



1.气缸盖零部件视图(图1-85)
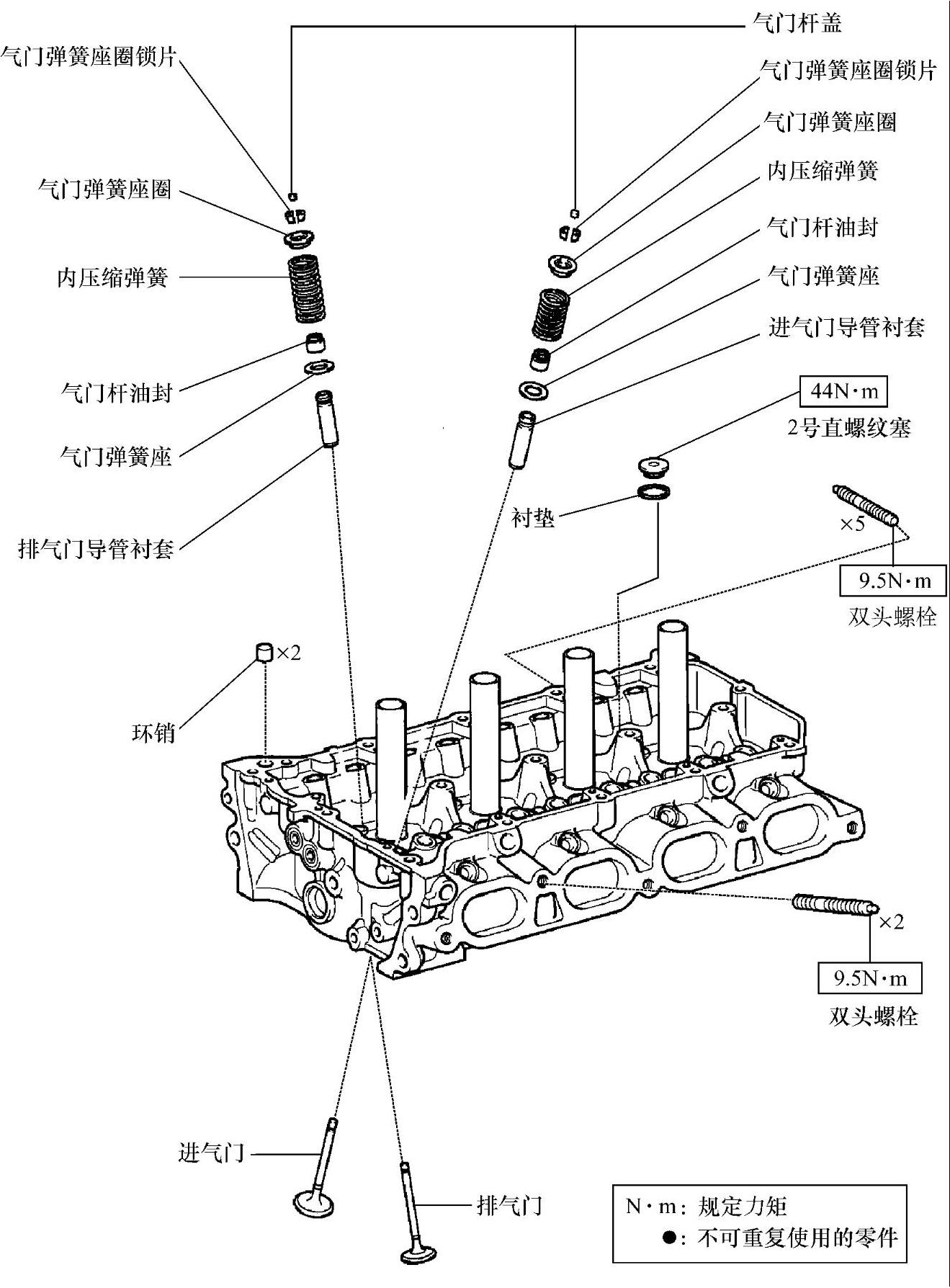
图1-85 气缸盖零部件视图
2.气缸盖的拆解
(1)从气缸盖上拆下气门杆盖,见图1-86。
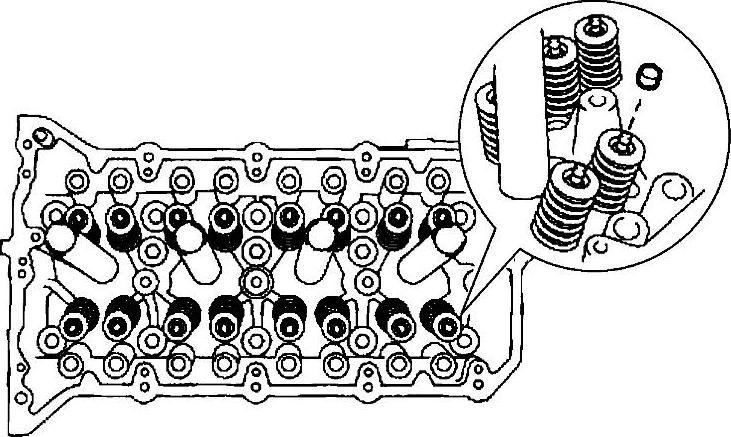
图1-86 拆卸气门杆盖
注意:按正确的顺序摆放拆下的零件。
(2)拆卸进气门,见图1-87。
1)用气门拆装工具和木块压缩并拆下气门锁片。
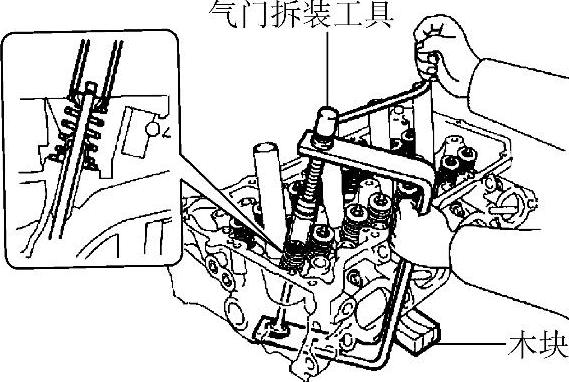
图1-87 拆卸进气门
2)拆下弹簧座圈、气门弹簧和气门。
(3)拆卸排气门,见图1-88。
1)用气门拆装工具和木块压缩并拆下气门锁片。
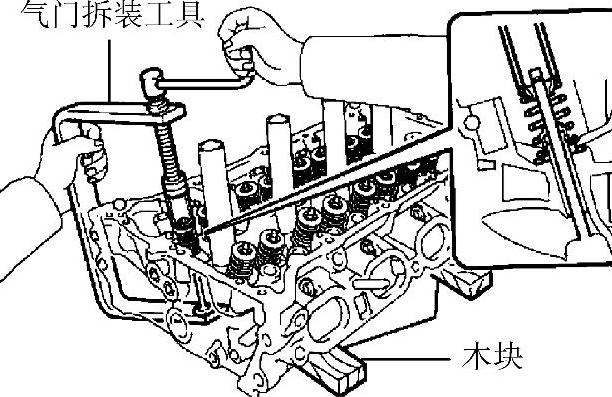
图1-88 拆卸排气门
注意:按正确的顺序摆放拆下的零件。
2)拆下弹簧座圈、气门弹簧和气门。
(4)用尖嘴钳拆卸气门杆油封,见图1-89。
(5)拆卸气门弹簧座,见图1-90。
用压缩空气和磁棒,吹入空气以拆下气门弹簧座。
(6)拆卸2号直螺纹塞,见图1-91。
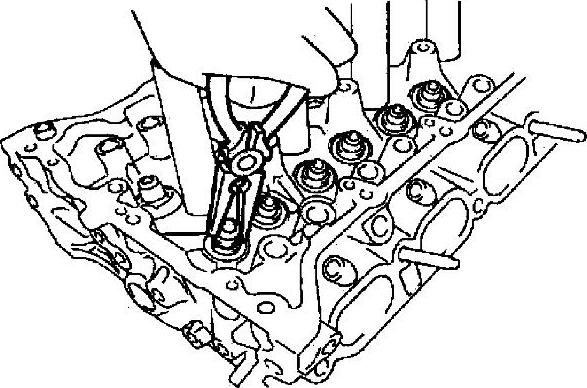
图1-89 拆卸气门杆油封
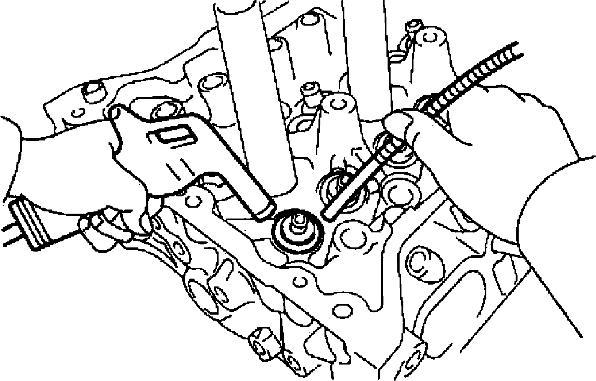
图1-90 拆卸气门弹簧座
用10mm直六角扳手拆下3个螺纹塞和3个衬垫。
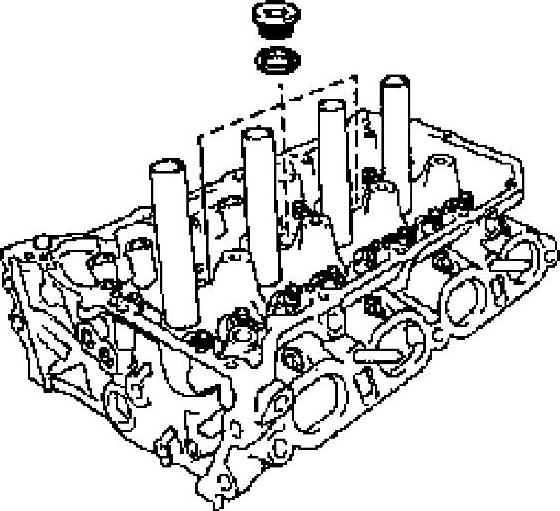
