



在注射成型过程中需要控制的温度主要有机筒温度、喷嘴温度和模具温度。机筒温度和喷嘴温度主要影响塑料的塑化和流动;而模具温度主要影响塑料的注射和冷却。
1.机筒温度
确定机筒温度时,应保证塑料塑化均匀,能顺利地充模,同时又不致造成塑料降解。只有在充分塑化的前提下,进入型腔的塑料熔体才能以顺畅的流动态势充满型腔并接近完全地复制出型腔的形状,完美地达到要求。
(1)选择机筒温度时应考虑的因素 机筒温度的选择应考虑以下几个方面:
1)塑料的粘流温度或熔点。不同的塑料,其粘流温度(Tf)或熔点(Tm)是不同的。对于非结晶型塑料,机筒末端温度应控制在它的Tf以上;对于结晶型塑料则应控制在其Tm以上。但为了保证塑料不发生分解,机筒温度均不能超过塑料本身的分解温度(Td),即机筒温度应控制在Tf(或Tm)与Td之间(Tf~Td或Tm~Td)。
通常对于Tf~Td范围较窄的塑料(如硬质PVC),为防止塑料分解,机筒温度应偏低一些,比Tf稍高即可;而对于Tf~Td范围较宽的塑料(如PS、PE、PP),机筒温度可适当高些,即比Tf高得多一些。
对于热敏性塑料(如PVC、POM等),虽然机筒温度控制较低,但如果物料在高温下停留时间过长,同样会发生氧化降解。因此加工该类塑料时,除严格控制机筒的最高温度外,对塑料在机筒中的停留时间也应有所限制。
2)塑料的相对分子质量及其分布。同一种塑料,由于生产厂家不同、牌号不同,其流动温度及分解温度也有差别。一般情况下,平均相对分子质量高、相对分子质量分布窄的塑料,其熔体粘度高,流动性较差,机筒温度应适当提高;而平均相对分子质量低、相对分子质量分布宽的塑料,其熔体粘度小,机筒温度低。
3)塑料添加剂。塑料添加剂的存在对成型温度也有影响。若添加剂为玻璃纤维或其他固体填料时,随着玻璃纤维或固体填料含量的增加,熔体流动性下降,因而机筒温度要相应地提高;若添加剂为增塑剂或润滑剂时,因其粘度低、流动性好,机筒温度可适当低些。
