



在微电子焊接即软钎焊过程中,润湿以后,接着就会发生钎料与基板的界面反应过程。由于基板和钎料之间的相互溶解、扩散、凝固结晶等一系列金属学过程,以及钎料和基板成分的多元化,加之工艺温度、时间、焊点尺寸等一系列参数的影响,使得焊点的组织及性能的各不相同,差异显著。焊点是异种材料间的冶金结合,由于钎料和基板之间的相互作用会在焊点界面处产生各种现象,对接头的性能及可靠性产生明显的影响,有必要对其规律性进行讨论。微电子焊接的焊点结构见图3-21。
通常钎料与焊盘的界面冶金反应分为两类:在焊接过程中的液态钎料与固态焊盘之间的反应和在后续的时效过程中固态钎料与固态焊盘的反应。此两类冶金反应分别称为液-固界面反应和固-固界面反应。另外,在液-固界面反应中,通常会有两个过程同时发生,一个过程为焊盘金属溶解到熔融的钎料金属中去,另一个过程为钎料金属与焊盘金属结合,在界面处形成金属间化合物。焊接时一般都会发生基板向钎料中溶解的过程,基板向钎料适当的溶解,可以使钎料实现合金化,有利于提高焊点的强度。但是基板如果过度溶解就会造成钎料熔点的升高,黏度增加,铺展流动性变差,同时也会导致基板表面出现溶蚀缺陷。固态基板向钎料中的溶解过程是一个多相反应的过程。

图3-21 微电子焊接的焊点结构
1.基板在钎料中的溶解
首先,讨论固液相都是纯金属的溶解情况。根据母材在液态钎料中的溶解形式,可以分为:母材与液态钎料之间的互溶度极小、互溶度较大、互溶度较大并形成同分化合物、互溶度较大并形成异分化合物四种基本类型。
如图3-22所示,F是液态钎料,B为固体母材,TB为钎焊温度。由图可以看出,无论钎料和母材组成的相图类型如何变化,开始时都是母材向液态钎料中溶解。钎料的组成因溶入母材而沿虚线右移,当分别达到La、Lb、Lc、Ld组成点时,母材的溶解停止。
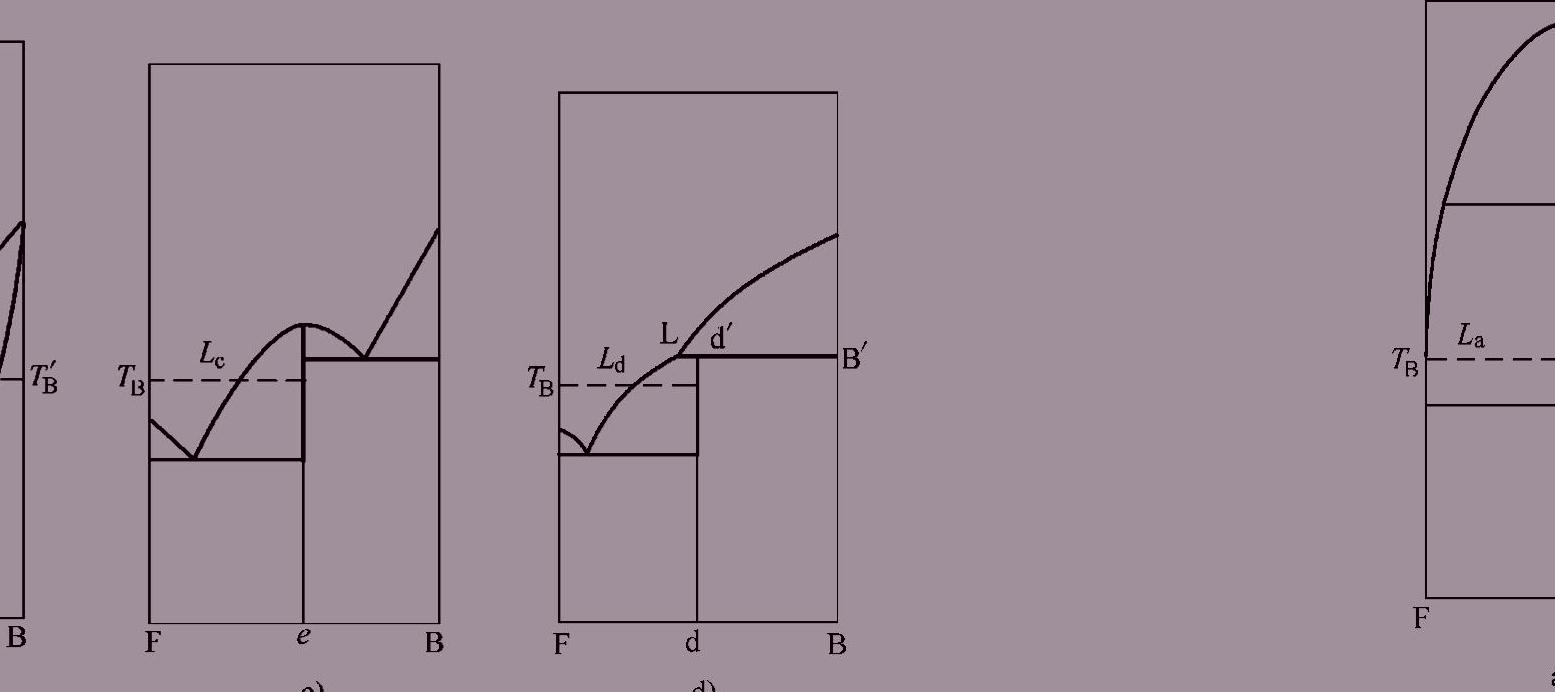
图3-22 母材在液态钎料中溶解的基本形式
