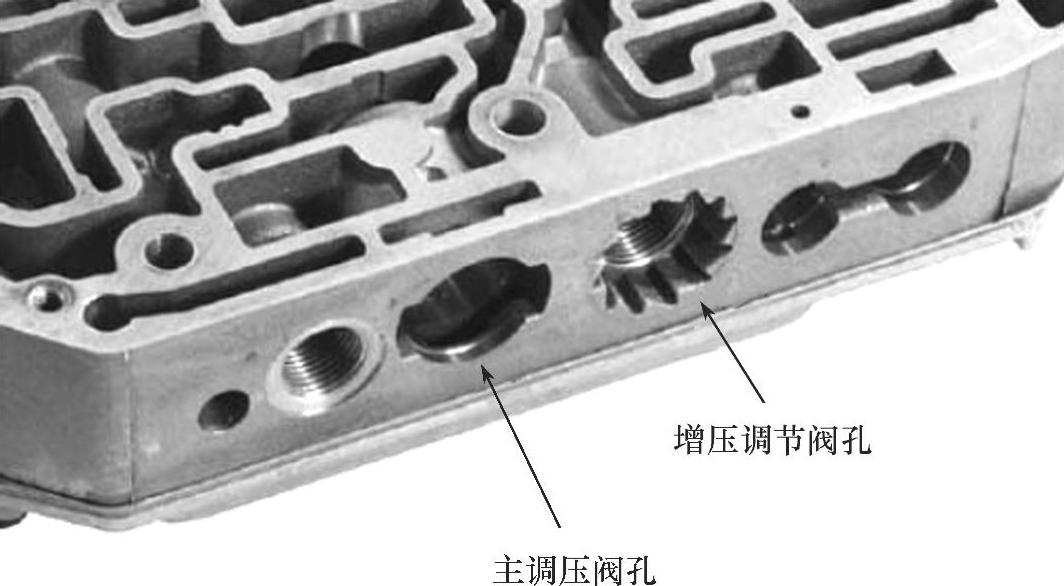
图8-6 大众01M和01N的主调压阀孔和增压调节阀孔
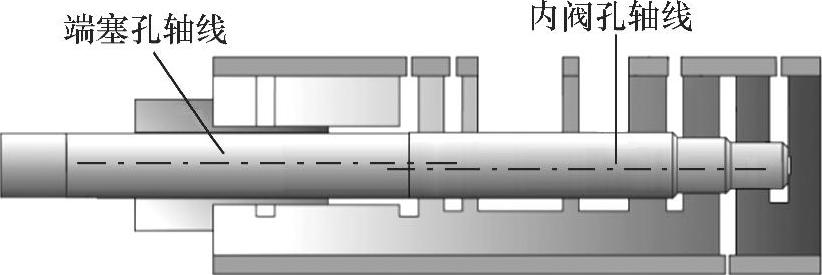
图8-7 阀孔端塞与内阀孔轴线不重合的情况
则会使铰刀偏离阀孔的轴线,而使阀体无法修复。或者如果端塞孔磨损或变形,导致定位套不能很精确地被固定在阀孔内,这时也无法很好地进行铰孔修复。由于这种铰刀定位的局限性,导致很多阀孔都无法修复。
近年来随着修理需求的不断提高,这方面的技术也得到了突破。铰刀的定位由阀体上变化到了阀体夹具上,同时也利用了导引销的功能,能更精确地定位铰刀,而且可以使很多原来无法修复的阀孔现在也可以修复了。在修复不同阀体孔时需使用不同的专用铰孔工具,包括铰刀、定位套和导引销,但不需改变万用阀体夹具,它可以用于各种阀体的修复。越来越多新开发的阀体铰刀都和这种万用阀体夹具配合使用。
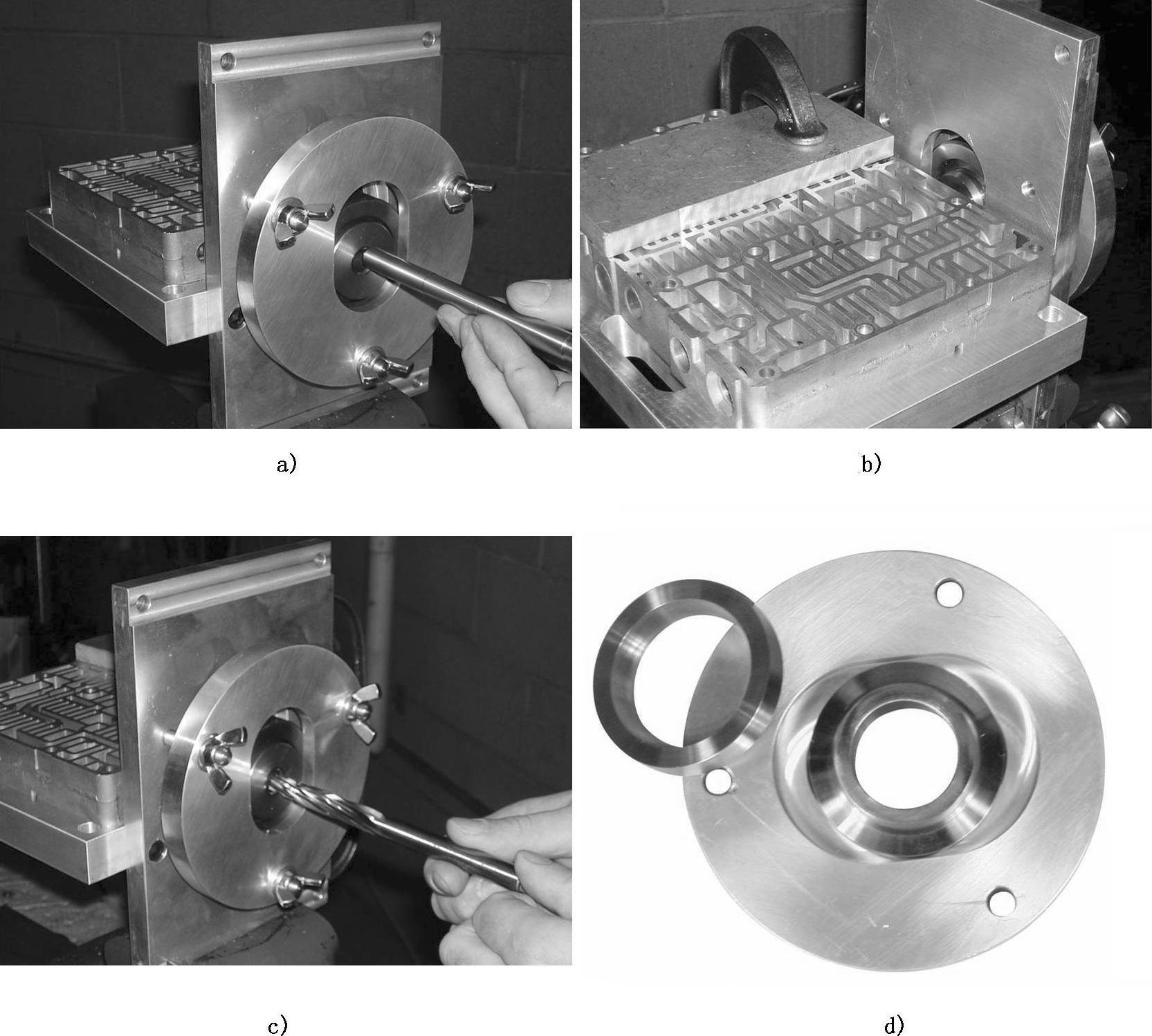
图8-8 万用阀体夹具的铰刀固定法
a)第一步:插入导引销b)第二步:固定阀体和定位套 c)第三步:抽出导引销,插入铰刀d)阀体夹具内定位铰刀套的球轴承
这个夹具系统如图8-8所示,它需要用一个专用的与OEM原配阀孔精确匹配的导引销。导引销穿过定位套插入阀孔内。定位套由夹具内的球轴承来定位,球轴承可以上下移动,也可以进行任何的角度调整。一旦导引销可以自由地在阀孔和定位套内移动,就旋紧夹具上的3个螺栓,将定位套固定在这个位置上,于是阀孔和导引销已经处于同轴位置了。卸下导引销,并替之以铰刀。现在铰刀已经和阀孔同轴,可以进行铰孔了。这种铰刀定位技术的最大好处就是使铰刀定位更准确,避免了原来铰孔时遇到的很多猜测和不确定因素。
如今的阀体修复技术日新月异,人们现在可以利用新技术以很低的成本和设备投入,修复出符合原厂技术规范,甚至更好的阀体,这在20年前是不可想象的。下面我们将介绍阀体操作平台的建立方法和一些具体的铰孔修复实例。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。