



钢熔焊时,液态金属熔池从高温向室温的冷却过程中,一般要经过两次组织转变。第一次是液态转变成固态的形核、结晶和长大过程,即焊缝金属晶粒结构的形成过程,称为焊缝金属的一次结晶。一次结晶得到的组织,称为焊缝金属的一次结晶组织。在大多数情况下,一次结晶组织为柱状奥氏体,在一定条件下焊缝也会产生等轴奥氏体。焊缝金属一次结晶后,随着焊缝温度的不断降低,大部分材料的固态焊缝金属还要经过一系列的相变过程,这种固态相变过程就称为焊缝金属的二次结晶。
(一)一次结晶的特点
1)熔池的体积小,冷却速度快,对于含碳量高、含合金元素较多的钢种,容易产生硬化组织和结晶裂纹。
2)熔池中的液态金属处于过热状态,因此合金元素的烧损比较严重,使熔池中作为晶核的质点大为减少,促使焊缝得到柱状晶。
3)熔池在运动状态下结晶,即熔池的前半部处在熔化过程,其后半部处在结晶过程。此外,熔池在结晶过程中,由于熔池内部的气体外逸、焊条的摆动、气体的吹力对熔池产生搅拌作用,这一点有利于气体、夹杂物的排除,有利于得到致密而性能良好的焊缝。
4)结晶以母材或前道焊缝局部熔化部位上的晶粒为基晶进行结晶。
(二)一次结晶的过程
熔池的一次结晶包括产生晶核和晶核长大两个过程。随着电弧移去,熔池液体金属逐渐降低到凝固温度时,形成最原始的微小晶体——晶核。在熔池中,最先出现晶核的部位在熔合线上,如图3-9所示的焊缝轮廓线上。因为熔合线处散热快,是熔池中温度最低的地方,也是最先达到凝固温度的部位。随着熔池温度的不断降低,晶核开始向着与散热方向相反的一方长大,由于熔池的散热方向垂直于熔合线的方向指向金属内部,所以晶体只能向熔池中心生长,从而形成柱状晶。当柱状晶体不断长大至互相接触时,焊缝这一断面的结晶过程结束。
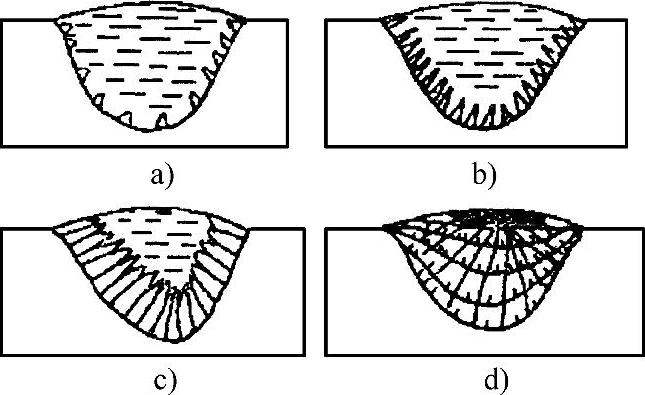
图3-9 熔池的结晶过程
在某些情况下,一次结晶过程不仅在熔合线上,半熔化状态的基本晶粒表面形成晶核,有时在液态金属内部也会生成晶核,产生等轴晶粒,等轴晶粒的产生是由于液态金属温度梯度很小,液态金属中形成浓度过冷,达到凝固温度,在周围晶粒没有长到该区域前就形成晶核,并向四个方向长大,形成等轴晶。
(三)一次结晶过程中的偏析
由于冷却速度快,已凝固的焊缝金属中的化学成分来不及扩散,因此化学成分分布是不均匀的,这种现象称为偏析。焊缝中的偏析有显微偏析、区域偏析和层状偏析三种。
1.显微偏析 在一个晶粒内部和晶粒之间的化学成分是不均匀的,这种现象称为显微偏析。影响显微偏析的主要因素是金属的化学成分。因为金属的化学成分决定金属结晶区间的大小,结晶区间越大,越容易产生显微偏析,严重的偏析会引起热裂纹等缺陷。
2.区域偏析 熔池结晶时,由于柱状晶体的不断长大和推移,会把杂质“赶”向熔池中心,使熔池中心的杂质比其他部位多,这种现象称为区域偏析。