1)如图3-22a所示,当固体母材B和液态钎料F之间的互溶度极小时,钎缝金属几乎只是由纯钎料组成的。例如用纯银或纯铜钎料钎焊铁时,铁在液态银或铜中的溶解度很小,钎缝金属主要是由纯银或纯铜构成。
2)如图3-22b所示,当固体母材B与液态钎料F的互溶度较大时,由于母材在液态钎料中的溶解度很大,这时母材将快速溶入液态钎料中,直至组成达到Lb点才停止。若钎料成分选择不当,钎焊温度过高以及时间过长时,由于母材局部溶入钎料太多,在母材表面将形成蚀坑,这种现象称为溶蚀现象。为了克服溶蚀现象,通常在钎料中加入一定含量的母材成分,来减轻液态钎料对母材的溶蚀。严格说来,只有当液态钎料中母材成分达到饱和时才能避免溶蚀的产生。一般钎焊温度均高于钎料液相线温度,母材的溶蚀是不可避免的。钎焊时微量的溶蚀是允许的,只有比较严重的溶蚀才会给母材带来伤害。
3)如图3-22c所示,当固体母材B与液态钎料F可生成固液同分化合物时,母材溶入液态钎料将会生成同分化合物。由于化合物的熔点高于钎焊温度T,它将呈固态包裹在母材与液态钎料的界面上。由于化合物相当稳定,一旦生成往往不易迅速扩散均化。固液同分化合物常具有独立的晶格,通常具有无机化合物的某些属性,如稳定性较好、不易分解、性脆、电导率和热导率比较低等,这对于接头的力学性能和电气性能都不利。
4)如图3-22d所示,当固体母材B与液态钎料F可生成固液异分化合物时,母材溶入液态钎料将会生成固液异分化合物d。从热力学的观点来看化合物d和c性质应该相似,但由于d的生成是:L+B′=d′,在钎缝中将会同时存在L、d′和B′多相。
母材在液态钎料中溶解的现象,可认为是固态金属晶格内的原子结合键被破坏,促使它们与液态金属中的原子形成新键的过程。在一定的温度下,母材向液态钎料中的溶解量可以表示为
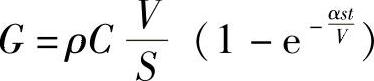
式中G——单位面积母材的溶解量;
ρ——液态钎料的密度;
C——母材在液态钎料中的极限溶解度;
V——液态钎料的体积;
S——液/固相的接触面积;
α——母材原子在液态钎料中的溶解系数;