图1-91 拆卸2号直螺纹塞
注意:如果直螺纹塞漏水或螺纹塞腐蚀,则将其更换。
3.气缸盖的检查
(1)检查气缸盖平面度,见图1-92。
使用精密直尺和塞尺,测量气缸体和歧管接触面的平面度,参数见表1-21。
表1-21 最大平面度参数
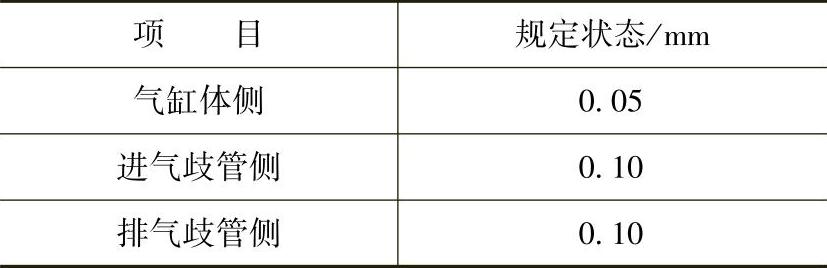
如果平面度大于最大值,则更换气缸盖。
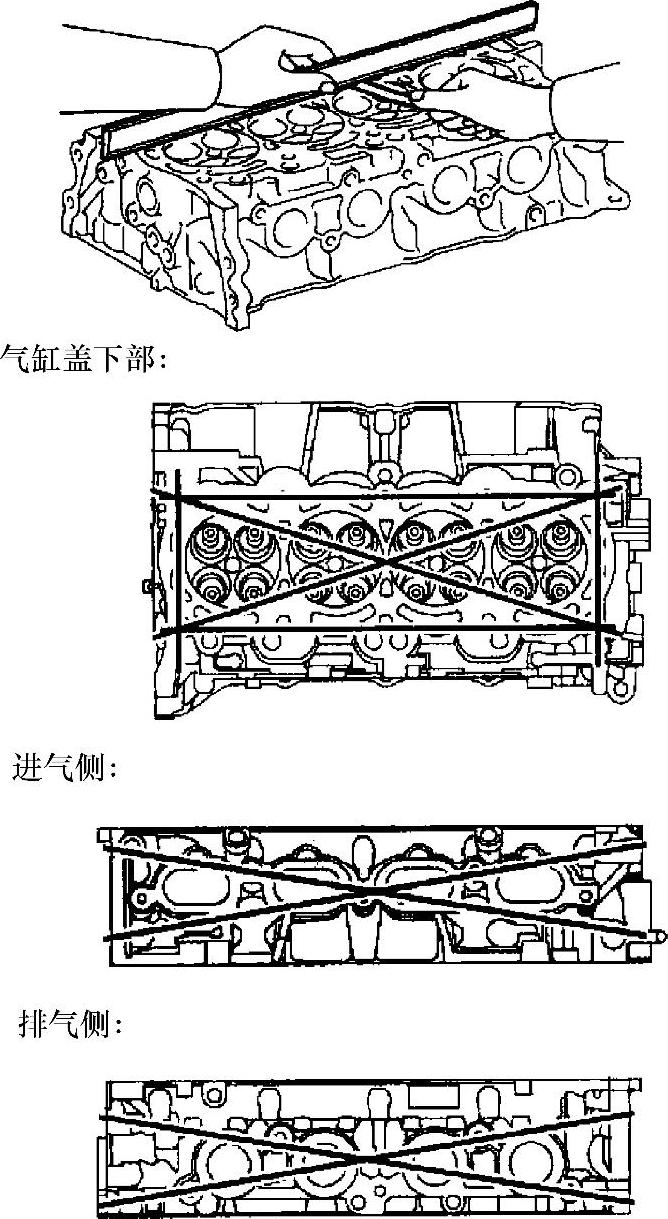
图1-92 检查气缸盖平面度
(2)检查气缸盖是否有裂纹。
用染色渗透法检查进气口、排气口以及气缸体表面是否有裂纹,见图1-93。
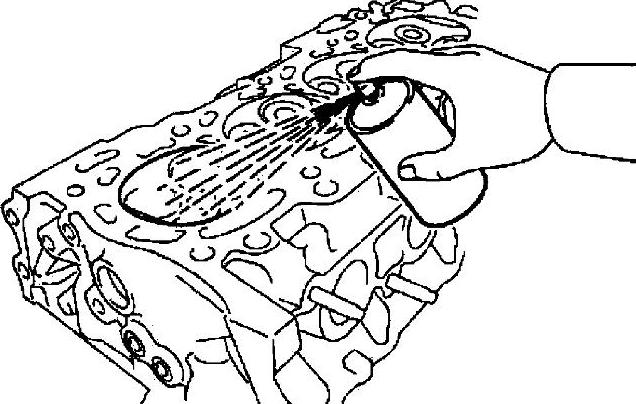
图1-93 检查是否有裂纹
如果有裂纹,则更换气缸盖。
(3)检查气门座。
1)在气门锥面上涂抹一薄层普鲁士蓝。
2)使气门锥面杆压上气门座。
3)按下列步骤检查气门锥面和气门座。
①如果整个360°气门锥面均出现普鲁士蓝,则气门锥面是同心的。否则,更换气门。
②如果整个360°气门座均出现普鲁士蓝,则气门导管和气门锥面是同心的。否则,重修气门座表面。
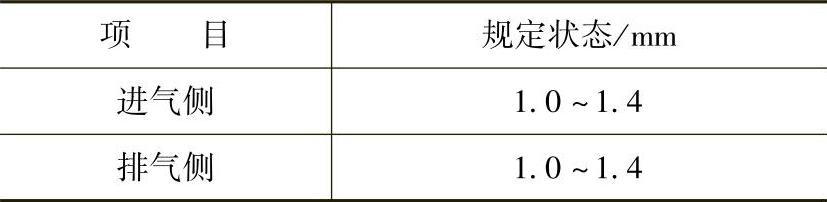
③检查并确认气门座接触面在气门锥面的中部,气门座宽度为1.0~1.4mm(进气侧)。
④检查并确认气门座接触面在气门锥面的中部,气门座宽度为1.0~1.4mm(排气侧),见图1-94。
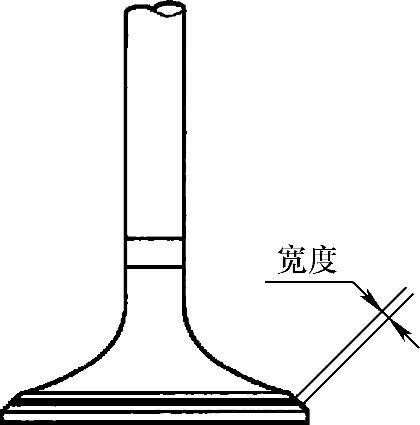