4)注射机类型。同种塑料选择不同类型的注射机进行加工时,机筒温度设定也不同。柱塞式注射机中塑料的加热仅靠机筒壁和分流梭表面传热,而且料层较厚,升温较慢,机筒温度要高些;螺杆式注射机中的塑料会受到螺杆的搅拌混合,获得较多的剪切摩擦热,料层较薄,升温较快,机筒温度应低些,一般比柱塞式注射机的机筒温度低10~20℃。
5)制品及模具结构。对于薄壁制品,其相应的型腔狭窄,熔体充模时的阻力大、冷却快,为了提高熔体流动性,便于充满型腔,机筒温度应选择高些;相反,对于厚壁制品,机筒温度可低一些。另外,对于形状复杂或带有嵌件的制品,由于充模流程曲折、充模时间较长,此时,机筒温度也应设定高些。
6)其他工艺条件的制约。机筒温度与其他工艺条件有相互制约关系。有时改变机筒温度会起到与调整其他工艺条件相同的效果,例如,为提高熔体的充模流动长度,既可采用提高机筒温度的办法,也可采用提高注射压力和注射速度的方法。因此机筒温度的确定必须与其他工艺条件结合起来综合考虑。
(2)机筒温度是否合理的判断方法 机筒温度设定得是否合理可通过以下两种方法判断:
1)对空注射法。用点动动作,在低压低速下对空注射熔体,若喷出的料刚劲有力,料流均匀、光亮、无气泡、不卷曲、色泽均匀,则认为机筒温度合适;如果料流表面粗糙、有银丝或变色现象,则说明机筒温度不合适。
2)直接观察法。一般是先制作几件样品,采用“直观分析法”,看制品是否有光泽,如果有光泽,一般来说,塑化质量可达到要求,机筒温度合适;如果粗糙,有毛粒等,说明塑化不良,必须调整机筒温度。
(3)机筒温度加热控制中应注意的问题 在机筒温度的加热控制中要注意以下问题:
1)整个机筒温度的分布应保持一定的梯度,从料斗到喷嘴前依次由低到高,使塑料原料逐步熔融、塑化。一般机筒分三段加热,第一段是靠近料斗处的固体输送段,该段主要是对塑料进行预备加热,温度要低一些,料斗座还需用冷却水冷却,以防止物料“架桥”并保证较高的固体输送效率;第二段为压缩段,物料处于压缩状态并逐渐熔融,该段前半部分的温度要稍低于所用塑料的熔点或粘流温度,后半段要高于塑料的熔点或粘流温度20~25℃;第三段为均化段,物料在该段处于全熔融状态,在预塑终止后形成计量室,储存塑化好的物料,该段温度设定一般要比第二段高出20~25℃,以保证物料处于熔融状态。