t——接触时间。
可见,母材向液态钎料中的溶解与液态钎料的温度、数量、接触面积和时间以及母材在液态钎料中的极限溶解度等有关。
母材在钎料中的溶解度的影响。这个问题与母材在液态钎料中溶解的形式和类型有关,从根本上来说,它取决于母材与钎料的互溶度。在钎焊参数等条件一定时,母材与钎料的互溶度大的,其溶解量就大;反之,其溶解量就小。
钎料温度和接触时间的影响。钎焊时,液态钎料的温度和保温时间对母材在液态钎料中的溶解具有重要影响。随着温度的上升,母材在液态钎料中的溶解度增大,同时其溶解速度会显著加快。在高温下固体母材与液态钎料接触的时间越长,能使母材溶解充分,从而增大溶解量甚至达到极限溶解度。
施加钎料的数量和接触面积的影响。所施加的钎料越多,母材的溶解量越大。在接头内,钎料层较厚的地方,母材的溶解量往往较大;而在钎料层较薄的地方,母材的溶解量往往较少。在钎料量相同的条件下,液态钎料与固体母材的接触面积越大,母材的溶解会很快达到饱和状态;而接触面积小时,母材的溶解量也会较小。
母材向液态钎料中适量溶解,可使钎料实现合金化,有利于提高接头强度᥊对电子微连接接头的形成是有利的。但母材的过度溶解则是不利的,它会使液态钎料的凝固点上升,过度提高,流动性变差,从而降低液态钎料的润湿性和填充钎缝的能力,以致产生不良的焊接缺陷。
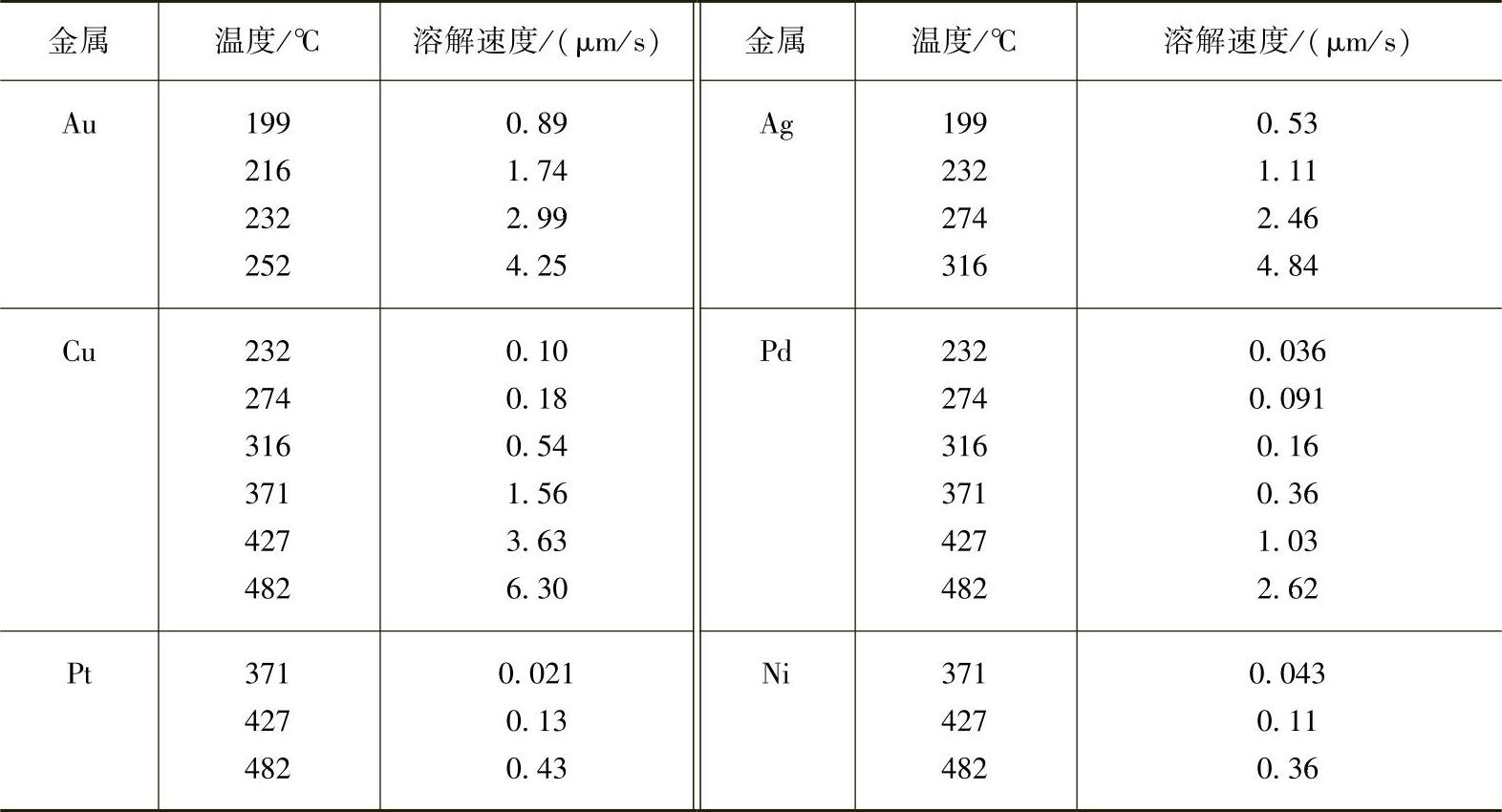
金、钯等金属镀层能够立即扩散到含锡钎料中去而形成弥散细小的金属间化合物。在钎焊过程中,由于基板与钎料之间存在相互作用,一些基板组分会溶解到液态钎料中去。不同的材料在不同的液态钎料中的溶解速度是不同的。将直径为0᥊5mm的金、银、钯、铜、镍、铂丝浸入到液态钎料中,针对不同的温度和时间,测出溶解速率。表3-7给出了该实验的结果。从中可以看出,随着温度的升高,溶解量迅速增加,金和银的溶解速度最高,而铂和镍的溶解速度最低。
表3-7 不同温度下几种金属元素在熔融Sn-Pb钎料中的溶解速率
2.液态钎料向基板的扩散