图1-94 气门座宽度
(4)检查凸轮轴轴向间隙。
1)安装凸轮轴。
2)来回移动凸轮轴(见图1-95)的同时,用百分表测量轴向间隙,与标准对照,轴向间隙标准见表1-22。
表1-22 凸轮轴轴向间隙标准 (单位:mm)

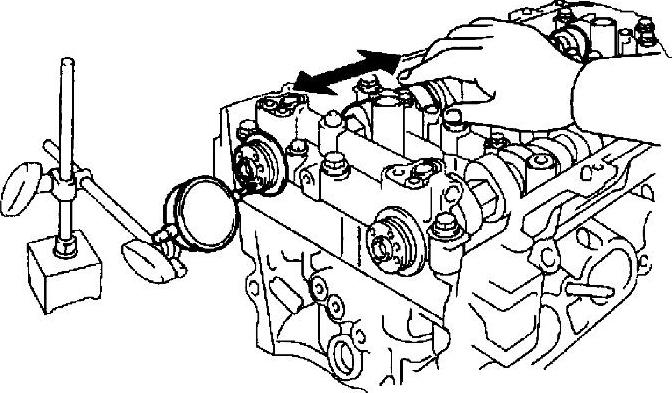
图1-95 测量轴向间隙
注意:
· 如果轴向间隙大于最大值,则更换凸轮轴壳。
· 如果止推面损坏,则更换凸轮轴。
(5)检查凸轮轴油膜间隙,见图1-96。
1)清洁轴承盖和凸轮轴轴颈。
2)将凸轮轴放到凸轮轴壳上。
3)将塑料塞尺摆放在各凸轮轴轴颈上。
4)安装轴承盖。
5)拆下轴承盖。
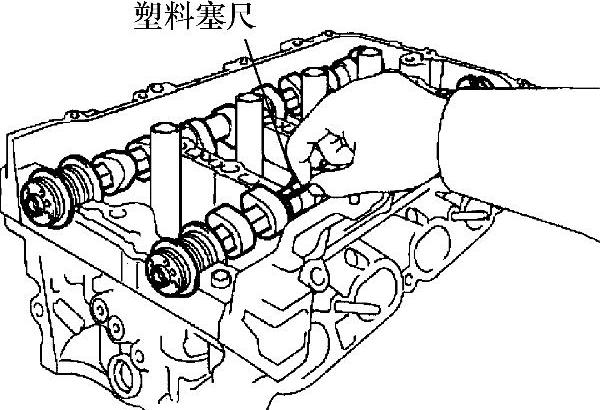
图1-96 检查凸轮轴油膜间隙
注意:不要转动凸轮轴。
6)测量塑料塞尺最宽处(见图1-97),并对照标准,油膜间隙标准见表1-23。
如果油膜间隙大于最大值,则更换凸轮轴。如有必要,则更换气缸盖。
表1-23 凸轮轴油膜间隙标准 (单位:mm)

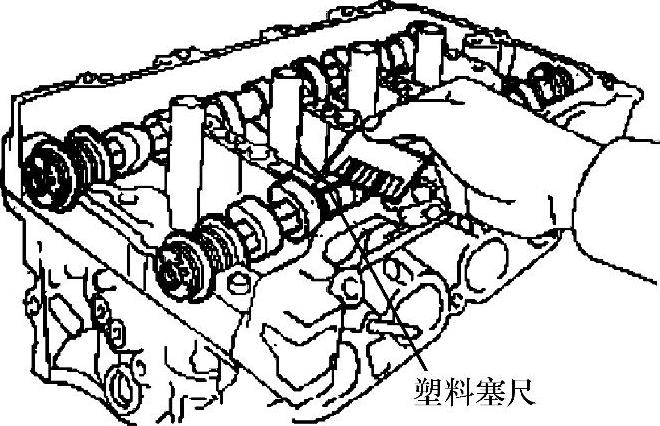
图1-97 测量塑料塞尺最宽处
注意:检查后要完全清除塑料塞尺。
(6)检查压缩弹簧。
1)使用游标卡尺,测量气门弹簧的自由长度。
自由长度:53.36mm。
如果自由长度不符合规定,则更换气门弹簧。
2)用钢直角尺测量气门弹簧的偏移量,见图1-98。
最大偏移量:1.0mm。
如果偏移量大于最大值,则更换气门弹簧。
