



1.外形及组装
1)焊接H型钢的弯曲度≤L/1000且≤5mm;扭曲度≤h/250且≤5mm;端部切斜允许偏差≤3mm,端部平面度为1mm。
2)焊接H型钢的通常长度为6~12m。经供需双方协商,可按定尺长度供货(在合同中注明)。
3)焊接H型钢翼缘板拼接缝和腹板拼接缝的间距不应小于200mm,翼缘板拼接长度不应小于两倍板宽;腹板拼接宽度不应小于300mm,长度不应小于600mm。
4)焊接H型钢现场对接应整体制作、分段出厂。
2.原材料
焊接H型钢可采用Q235、Q295、Q345、Q390、Q420强度级别的钢材,所采用的碳素结构钢和低合金钢,钢材的牌号、化学成分及力学性能应分别符合《碳素结构钢》(GB/T 700—2006)、《低合金高强度结构钢》(GB/T 1591—2008)中的有关规定,并附有质量证明书。制造焊接H型钢的钢板和钢带的技术要求应符合相应标准的规定,其表面质量应符合《碳素结构钢和低合金结构钢热轧厚钢板和钢带》(GB/T 3274—2007)的规定。
3.焊接材料
采用不同焊接方法使用的焊接材料,应符合的有关标准有:《焊接用二氧化碳》(HG/T 2537—1993)、《非合金钢及细晶粒钢焊条》(GB/T 5117—2012)、《热强钢焊条》(GB/T 5118—2012)、《埋弧焊用碳钢焊丝和焊剂》(GB/T 5293—1999)、《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T 8110—2008)、《碳钢药芯焊丝》(GB/T 10045—2001)、《埋弧焊用低合金钢焊丝和焊剂》(GB/T 12470—2003)、《熔化焊用钢丝》(GB/T 14957—1994)和《低合金钢药芯焊丝》(GB/T 17493—2008)。
4.焊接H型钢
1)焊脚高度hf取0.6t1、1.5t2中的大者,t1、t2分别为腹板及翼缘板厚度。如设计部门对焊脚高度进行过计算,则按计算规定。对埋弧自动焊,最小焊脚尺寸可减小1mm。当焊体厚度≤4mm时,则最小焊脚尺寸与焊体厚度相同。焊接H型钢的最小焊脚高度规定为4mm,如采用高频焊工艺,可不受此限制。用作梁、柱的T形接头角焊缝,焊缝质量等级为三级,但外观质量标准应符合二级;一般构件的T形接头角焊缝的质量等级为三级。特定工作条件下的T形接头角焊缝,应遵守相关现行国家规范、规程的规定。
2)当腹板厚度大于20mm时,焊接H型钢宜采用全焊透或部位焊透的对接与角接组合焊缝。(https://www.xing528.com)
3)焊接H型钢构件前,要按有关规定进行焊接工艺评定。
4)焊接H型钢可采用埋弧自动焊(船形焊接或贴角焊)、药芯焊丝或实心焊丝二氧化碳气保焊、焊条电弧焊、药芯焊丝自保护焊、气保护自动立焊、高频焊等焊接方法,焊接应遵守有关技术规定。
5)焊接H型钢如用于起重机梁等重要构件,其腹板与翼缘板连接的焊缝应根据计算确定,并遵守有关技术规定。
6)焊接H型钢的焊工,必须按有关规定考试合格并取得资格证书,其施焊范围不得超出资格证书的规定。
7)焊接H型钢的焊缝外观质量应符合表2-23的规定。
表2-23 焊接H型钢的焊缝外观质量
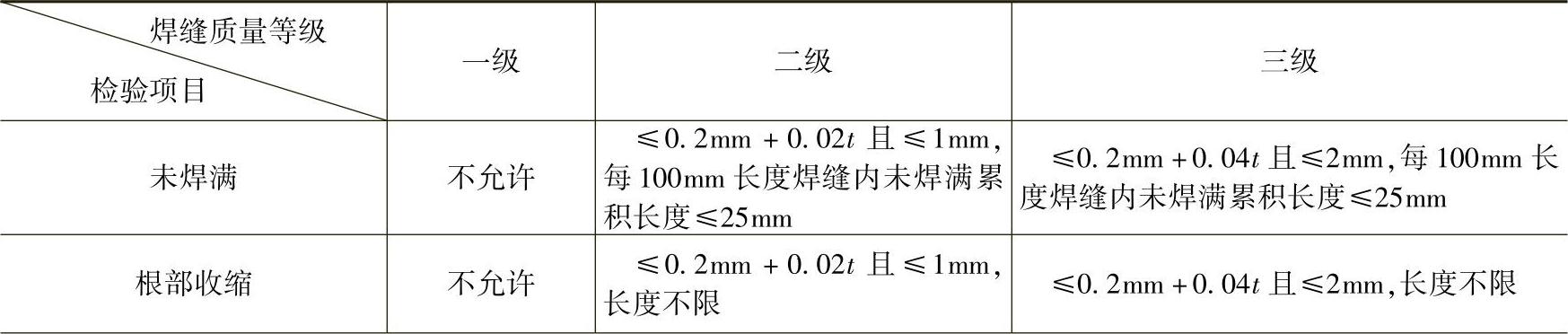
(续)

注:1.咬边如经磨削修整并平滑过渡,则只按焊缝最小允许厚度值评定。
2.t为连接处较薄的板厚。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。