



【项目背景】
雅图是国内知名的管理咨询设计公司,从为国内知名白色家电企业设计第一条冰箱生产线开始,服务家电企业数量及承接工程数量达300多项,逐步发展成从工艺设计、总体规划到物流分析配套工程设计为一体的咨询服务公司。
工业工程研究生毕业后,我有幸被这家知名企业录用。进入公司后,被各种辉煌业绩所吸引,幻想以后也能指点江山,真是兴奋不已。
仅两周的入职培训后,我所在的项目组就接到一个项目任务,业主是一家冰箱企业。该企业已经拟定未来五年的发展规划,初期的目标都比较顺利地达成,到规划中期时,公司的发展遇到了瓶颈,每月的生产任务目标基本都没达到。眼看着这一年时间过了大半,企业只能寻求外援,希望能帮他们完成年度目标。
项目组接到任务后,马上开会讨论。
我也落座在一旁旁听了这次会议。虽说在硕士研究生阶段也和导师做过一些项目,但像这样规格的场面还是第一次见到。
会议很快就结束了,组长把我叫到一旁,吩咐我准备参与这个项目。我将负责物流部分的规划设计。
很快,我们举行了小组会议,开始正式对这次项目做详细周密的安排和进度计划。
确定项目目标:在不额外增员的前提下,满足产能的要求,将生产节拍时间由105秒缩短至75秒。
通常情况下,拿到一个项目后,会有一个项目简介,以方便所有参与者了解甲方(指客户)的情况。
现在,我们所有的信息量就是他们是做冰箱的。
我们不得不赶赴现场,收集数据。坦白地讲,可能他们自己对情况也并非很了解。
电冰箱由制冷系统、电气控制系统、保温系统、存储单元等组成,产品零部件多,且一般具有生产规模较大、物流复杂等特点。
其生产过程复杂,生产过程中受到关键工序(箱体发泡、门体发泡、内胆成型)的影响较大,不同型号的产品用到的模具、零部件均不尽相同,小批量多品种生产的均衡性受模具更换、模具数量限制。