(7)检查进气门。
1)使用衬垫刮刀,刮除气门头部上的所有积炭,见图1-99。
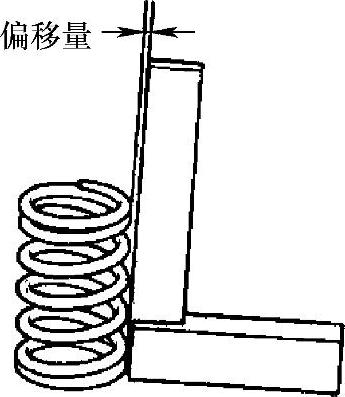
图1-98 测量气门弹簧的偏移量
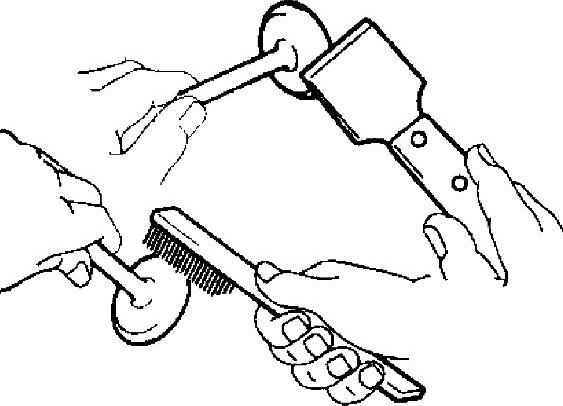
图1-99 刮除气门头部上的所有积炭
2)用游标卡尺测量气门的总长,见图1-100。
标准总长:109.34mm。
最小总长:108.84mm。
如果总长小于最小值,则更换气门。
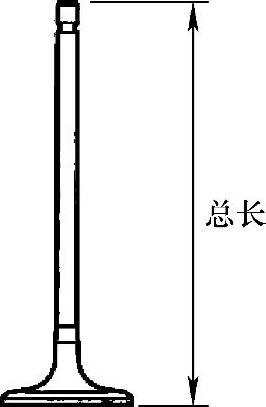
图1-100 测量气门的总长
3)用千分尺测量气门杆直径。
气门杆直径:5.470~5.485mm。
如果气门杆直径不符合规定,则检查油膜间隙。
4)用游标卡尺测量气门头部边缘厚度,见图1-101。
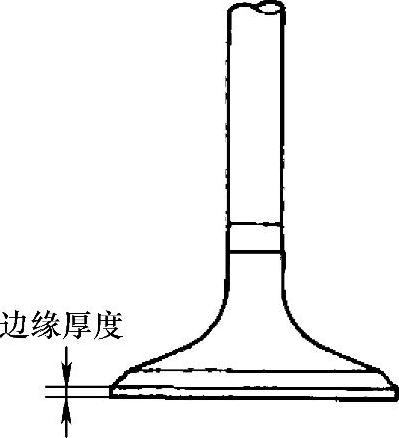
图1-101 测量气门头部边缘厚度
标准边缘厚度:1.0mm。
最小边缘厚度:0.5mm。
如果边缘厚度小于最小值则更换气门。
(8)检查排气门。
1)使用衬垫刮刀,刮除气门头部上的所有积炭。
2)用游标卡尺测量气门的总长。
标准总长:108.25mm。
最小总长:107.75mm。
如果总长小于最小值,则更换气门。(https://www.xing528.com)
3)用千分尺测量气门杆直径。
气门杆直径:5.465~5.480mm。
如果气门杆直径不符合规定,则检查油膜间隙。
4)用游标卡尺测量气门头部边缘厚度。
