



(一)控制焊接应力的设计措施
为了减小焊接应力和焊接变形,在构件的设计和工艺的制定过程中,设计人员和工艺人员应从以下方面考虑,减小焊接应力:
1)尽量减小焊缝尺寸和焊缝数量。
2)使用热输入小、能量集中的焊接方法。
3)避免焊缝密集交叉。
4)采用刚性小的接头形式。
5)在残留应力区避免焊缝形状不连续,减小应力集中。
6)制定合理的消除应力热处理规范。
(二)控制焊接应力的工艺措施
1.采用小的热输入或强制冷却措施 小的焊接热输入和强制冷却有助于焊缝的快速冷却,使焊接过程中近缝区的受拉区减小。
2.选择合理的焊接顺序和焊接方向,调整残留应力分布
1)先焊收缩量大的焊缝,使焊缝尽量能够自由收缩。在具有对接和角接焊缝的结构中,应先焊收缩量较大的对接焊缝。
2)焊缝交叉时,先焊短焊缝,后焊直通长焊缝。
3)先焊受力大的焊缝,使内应力合理分布。
图8-5是工字梁的焊接顺序示意图,图中根据受力大小确定焊接顺序,使翼板内有压应力,从而提高构件疲劳寿命。先焊受力较大的翼板对接焊缝1,然后焊接腹板对接焊缝2,最后焊接翼板和腹板件的角焊缝3。(https://www.xing528.com)
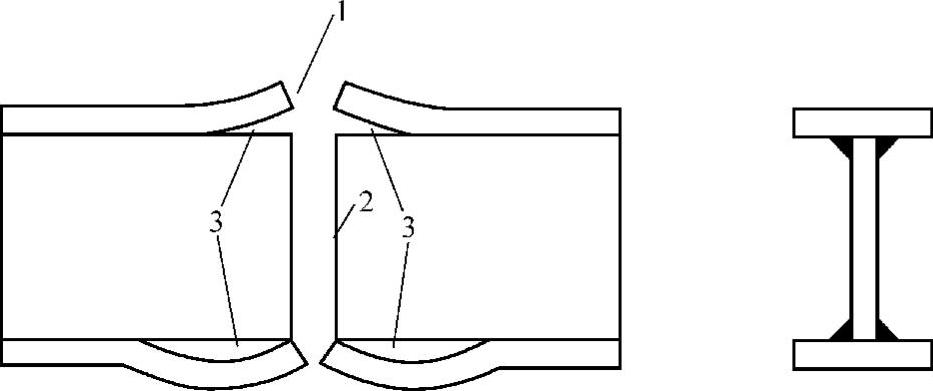
图8-5 工字梁的焊接顺序
图8-6示出了拼板时的焊接顺序,按图示顺序焊接,焊缝有较大的自由收缩空间,有利于减小焊接应力。
3.采用减小焊缝拘束度的工艺措施,补偿焊缝收缩量 焊接封闭焊缝和刚度较小的焊缝,可采用反变形方法来降低接头的刚度,减小焊后残留应力。
4.锤击多层焊缝的中间各层,使之延展,降低应力和拘束 对于中间焊道,焊后使用带有圆弧面的锤子或风枪击打焊缝,使焊缝变形延展,从而降低焊接应力。锤击应均匀、用力适度,以焊缝发生塑性变形为宜,避免因锤击过分产生裂纹。锤击法是工程中较为常用的工艺措施,既节约能源、提高效率,又能在焊缝区表面形成一定深度的压应力,有利于提高结构的疲劳寿命。
5.局部加热 在构件相应部位形成可补偿焊缝收缩的变形,加热结构的适当部位,使其产生与焊缝收缩方向相反的伸长变形。在冷却时,加热区的收缩与焊缝的收缩方向相同,由于焊缝的收缩自由,从而减少了内应力。
图8-7是轮缘、轮辐补焊时采用局部加热法减小焊接应力的加热区域示意图。
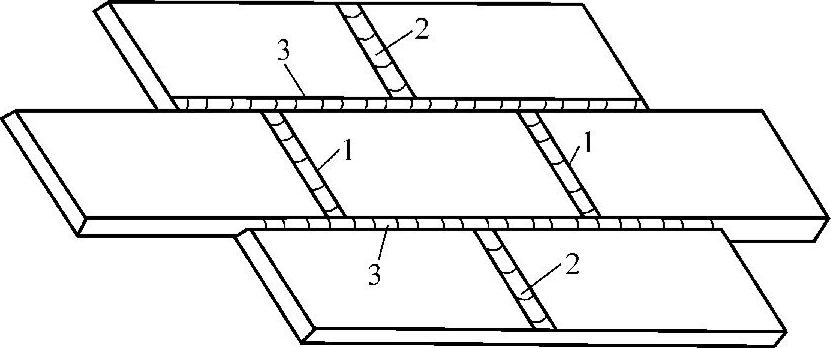
图8-6 合理的拼板焊接顺序

图8-7 补焊时局部加热示意图
6.预拉伸法补偿焊缝收缩 焊接前,采用机械拉伸或加热拉伸法使构件焊接区母材局部伸长,焊接过程中可补偿焊缝的收缩,达到减小焊接应力的目的。
7.低应力无变形焊接法(LSND) 该方法用于薄板件的焊接。在焊缝区加铜垫板对焊缝进行冷却,焊缝的两侧有加热元件,对近缝区加热,形成一个预置温度场,产生预置的拉伸效应,焊缝两侧采用固定装置固定。预置温度场可以在焊缝中形成压应力,使残留应力场重新分布。在焊接过程中,随着焊缝中拉应力水平的降低,焊缝两侧的压应力水平也在降低。采用该方法,残留拉应力峰值可降低至原来的2/3,焊后的焊件焊接残留应力很小,并保持焊前的平直状态。
低应力无变形焊接法适用于铝合金、不锈钢、钛合金等的焊接。预置温度场的温度因材料和结构的不同而不同,一般在100~300℃左右。预置温度场还有利于改善高强度铝合金等材料焊接接头的性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。