目前,该厂年产65万台冰箱,主要产品为大容量对开门及多门冰箱。生产线人员385人,物流人员39人。为满足市场多样化需求,生产线对应的产品型号多达200种以上,物料种类达到1900多种。公司产品结构复杂,产品系列多样化,各种型号的产品结构和采用的零部件差异较大,导致不同型号的冰箱生产工艺上有较大的差异,生产车间同一时段生产冰箱型号均多达5~8个,全天生产冰箱型号10~12个,每月订单近百批次。
接下来就是物流现状的调研,包括存储区域、配送工具、物流人员、配送流程等。
原材料集中存储于生产厂房的三个区域,分别为钣金件存储区、包装材料存储区、车间仓库区。各存储区面积分别为3200m2、350m2、15000m2。其中钣金件存储周期10~15天,包装材料存储周期约8小时,车间仓库区物料存储周期约4~9天。钣金件用于箱体、门体的外壳。包装材料用于冰箱外包装,包含纸箱、泡沫塑料、塑料袋等。车间仓库区的物料用于预装和总装生产线。
物流配送工具分为手推车、电瓶叉车、电瓶牵引车。手推车12辆,电瓶叉车26量,电瓶牵引车8辆。其中手推车主要用于包装材料的运输,按照单班运送物料重量与运输距离的乘积表示物流量,由手推车配送的物流量占单班总生产物流量的16%;电瓶叉车为主要的运输工具,运送的物料包括钣金材料、生产预装材料、总装线物料等,占总生产物流量的72%;螺钉、小塑料件等辅料由电瓶牵引车配送,仅占总生产物流量的12%。
【项目分析】(https://www.xing528.com)
图5-1为物料配送线路图,入库的原材料由调度员统一规划,不同的物料由不同的配送员负责,在仓库区整理准备后,发往生产现场,供应4条生产线。
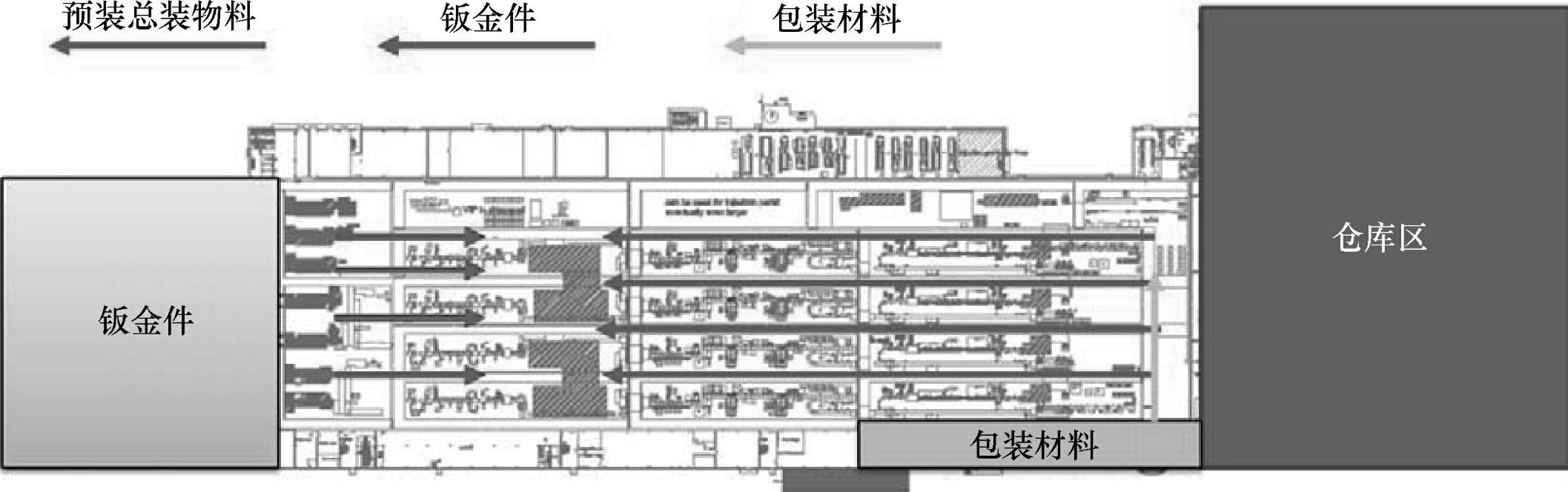
图5-1 物料配送线路图
随后,我将整个物料配送流程进行分析,如图5-2所示。
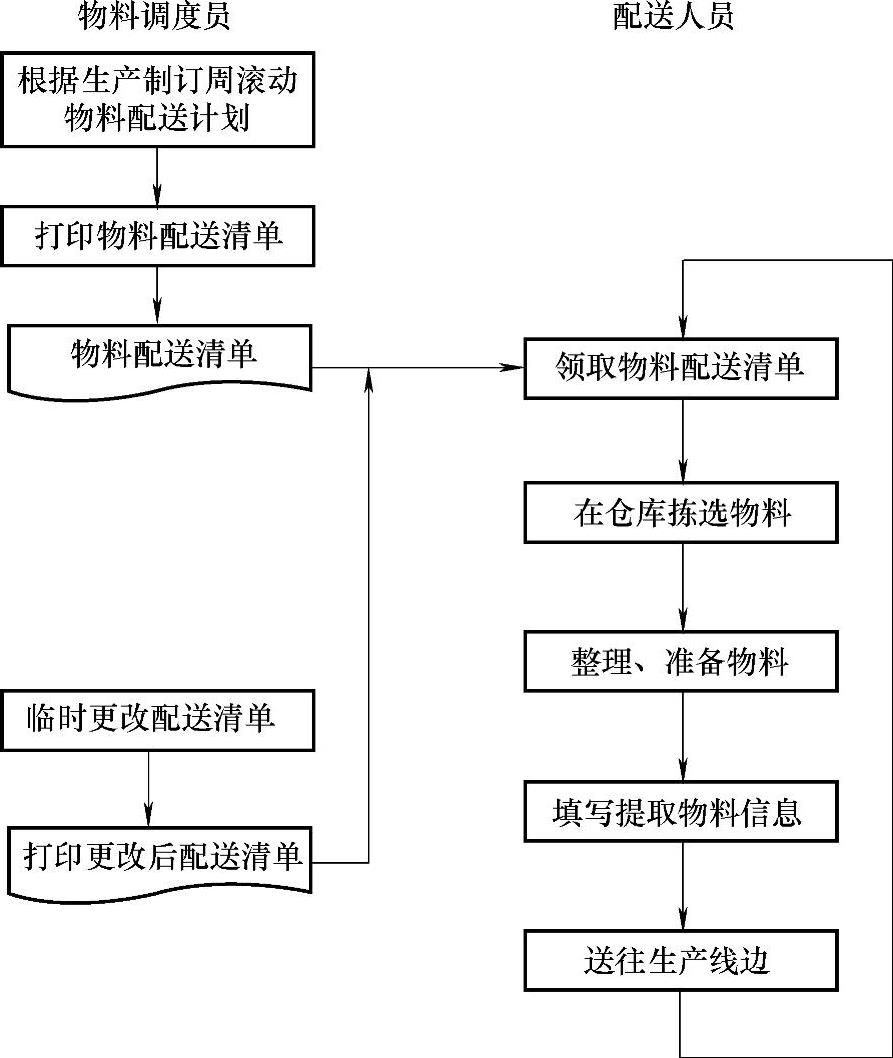