2)湿度较高的塑料可适当提高机筒后端温度。螺杆式注射机机筒中的塑料,由于受螺杆剪切摩擦作用,有助于塑化,故为防止塑料的过热分解,机筒前段的温度可以略低于中段。制品注射量大于注射机额定注射量的75%或成型物料不预热时,机筒后段温度应比中段或前段低5~10℃。
3)塑料的熔融温度不但影响加工性能,而且还影响制品的表面质量和色泽。靠近机筒末端的最高温度要高于流动温度(或熔点),这是加工成型的基本保证。但要提高制品的表观质量,应尽量提高熔融温度(必须低于塑料的分解温度),使制品的表面光泽度增加,色泽更加均匀一致。一般来说,熔融温度最好能比充满型腔需要的温度再提高20~30℃。
4)由于不同的注射机,料温与机筒温度的温差大小不同,所以任何时候都不能把测温毫伏计上指示的温度当做机筒内熔体的实际温度,而只能作为实际温度的参考或调节依据。螺杆式注射机,毫伏计指示的温度与实际温度接近或略低11~17℃,而柱塞式注射机则高出11~17℃,两者差距达20~40℃。除了机筒内料流的运动状态外,测温装置的配备也是造成差异的原因。从安全的角度考虑,热电偶最好插在机筒的上方,这是机筒周向上的最热点,这样可避免因误差而造成局部过热。
5)螺杆式注射机,有时由于机筒温度控制不当,再加上注射压力过大或止逆环失效,会使机筒前端的物料向进料段方向反流,在螺纹端面和机筒内壁间的间隙内冷固成一层薄膜,紧紧卡在两个壁面之间,使螺杆不能转动,或虽然转动但不后退,影响加料,这就是所谓的“卡螺杆”故障。此时不应强行拖动,否则会使设备损坏,应将进料口冷却水暂时关闭,强行升高加料段温度(比熔点高30~50℃),并同时把出料段温度降低,经10~30min后,用手转动螺杆,能转动时再试行开机,然后缓慢加料,使螺杆逐渐后退至正常。(https://www.xing528.com)