在焊接结合的过程中,发生润湿现象后会立即伴有扩散作用,因而形成界面层或合金层。固体中不会发生对流,因此扩散是唯一的物质迁移的方式,其原子或分子由于热运动不断地从一个位置迁移到另一个位置。当温度达到足够高时,就从一个晶格迁移到另一个晶格,称为扩散。原子的移动速度与数量与温度和时间有关。
扩散本身是一种物质传输过程,其驱动力是浓度梯度和原子(分子)的热运动,扩散的方向是由高浓度向低浓度方向进行,其平衡条件是使浓度梯度为零。事实上,液态钎料与基板金属发生相互扩散,既有固态金属被液态钎料溶解后在液相中的扩散,又有液态钎料向基板金属内部的扩散即固相中的扩散。
液态钎料向基板扩散的几种类型。固相扩散从微观上讲,是由于温度升高,金属原子在晶格点阵中产生热振动,金属原子从一个晶格点阵移动到另一个晶格点阵的过程。液态钎料向基板扩散可以分为表面扩散、晶内扩散、晶界扩散和选择扩散。
1)表面扩散(见图3-23)。表面扩散是液态钎料的原子沿着基板表面进行的扩散。产生表面扩散的原因是由于两金属界面处原子之间的引力引起的。
2)晶内扩散(见图3-24)。晶内扩散是液态钎料原子扩散到基板表面后,继续扩散到晶粒中去的过程。钎料向基板内部晶粒的扩散,沿着不同的方向其扩散程度不同,并通过晶内扩散,在基板内部形成新相。
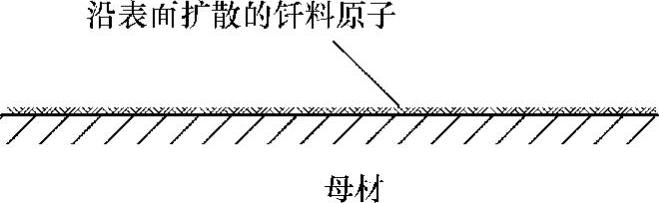
图3-23 表面扩散的模型
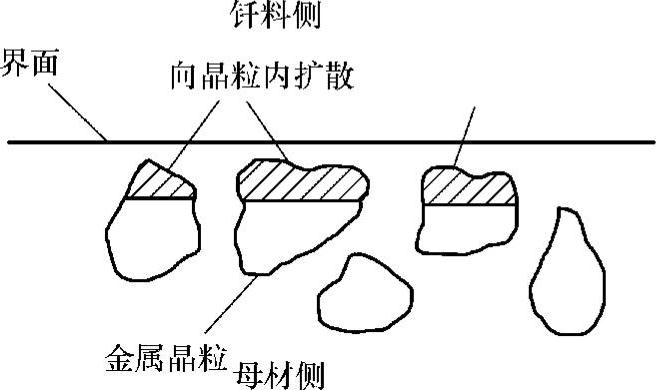
图3-24 晶内扩散的模型
3)晶界扩散。就是液态钎料原子扩散到基板表面后,继续沿基板晶界向内部扩散。由于晶界扩散比晶内扩散的激活能低,所以晶界扩散较易发生,如图3-25所示。在高温下,由于激活能的作用不占主导地位,将同时发生晶界扩散和晶内扩散。例如,以锡基钎料钎焊铜时,锡在铜中既有晶内扩散,又有晶界扩散。(https://www.xing528.com)