图5-2 改善前配送流程图
另一方面,从生产组的同事反馈的信息了解到,生产线不断地出现停线,时间从几分钟到十几分钟不等(见图5-3)。
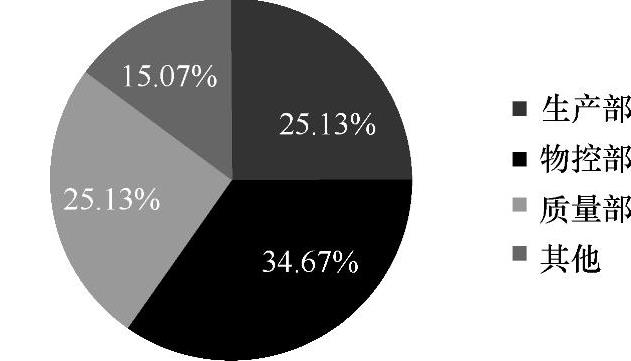
图5-3 生产停线统计
图5-3所示为生产现场停线的一组统计数据,由物流导致的生产停线接近35%。合同目标在于生产提效,缩短节拍时间。而导致当前生产停线的主要原因在于物流方面,这也从侧面佐证了物流改善的必要性。
因此,将生产部和物控部这两个部门作为研究改善的“重灾区”。现场调研采用定性加定量相互结合的方式,通过对现场的生产人员以及物流配送人员问卷调查,以及对生产和物流主管访谈,分别从物流人员、物流设备、物料、配送方法等方面将收集的问题进行归类。
对于20名现场物流配送人员的工作状态采用工作抽样法,连续两周,进行了近500次的观测。通过公式计算,绘制工作比率图(见图5-4)。以横坐标表示物流配送过程中不同的配送人员抽样,纵坐标表示不同人员统计计算得到的平均工作比率。物流配送人员的工作量存在较大的不均衡性,其中2号、9号、12号工作任务繁重,而10号、13号工作相对轻松。
从人员工作强度来看,按照已知的人员配置以及物流配送方式,简单地加大工作人员的工作量已无法实现配送量的大幅提升。而配送人员的数量不允许增加是项目签订的前提。唯有充分发掘现有条件下的潜力才是可行之法。
冰箱物流配送优化的目标是,在满足连续生产的前提下,基于运输工具种类、数量、运输距离等约束条件,将物流配送任务进行安排调度,以达到物流配送总时间最短的目的,即提高物流配送效率。
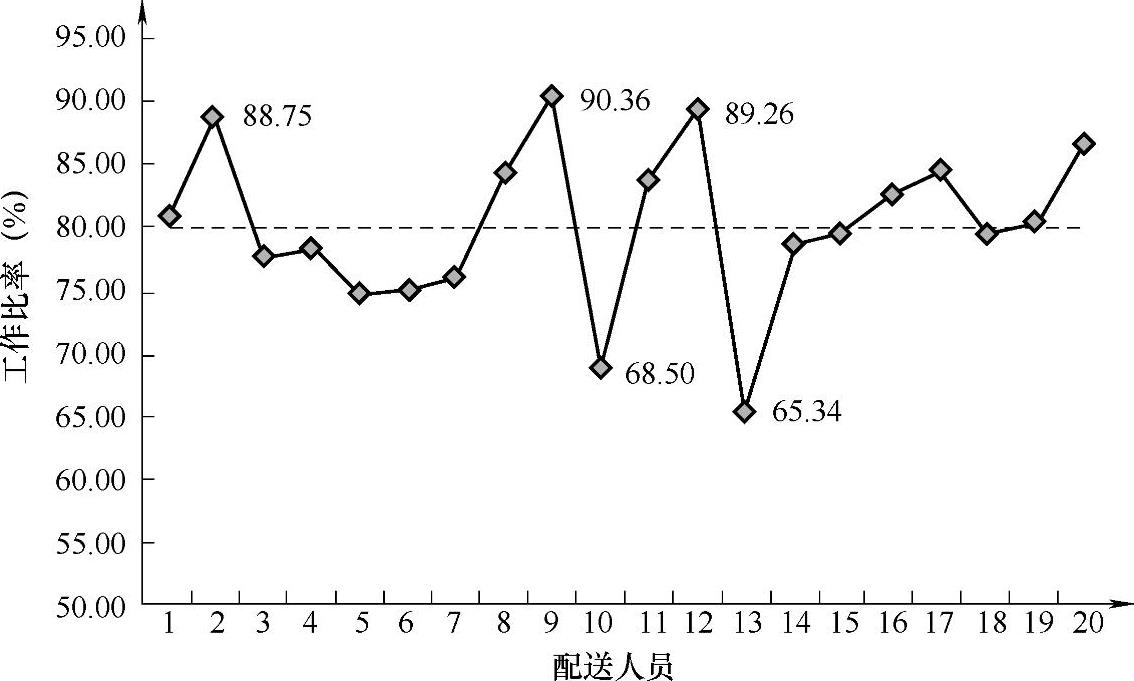
图5-4 不同人员的工作比率
【解决方案】
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。