总之,机筒温度的选择与控制对制品的性能有直接影响。机筒温度提高后,制品的表面质量、冲击强度及成型时熔体的流动长度提高了,而注射压力降低,制品的收缩率、取向度及内应力减小了。由此可见,提高机筒温度,有利于改善制品质量。因此在允许的情况下可适当提高机筒温度。
2.喷嘴温度
喷嘴具有加速熔体流动、调整熔体温度和使物料均化的作用。在注射过程中,喷嘴温度通常要略低于机筒的最高温度。一方面是为了防止熔体产生流延现象;另一方面,由于塑料熔体在通过狭小的喷嘴口径时,会产生摩擦而使温度升高,如果喷嘴温度过高,则会出现分解。但喷嘴温度也不能太低(一般比机筒温度低10℃左右即可),否则喷嘴中的冷凝料会堵塞喷孔、模具浇注系统(尤其是点浇口),或会将冷料注入型腔,使制品赘带冷料斑,影响制品质量。
与机筒温度一样,喷嘴温度的选择也与注射成型中的其他工艺参数有关。例如,当注射压力较小时,为保证物料的流动,应适当提高机筒和喷嘴的温度;反之,则应降低机筒和喷嘴的温度。如果成型周期长,塑料在机筒中受热时间长,机筒温度应稍低些;如果成型周期较短,则机筒温度应高些。生产中一般根据经验数据,结合实际条件,初步确定适当的温度,然后通过熔体的对空注射法和制品的直观分析法进行调整,最终确定合适的机筒和喷嘴温度。
3.模具温度
模具温度是指与制品接触的模具型腔的表面温度,它对塑料熔体的充模流动性,制品的冷却速率,成型周期以及制品的结晶、取向、收缩等影响很大,是关系到制品质量的重要因素。
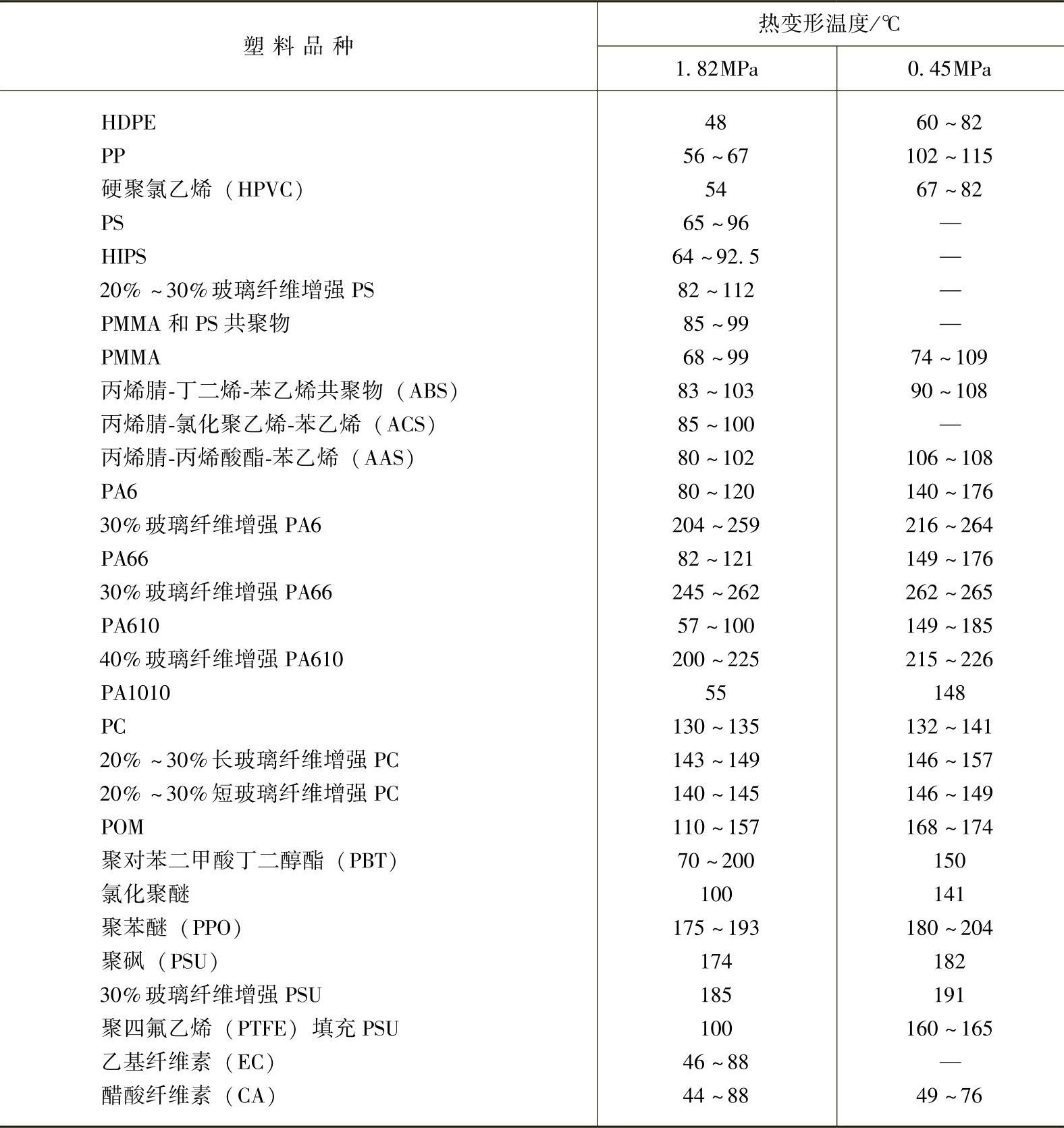
热塑性塑料注射成型时,模具温度必须控制在塑料的热变形温度或玻璃化转变温度(Tg)以下(塑料的热变形温度参见表3-5),以保证制品脱模时有足够的刚度而不致变形。在这个总原则下,模具温度的具体数值应根据塑料特性、制品的结构特点和使用要求以及其他成型工艺条件确定。