4)选择扩散(见图3-26)。用两种以上的金属元素组成的钎料进行钎焊时,其中某一种元素先扩散,或只有某一种元素扩散,其他元素不扩散,这种扩散称为选择扩散。例如:当用锡铅钎料钎焊时,钎料成分中的锡向母材扩散,而铅不扩散,这就是选择扩散。
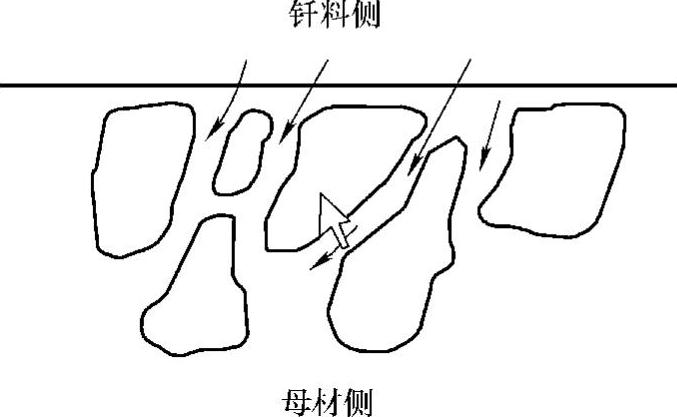
图3-25 晶界扩散的模型
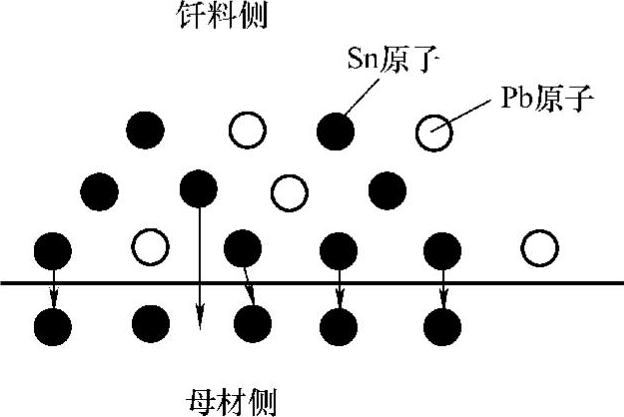
图3-26 选择扩散的模型
当钎料凝固以后,虽然金属间固相扩散的速度虽然减慢,但还在进行,速度相比液相扩散要慢得多。根据表象理论(根据所测量的参数描述物质传输的速度与数量等),1985年Fick在研究热传导理论时,导出了关于扩散的两个法则,即Fick定律。给出了扩散过程中温度、扩散速度、浓度、时间等参数间的关系。
Fick第一定律为
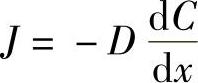
该方程称为Fick第一定律或者扩散定律,或扩散第一定律。式中,J为扩散通量,表示单位时间内通过垂直于扩散方向x的单位面积的扩散物质质量;D为扩散系数,其中负号表示物质的扩散方向与质量浓度梯度dC/dx的方向相反,即表示物质从高的质量浓度区向低的质量浓度区的转移。Fick第一定律描述了一种稳态扩散,即质量浓度不随时间而变化。
Fick第二定律为
上述的扩散定律中均有这样的含义,即扩散是由于浓度梯度所引起的,这样的扩散称为化学扩散;另一方面,我们把不依赖于浓度梯度,而仅由热振动而产生的扩散称为自扩散,其由Ds表示。自扩散系数可以定义为
上式表示合金中某一组元的自扩散系数其质量浓度梯度趋于零时的扩散系数。
Fick扩散定律定量地给出了温度、浓度、时间等参数与扩散速度和扩散量之间的关系,其计算结果与实验结果比较接近,可以用于很多场合尤其是溶液化学中的浓差扩散的近似计算。但是,Fick扩散定律很难适用于金属在钎焊条件下液态钎料的各种现象。如前面所述,由晶格歪扭等原因引起复杂的物理变化,因此计算值与实验结果不可能一致。晶格缺陷和原子空穴是存在于实际结晶中的缺陷,它们对扩散到内部的原子的移动有很大的影响。所以,Fick扩散定律不能充分解释焊接冶金反应过程中出现的所有现象。