标准边缘厚度:1.01mm。
最小边缘厚度:0.5mm。
如果边缘厚度小于最小值,则更换气门。
(9)检查气门导管衬套油膜间隙。
1)用测径规测量气门导管衬套的内径,见图1-102。
衬套内径:5.510~5.530mm。
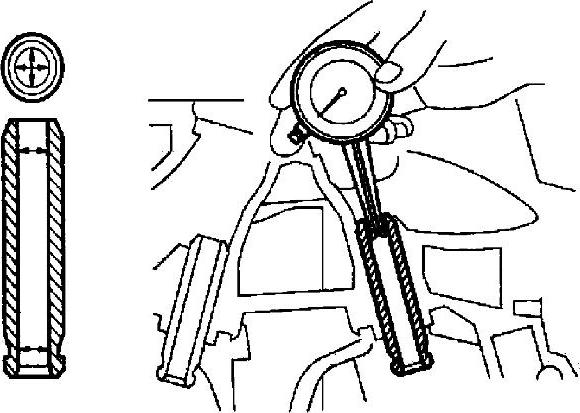
图1-102 测量气门导管衬套的内径
2)用导管衬套内径测量值减去气门杆直径测量值,并与标准值对照,气门油膜间隙标准见表1-24。
表1-24 气门油膜间隙标准 (单位:mm)
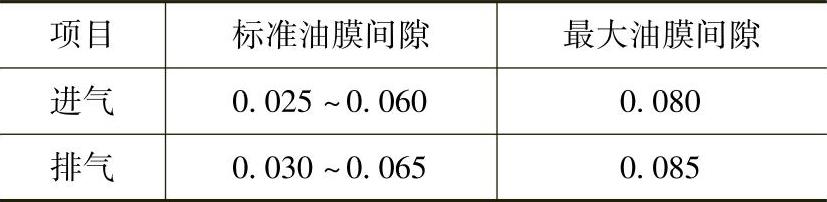
如果间隙大于最大值,则更换气门和导管衬套。
4.缸盖零部件的更换
(1)更换进气门导管衬套,进气门导管衬套
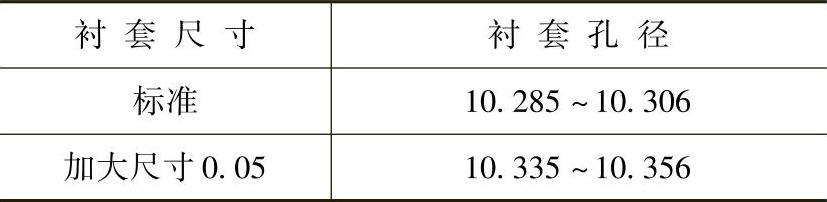
尺寸及孔径见表1-25。
表1-25 进气门导管衬套尺寸及孔径 (单位:mm)

1)将气缸盖加热到80~100°C。
2)将气缸盖放到木块上。
3)使用专用工具和锤子,敲出导管衬套,见图1-103。
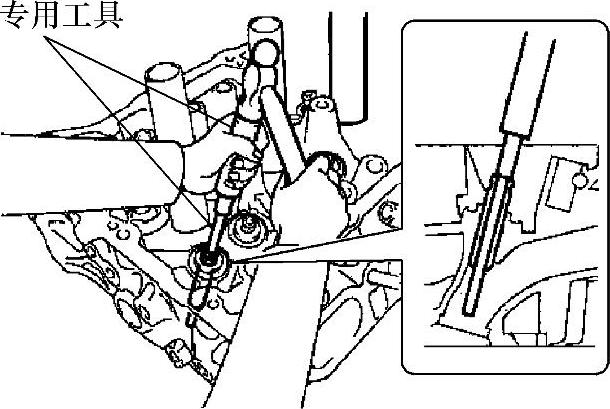
图1-103 敲出导管衬套
4)用测径规测量气缸盖的衬套孔径,见图1-104。
气缸缸径:10.285~10.306mm。
选择新导管衬套(标准或加大尺寸0.05)。
如果气缸盖衬套孔径大于10.306mm,则将衬套孔径加工为10.335~10.356mm,以安装加大尺寸0.05气门导管衬套。如果气缸盖衬套孔径大于10.356mm,则更换气缸盖。