表3-5 常用热塑性塑料的热变形温度
对于结晶型塑料,模具温度直接影响塑料的结晶度和结晶构型。模温高,冷却速率慢,结晶速率快,制品的硬度大,刚性高,但却延长了成型周期,并使制品的收缩率增大;模温低,则冷却速率快,结晶速率慢,结晶度低,制品的韧性提高。但是低模温下成型的结晶型塑料制品,当其Tg较低时,会出现后期结晶,使制品产生后收缩和性能变化。
对于非结晶型塑料,模具温度主要影响熔体的粘度,即充模速率。通常在保证充模顺利的情况下,尽量采用低模温,因为低模温可以缩短冷却时间,从而提高生产效率。
对于厚壁制品,由于充模时间长,冷却时间也长,为了使内外冷却一致,防止因内外温差大造成内应力等缺陷(如凹痕、空隙等),模温也应适当高些。表3-6为PA1010制品厚度与模具温度的关系。从表中数据可知,两者呈正比关系。此外,大面积或流动阻力大的薄壁制品,也需要维持较高的模温。
表3-6 PA1010制品厚度与模具温度的关系

对于熔体粘度较低的塑料(如PE、PP、PVC、PS、PA等),由于其流动性好,易充模,因此加工时可采用低模温;而对于熔体粘度较高的塑料(如PC、聚苯醚、聚砜等),模温应高些,一方面可满足充模的需要,另一方面可以调整制品的冷却速率,使制品缓慢、均匀地冷却,应力得到充分松弛,防止制品产生凹痕、裂纹等缺陷。
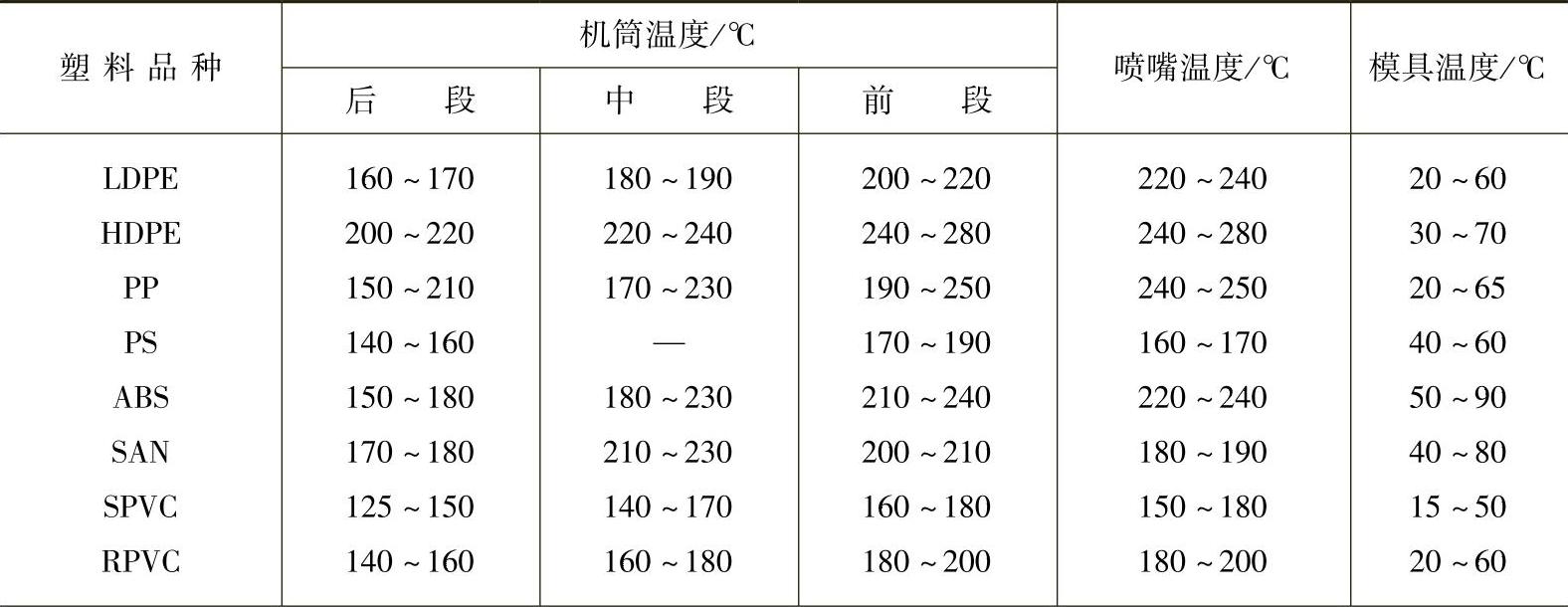
模具的冷却一般用水冷或油冷,控制模温在5~95℃时宜用水冷,在95~120℃时宜用油冷。在个别情况下,还需要采用电阻丝和电阻加热棒对模具加热来保持模具的定温。表3-7列出了部分塑料可选用的机筒温度、喷嘴温度和模具温度,供参考。
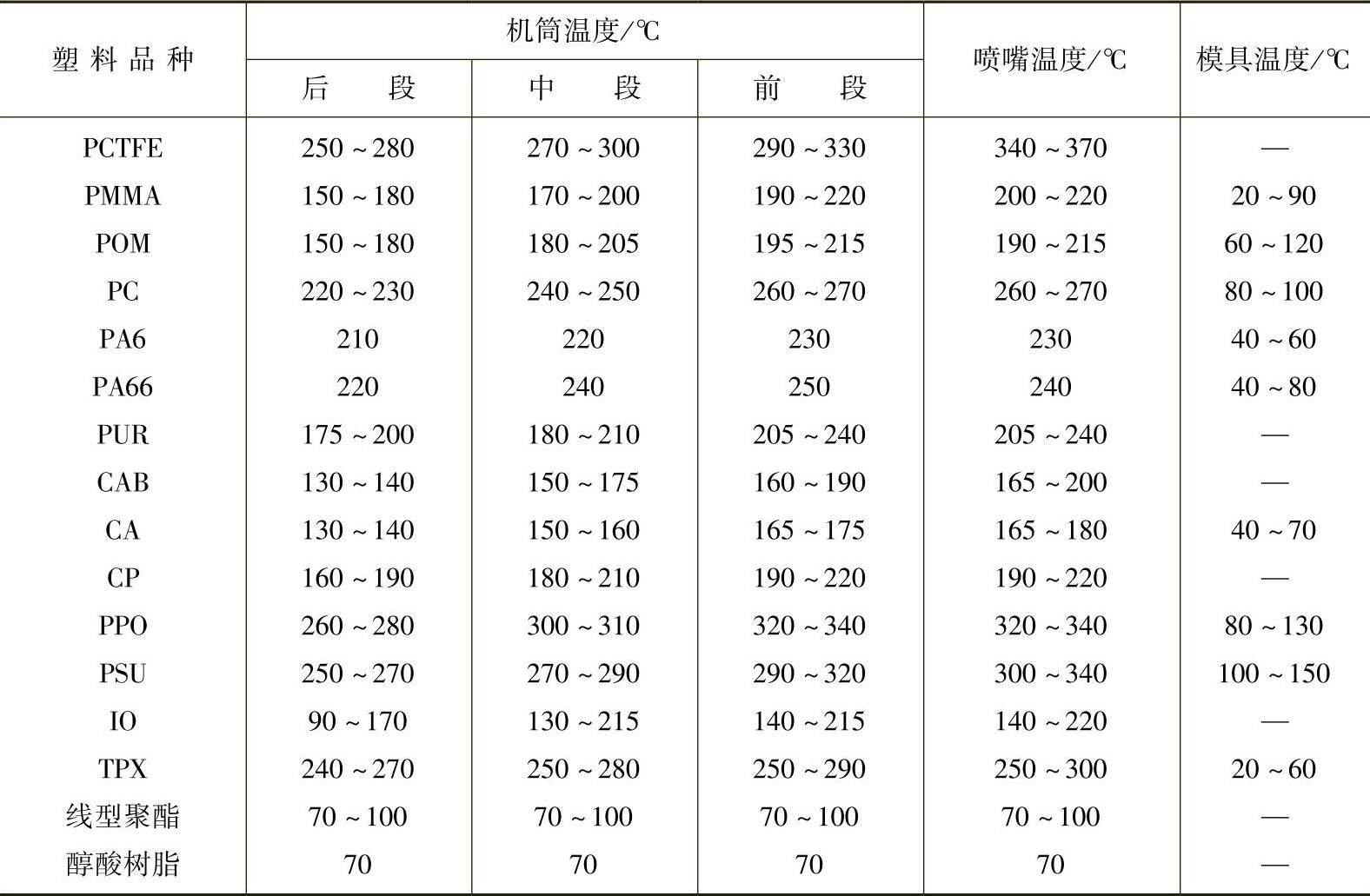
表3-7 部分塑料适用的机筒、喷嘴和模具温度
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。