应该指出,在钎焊的过程中,既会发生母材溶解后在液态钎料中的扩散,又会发生液态钎料组分向固体母材中的扩散,其中,前者是在液相中进行的,后者是在固相中进行的。这种相向的溶解和扩散作用,结果是钎缝凝固后,在固/液界面形成钎料与母材的过渡合金层。在高温和液态下,扩散速度非常快,当凝固成钎缝以后,固相金属间的扩散速度则显著减慢,但扩散仍在继续进行。与液/固相之间的扩散相比,固/固相之间的扩散速度非常低,当温度很低时可以忽略不计。
3.金属间化合物的形成
焊接是依靠接合界面上生成合金层而形成连接强度的,这种以合金的元素成分按原子量的比例以化学接合的方式形成的物质,叫做金属间化合物(Intermetallics,IMC)。金属间化合物是一种以简单化学计量比(例如原子比)的成分较为单一的可区分的均匀相。由于锡非常容易和多种金属元素形成金属间化合物,因此用锡基金属作为钎料时,在互连结合处形成金属间化合物是最常见的现象。由图3-27Cu-Sn二元合金平衡相图可知,铜与锡在液态下可以无限互溶,在固态下铜在锡中的溶解度则很小。因此,钎焊时基板铜将向液态的锡钎料中溶解,在随后的冷却过程中将会出现金属间合物Cu6Sn5(η相)。如果铜的溶解量过多,还可能出现Cu3Sn(ε相)。可以说,化合物相Cu6Sn5的出现是保证锡钎料与基板之间实现冶金连接的基本前提。
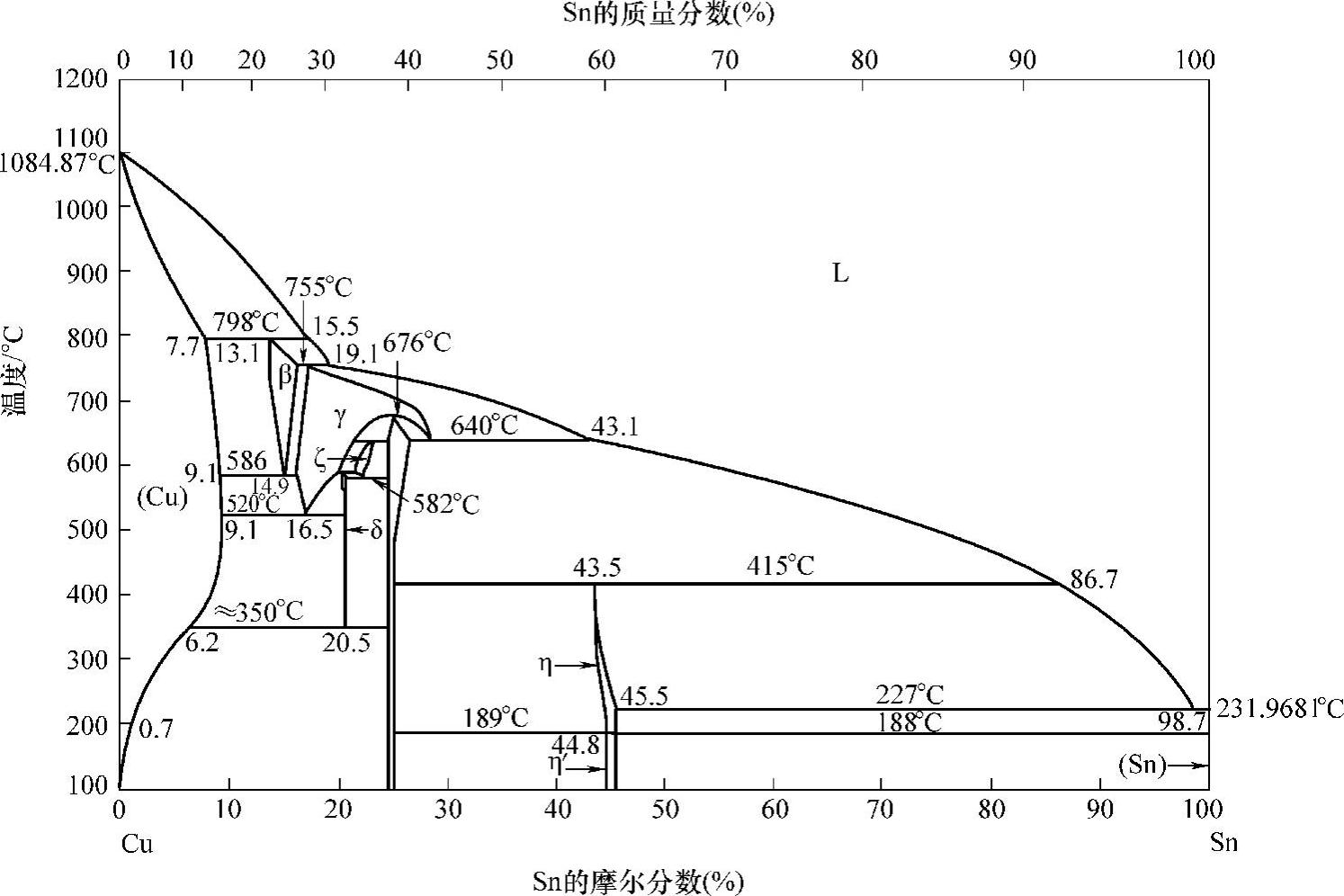
图3-27 Cu-Sn二元合金平衡相图
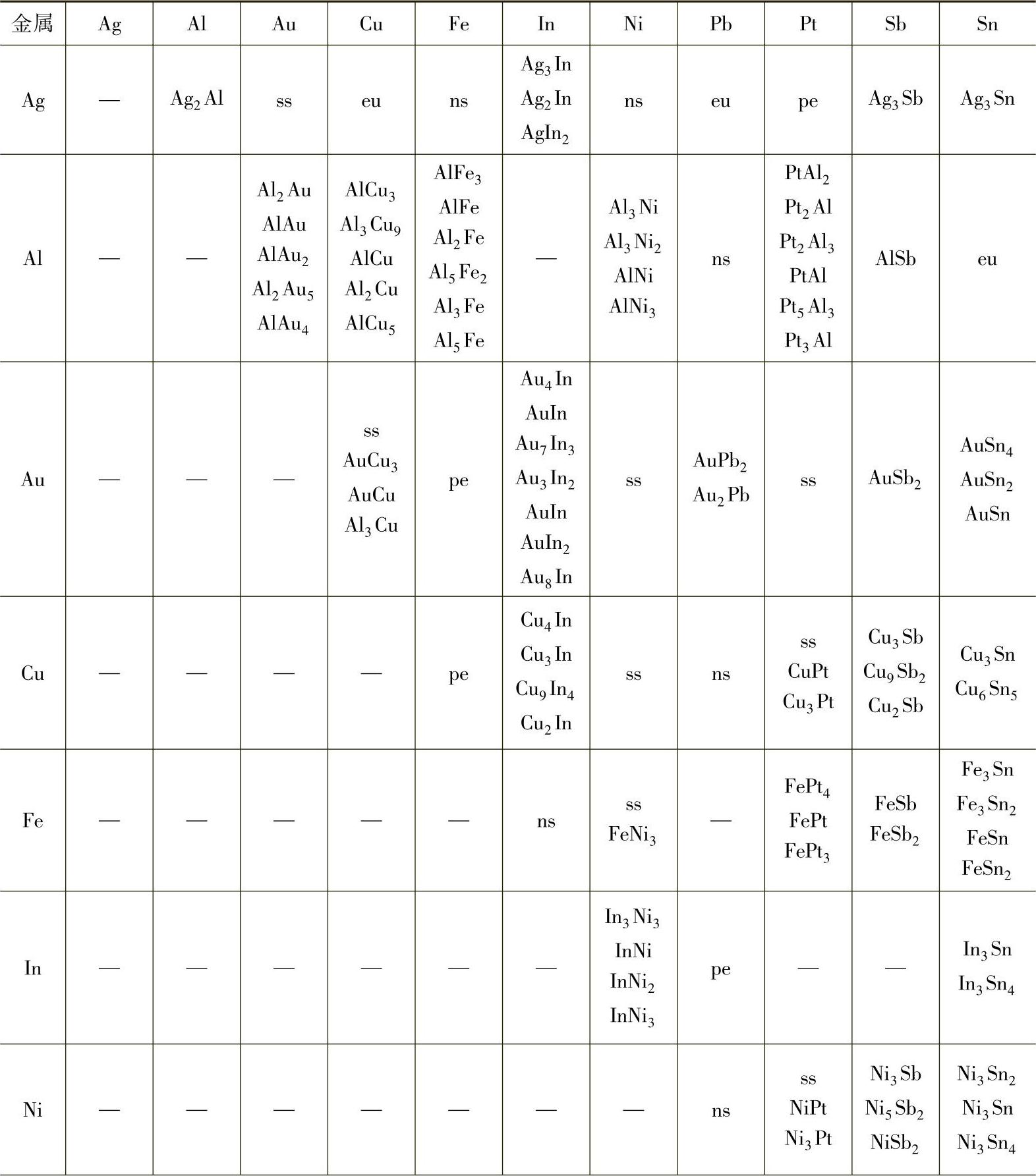
由于金属化合物相通常都具有硬而脆的特点,因此,出现过多的化合物对焊点的性能是不利的。在钎料冷却凝固之后,由液态金属直接形成化合物的条件已经不存在,但是在随后的热过程中,铜与锡间的相互扩散过程仍可进行。因此化合物相仍将继形成和长大,通常是在结合前沿处形成一层连续的化合物层。在电子产品的钎料互连过程中,除了铜基板和锡铅钎料之外,还经常涉及到其他一些材料,例如铜基板上镀有其他金属覆层或者多层薄膜合金层体系可以形成金属间化合物。表3-8列出了母材和钎料之间可能形成的金属间化合物。