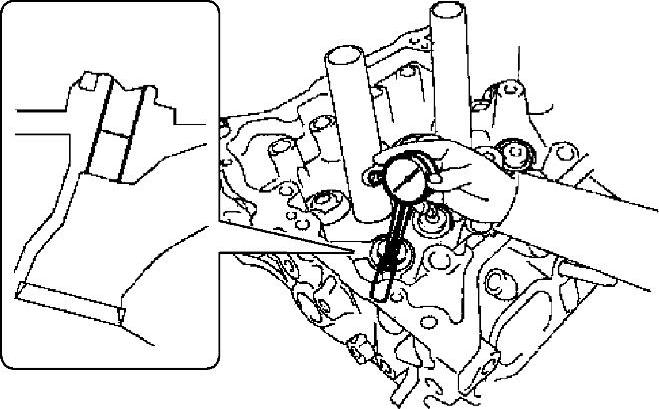
图1-104 测量气缸盖的衬套孔径
5)将气缸盖加热到80~100℃。
6)将气缸盖放到木块上。
7)用专用工具和锤子敲入新气门导管衬套,使之达到规定的凸出高度。
凸出高度:9.9~10.3mm。
8)用ϕ5.5mm锋利铰刀刮气门导管衬套,以使导管衬套与气门杆之间达到标准间隙。
标准油膜间隙:0.025~0.060mm。
(2)更换排气门导管衬套,排气门导管衬套尺寸及孔径见表1-26。
1)将气缸盖加热到80~100℃。
2)将气缸盖放到木块上。
3)使用专用工具和锤子,敲出导管衬套。
4)用测径规测量气缸盖的衬套孔径。
直径:10.285~10.306mm。
选择新导管衬套(标准或加大尺寸0.05mm)。
表1-26 排气门衬套尺寸及孔径 (单位:mm)
如果气缸盖衬套孔径大于10.306mm,则需将衬套孔径加工为10.335~10.356mm,以安装加大尺寸0.05气门导管衬套。如果气缸盖衬套孔径大于10.356mm,则更换气缸盖。
5)将气缸盖加热到80~100℃。
6)将气缸盖放到木块上。
7)用专用工具和锤子敲入新气门导管衬套,使之达到规定的凸出部分高度。
凸出高度:11.15~11.55mm。
8)用ϕ5.5mm锋利铰刀刮气门导管衬套,以使导管衬套与气门杆之间达到标准间隙。
标准油膜间隙:0.030~0.065mm。
(3)更换环销。
1)拆下环销。
注意:如果不更换环销,则无需将其拆下。
