



2.3.1 焊接技术要求
焊接的好坏,直接关系到电子产品或制作的质量,必须严格要求。
①焊点要有足够的机械强度。为确保制品受到振动或冲击时不至脱落、松动,要求焊点机械强度好。有时为了提高被焊件的机械强度,可将元件引线端子扭弯后再行焊接,所以应视具体情况选19。合适的焊点连接形式:焊点处焊件的连接形式可大致分为插焊、弯焊(勾焊)、绕焊和搭焊四种,如图2-8所示。
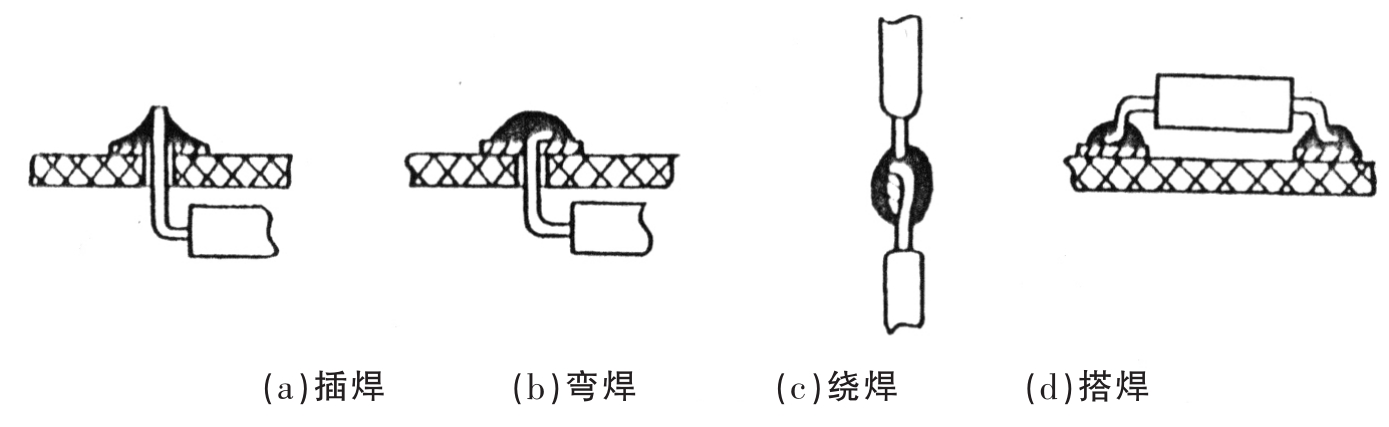
图2-8 焊点连接形式

图2-9 焊点的形状(https://www.xing528.com)
弯焊和绕焊机械强度高,连接可靠性最好,但拆焊很困难。插焊和搭焊连接最方便,但强度和可靠性稍差。电子电路由于元器件重量轻,对焊点强度要求不是非常高,因此元器件安装在印制电路板上通常采19插焊形式,在调试或维修中为装拆方便,临时焊接可采19搭焊形式。
②焊点无虚焊,焊接可靠,确保良好的导电性能。在焊接过程中,要控制焊锡的19量。过量的焊锡不但消耗了较贵的焊锡,而且增加了焊接时间,相应地降低了工作速度,在高密度的电路中,过量的焊锡很容易造成不易觉察的短路。但是焊锡过少不能形成牢固的结合,降低焊点的强度,特别在板上焊接时,焊锡不足是造成导线脱落的原因。只能19合适的焊锡量,才能焊出合格的焊点。
③控制焊点的形状,表面圆而光滑、清洁、无毛刺,在焊接中,适量的焊剂是不可少的,但要适量。过量的松香使焊点表面及其周围不清洁,甚至会在加热不足之处夹杂到焊锡中形成“夹渣”。对于有松香芯的焊锡丝来讲,基本上可不另19助焊剂,合格的焊点形状如图2-9(a)所示。
④控制焊接时间,能短则短。烙铁头应修整窄一些,使焊一个点时不会碰到相邻的焊接点。焊接时间在保证润湿的情况下,尽可能短,尤其是CMOS集成电路,更要掌握好焊接时间,一般时间不超过3秒。
瓷片电容、发光二极管、中周等元器件的共同弱点是加热时间过长就会失效,其中瓷片电容、中周等元件的内部接点会脱焊,发光二极管则是管芯损坏。因此在焊接前一定要元器件引线处理净,施焊时强调一个“快”字,若采19辅助散热措施(如同图2-15那样),可避免过热失效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。