表3-8 母材和钎料之间可能形成的金属间化合物
(续)
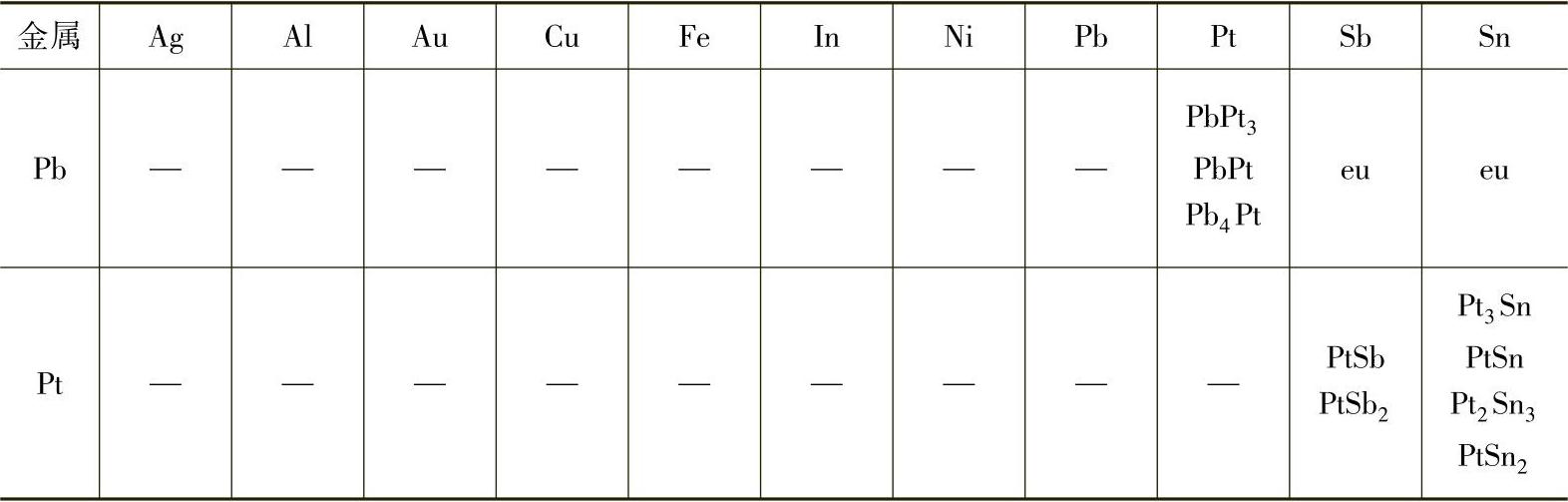
注:ss为连续固溶体:eu为共晶型;ns为液相分层固溶度极小;pe为包晶型。
从表3-8可以看到,Sn与Au、Ag、Ni、Cu等均可以形成金属间化合物。锡和金之间的金属间化合物生长非常快。例如,在150℃下只需300h就可以形成厚度为50μm的化合物层。金和锡形成的金属间化合物层包括AuSn、AuSn2和AuSn4。AuSn4相极脆,且极易在与金的焊接中产生缺陷。在周期性热作用或其他机械应力作用下,AuSn金属间化合物将会脱离基体而失效。这种脱离发生在金基体和AuSn4金属间化合物之间,其原因是多重因素导致的。如AuSn的脆性、本身过弱的结合力、多孔的构造以及Kirkendall缺陷等。为了使得镀金焊盘上有可靠连接,含金的金属间化合物必须溶入到钎料内部,直至表面是Sn-Ni或Sn-Cu的金属间化合物。这就要求镀金层厚度要薄,一般不要超过1μm。而Ag3Sn是银和锡间形成的最常见的金属间化合物。
Sn在镍基体上(或镀镍层表面上)能够形成Sn与Ni的金属间化合物。有三种Sn/Ni金属间化合物相:Ni3Sn、Ni3Sn2、Ni3 Sn4。
研究表明,Sn-Cu金属间化合物形成较快,Sn-Ni金属间化合物形成较Cu-Sn要慢。
4.金属间化合物的长大
互连界面间形成了金属间化合物,说明一种良好的焊接结合已经形成。但金属间化合物的脆性会对焊点的力学性能造成破坏性影响。如果这些金属化合物层太厚,焊点互连界面因脆性而导致断裂和开路。在机械应力下,这将会是个非常大的问题。比如印制电路板在温度的变化下会收缩或膨胀,从而对接点产生机械应力;移动电子产品会经常受到冲击载荷的作用而发生破坏。