2)用塑料锤敲入新环销,使之达到规定的凸出高度。
凸出高度:6.5~7.5mm。
(4)更换双头螺柱,见图1-105。
1)拆下双头螺柱。
2)用E8“TORX”梅花套筒扳手安装双头螺柱。
注意:如果双头螺柱变形或螺纹受损,则将其更换。
5.重新装配
(1)安装2号直螺纹塞。
用10mm直六角扳手安装3个新衬垫和3个直螺纹塞,参见图1-91。
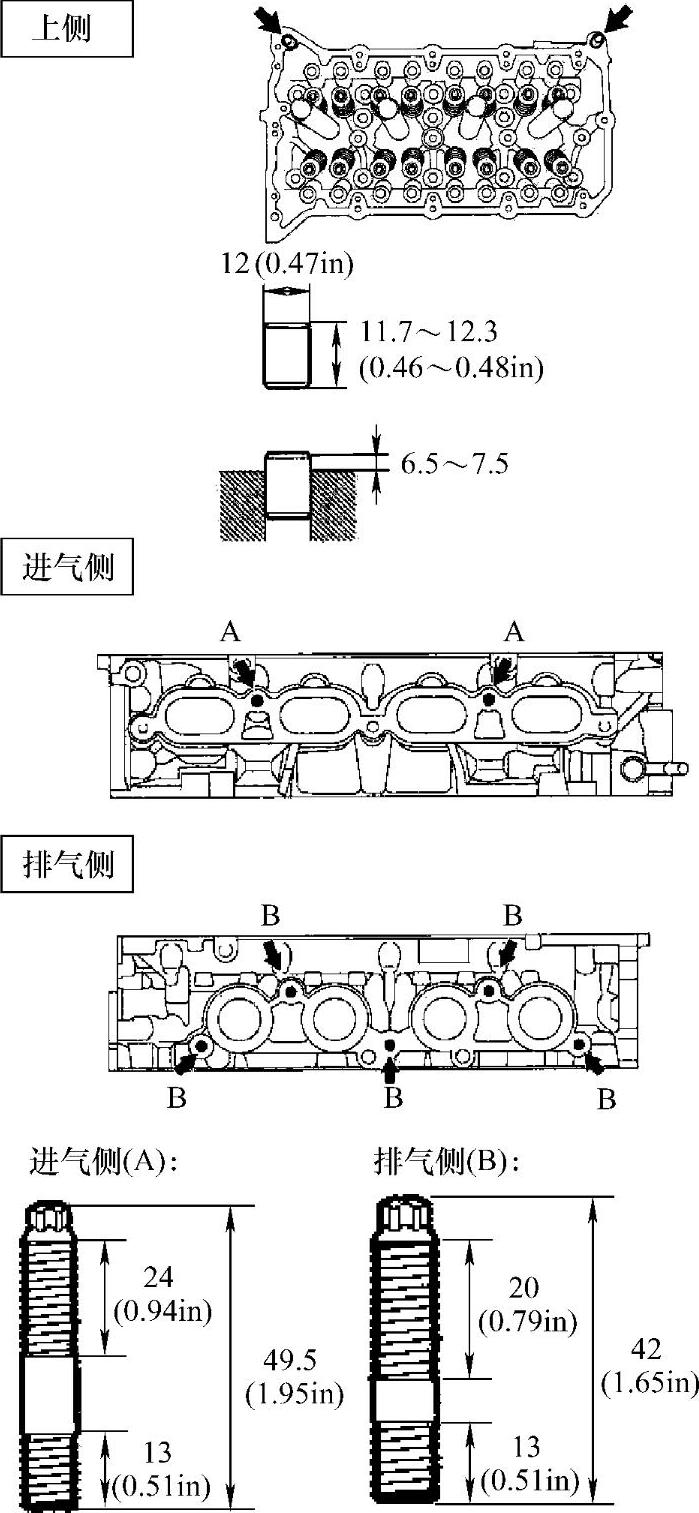
图1-105 更换双头螺柱
拧紧力矩:44N·m。
(2)安装气门弹簧座。
将气门弹簧座安装到气缸盖上。
(3)安装气门杆油封,见图1-106。
1)在新油封上涂抹一薄层发动机机油。
注意:进气门油封为灰色,排气门油封为黑色。
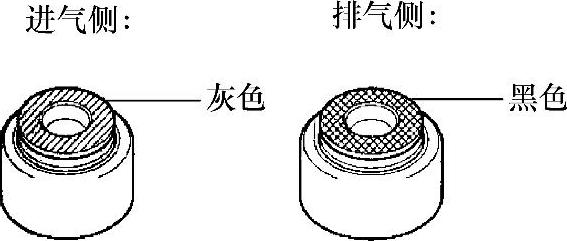
图1-106 安装气门杆油封
注意:安装进气门和排气门油封时应特别小心。例如,若将进气门油封安装至排气侧或将排气门油封安装至进气侧,将会导致以后的安装故障。
2)用专用工具压入油封,见图1-107。
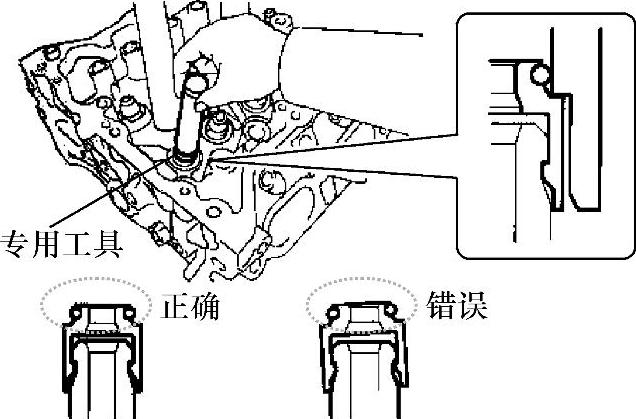
图1-107 压入油封
(4)安装进气门。
1)如图1-108所示,在进气门的顶部涂抹足量发动机机油。
2)将气门、压缩弹簧和弹簧座圈安装到气缸盖上。
注意:原来的零件要按照原来的组合安装到原位。
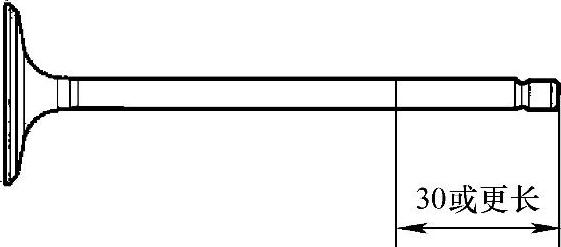
图1-108 涂抹足量发动机机油
