



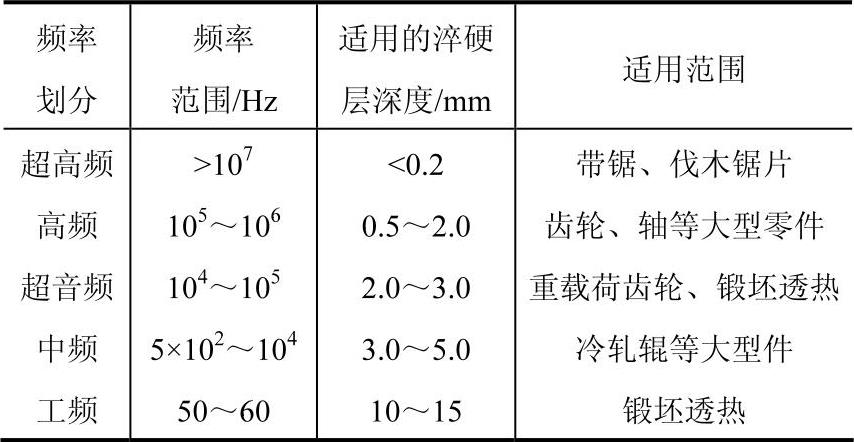
表6-18 感应加热各种频率的划分和适用范围
2.4.1 表面加热淬火
利用电感应、火焰、激光、电子束、接触电阻方式加热金属零件表面,靠喷液、浸液、自冷使其表面和局部淬硬。当前应用最广的是高频、中频、超音频感应淬火。感应加热技术的各种频率的划分和适用范围见表6-18。钢件表面和局部感应淬火属清洁热处理技术,节能效果十分明显。近代感应电源发展神速,老式的电子管高频电源已很少见。中频发电机由于噪声大、效率低、维护不便,几乎绝迹。现在广泛使用的是效率高、安全可靠、易维护的各种静态晶体管的 频率可调电源,以及靠机械手操作、高度自动化的淬火机床。
氧乙炔焰表面加热淬火过去曾一度盛行于形状不规则零件的单件和小批量生产,现已被感应淬火和激光淬火代替。电子束加热需要在真空中施行,设备复杂昂贵,生产中很少应用。电接触法过去曾用于机床导轨表面硬化,因淬硬层过浅、强化效果差,也被感应淬火取代。激光技术进步神速,高效大功率激光器相继问世。尤其是小体积大功率的二极管激光器的出现为金属零件表层的相变硬化、熔化凝固和合金化提供了方便条件。汽车发动机气缸内壁和阀座的激光硬化是最典型用例。
2.4.2 用低淬透性钢的感应淬火代替渗碳淬火
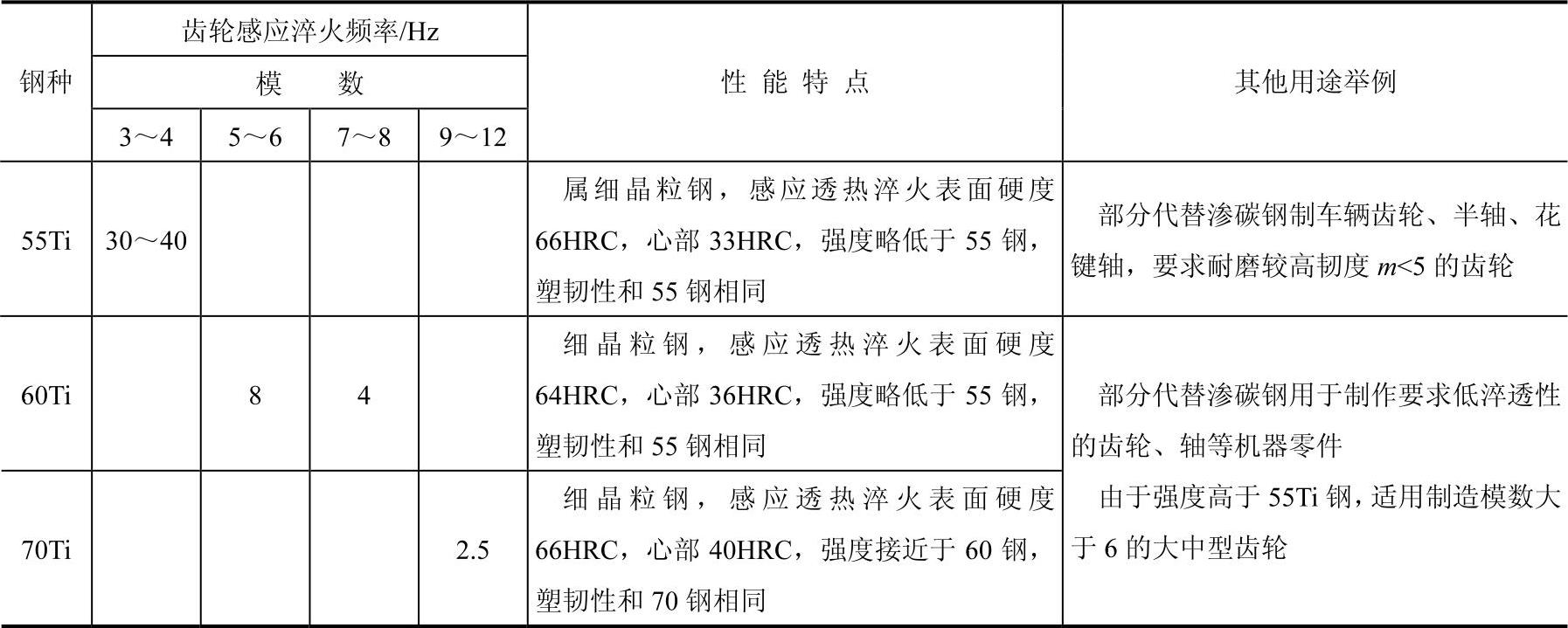
用加Al细化晶粒,减少钢中Mn、Si、Ni、Cr等提高钢淬透性元素,加热Ti的低淬透性钢制造汽车拖拉机齿轮。齿坯经正火处理后加工成齿轮,最后施行感应淬火,这样可使淬硬层按齿轮轮廓分布,获得内韧外硬的齿轮,从而可以取代渗碳淬火。同理GCr4控制淬透性轴承钢以感应淬火代替深层渗碳淬火可以制造铁路轴承套圈。这些材料价格低廉,以感应淬火代替渗碳淬火可以大大缩短制造周期,节能效果十分明显。表6-19所示为三种可制造齿轮的低淬透性钢化学成分。表6-20为低淬透性钢性能与用途。
表6-19 低淬透性钢化学成分(质量分数,%)
 (https://www.xing528.com)
(https://www.xing528.com)
①其他残留元素:w(Cr)≤0.20%,w(Ni)≤0.20%,w(Cu)≤0.20%;w(Cr)+w(Ni+Cu)≤0.50%
表6-20 低淬透性钢性能特点、用途及齿轮感应淬火频率
2.4.3 感应淬火自行回火
钢件感应淬火后应及时回火,以减少淬硬层残留应力和提高韧性。为此淬火后不使其冷透,靠心部余热的返出使硬化层回火的方法被称为自行回火,省略了冷透重新加热回火工序。批量生产时,通过预先试验,确定针对具体零件的淬火冷却终止时间,即可在生产线上施行自行回火。表6-21为45钢达到相同硬度的自行回火温度与炉中回火温度。
表6-21 45钢达到相同硬度的自行回火温度与炉中回火温度①

①淬火后硬度63.5~65HRC,炉中回火1.5h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。