焊缝熔池形状对区域偏析分布有很大的影响,窄而深的焊缝,杂质聚集在焊缝中心,极易形成热裂纹;宽而浅的焊缝,杂质便聚集在焊缝上部,具有较高的抗热裂能力,如图3-10所示。(https://www.xing528.com)
焊缝成形系数是描述焊缝熔池形状的最常用术语。焊缝成形系数又称焊缝形状系数,是指熔焊时,在单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)的比值(ϕ=B/H),如图3-11所示。
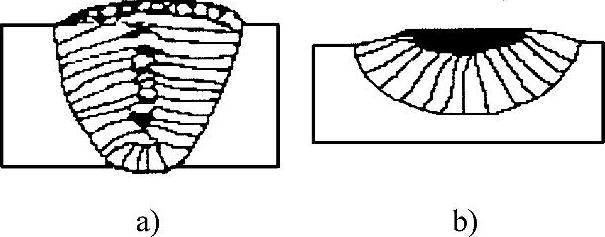
图3-10 焊缝的熔池形状对区域偏析的影响
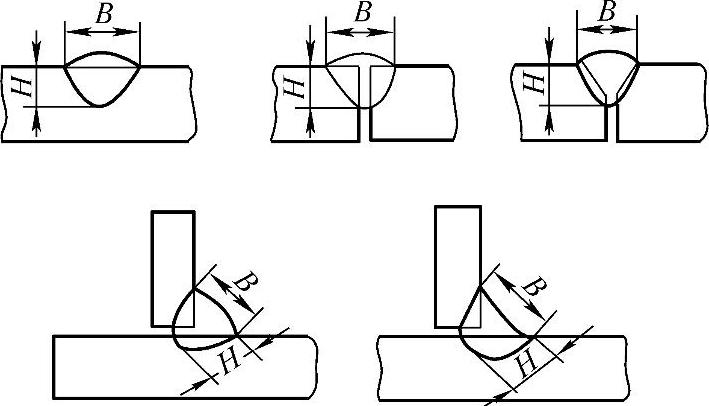
图3-11 焊缝成形系数示意图
熔融金属从温度较低的区域开始凝固,不断向焊缝中心推动。熔融焊缝金属一直处于凝固的焊缝金属之上。由于凝固过程是垂直于固液线进行,焊缝成形系数越大,熔池中的低熔点组成物、偏析的杂质物越容易浮在熔池上部。焊缝成形系数小,将导致杂质物、低熔点组成物沿着焊缝中心线沉淀,造成界面结合力减弱,增加产生裂纹倾向。这种裂纹在凝固后立即产生或在凝固过程中的高温段产生。
焊缝成形系数是被用来估测焊缝抗中心裂纹倾向的经验数字。但是焊缝中心裂纹倾向大小不仅由焊缝成形系数决定,而且填充金属材料、母材的化学成分(特别是碳当量)和接头拘束度也对中心裂纹倾向产生影响。可以用焊接参数来控制焊缝熔池形状,即焊缝成形系数的大小。一般说来,增加电弧电压会使焊缝成形系数增大,增加焊接电流会使焊缝成形系数减小。
另外,焊接材料的合金成分或杂质越多,则区域偏析越严重,熔池的冷却速度越慢,各种元素和杂质越易集中,区域偏析也越严重。焊接速度越高时,柱状晶的成长方向越垂直于焊缝的中心,易形成脆弱的焊缝断合面,偏析会聚集在焊缝中心线附近,此处易产生焊缝的纵向裂纹。当焊接速度越慢时,偏析情况有所减轻。
3.层状偏析 焊缝断面上不同分层的化学成分分布不均匀的现象称为层状偏析。层状偏析是由于熔池在凝固过程中,晶粒成长速度发生周期变化,从而形成周期性的偏析。
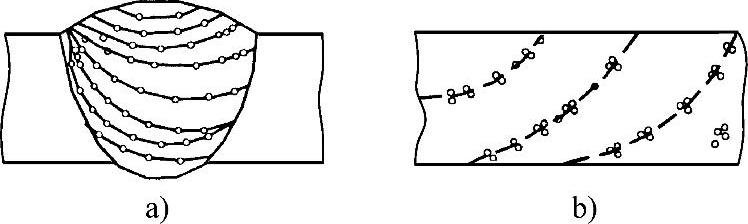
图3-12 层状偏析中的缺陷
层状偏析中常集中了一些有害元素,因而缺陷也往往出现在偏析中。图3-12所示为由层状偏析造成的气孔。层状偏析同样使焊缝的力学性能不均匀。
(四)夹杂
1.氧化物夹杂 主要是SiO2、MnO、TiO2、Al2O3等。这些夹杂物的危害较大,是在焊缝中引起夹渣的原因之一。
2.硫化物夹杂 主要是MnS和FeS,其中的FeS形式存在的夹杂,对钢的性能影响最大,它是促使形成热裂纹的主要因素之一。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。