3)用气门拆装工具和木块压缩弹簧并安装两个座圈锁片,参见图1-87。
4)用塑料锤轻敲气门杆顶部以确保安装到位,见图1-109。
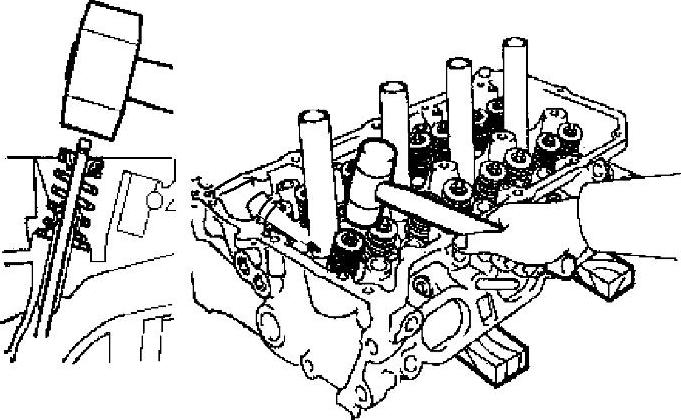
图1-109 用塑料锤轻敲气门杆顶部
(5)安装排气门。
1)在排气门的顶部涂抹足量发动机机油。
2)将气门、压缩弹簧和弹簧座圈安装到气缸盖上。
3)用气门拆装工具和木块压缩弹簧并安装两个座圈锁片,参见图1-88。
4)用塑料锤轻敲气门杆顶部以确保安装到位。
(6)安装气门杆盖。
1)在气门杆盖上涂抹一薄层发动机机油。
2)将气门杆盖安装到气缸盖上。
6.气门座的维修
(1)用45°铰刀修整气门座表面,使气门座宽度大于规定值,见图1-110。
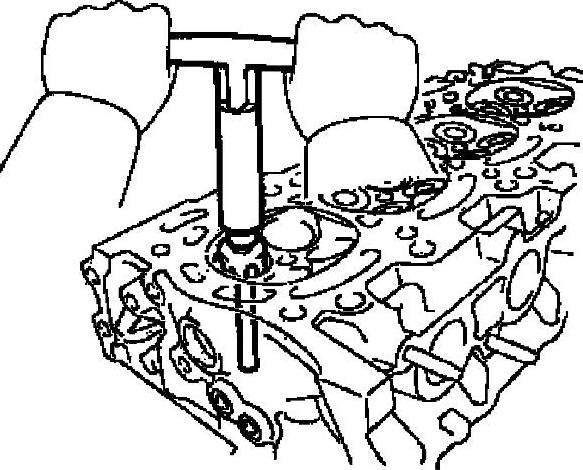
图1-110 用45°铰刀修整气门座表面
注意:
· 检查气门落座位置的同时维修气门座。
· 使唇口远离异物。
(2)用30°和75°铰刀修整气门座,使气门可以接触到气门座的整个圆周。应在气门座的中心接触,且气门座宽度应保持在气门座整个圆周周围的规定范围内,见图1-111,气门座宽度见表1-27。
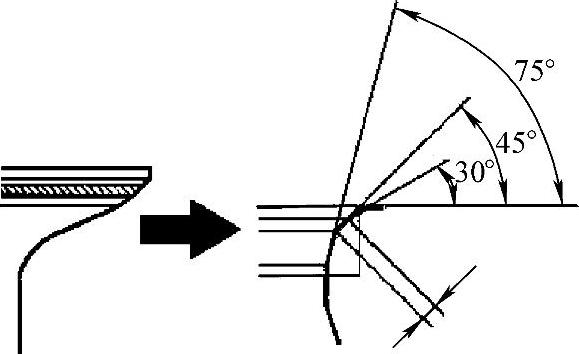
图1-111 气门座整个圆周周围的规定范围
表1-27 气门座宽度
(3)用研磨剂对气门和气门座进行手动研磨。
(4)检查气门落座位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。