实验表明,互连界面形成的金属间化合物应该有较适宜的厚度。过低则不能达到较好的固溶作用,过高则对系统的可靠性产生影响。例如,Cu基体上涂有Sn-Pb涂覆层,若Cu和Sn的金属间化合物生长厚度达到2~4μm,焊点的性能会显著降低。不同的金属间化合物对焊点的稳定性有不同的作用,因而了解相的形成是非常重要的。钎料/基体相互作用可以归结为如下两类:熔融状态下的钎粉基体相互作用和固化状态下的金属间化合物的生长。润湿过程中,熔化的钎料与固态基体接触并起反应。基体金属熔融到液态金属中,同时钎料中的活性成分与金属基体发生反应。两个过程都可以在熔化的开料和基体之间的连接区域形成金属间化合物。基体金属熔融到液态钎料中的量取决于它在该料中的溶解度,而金属间化合物的形成则取决于基体金属中活性元素的溶解度。许多研究都致力于研究熔融钎料和基体金属间的反应。特别是在无铅的情况下,这种研究更为重要,它直接关系到电子产品的质量和工艺成本。
金属间化合物的生长速度有两种规律:线性生长和抛物线生长。线性生长是指金属间化合物的生长受原子间反应控制生长;而抛物线型生长则是指生长受扩散到反应界面元素的量的限制(扩散控制)。含有铜元素的基体体系与Sn-Pb钎料合金之间通常近似于抛物线或亚抛物线型生长方式。要获得良好的焊接效果,钎料成分与基板成分必须发生能够形成牢固冶金结合的反应,在界面上生成适当的合金层,因此界面上IMC的形成、厚度、形貌以及演化规律,对焊点的机械、电气、化学乃至可靠性都有至关重要的影响。图3-28显示了Cu与Sn-Pb共晶钎料的界面反应层生长随温度、时间的变化规律。在典型的焊接工艺条件下,由于Cu、Sn的互扩散要穿过Cu6Sn5相,因此,初生的界面层厚度通常是有限的。焊接之后,随着服役时间和温度的变化,界面层的厚度仍将呈现缓慢的增长态势(见图3-28中实线)。Sn基钎料与其他常见金属的界面反应类似,固态时,所形成的Sn基金属化合物也会因金属的扩散作用引起界面层厚度的继续增长,其增长速率也比焊接时的要低。
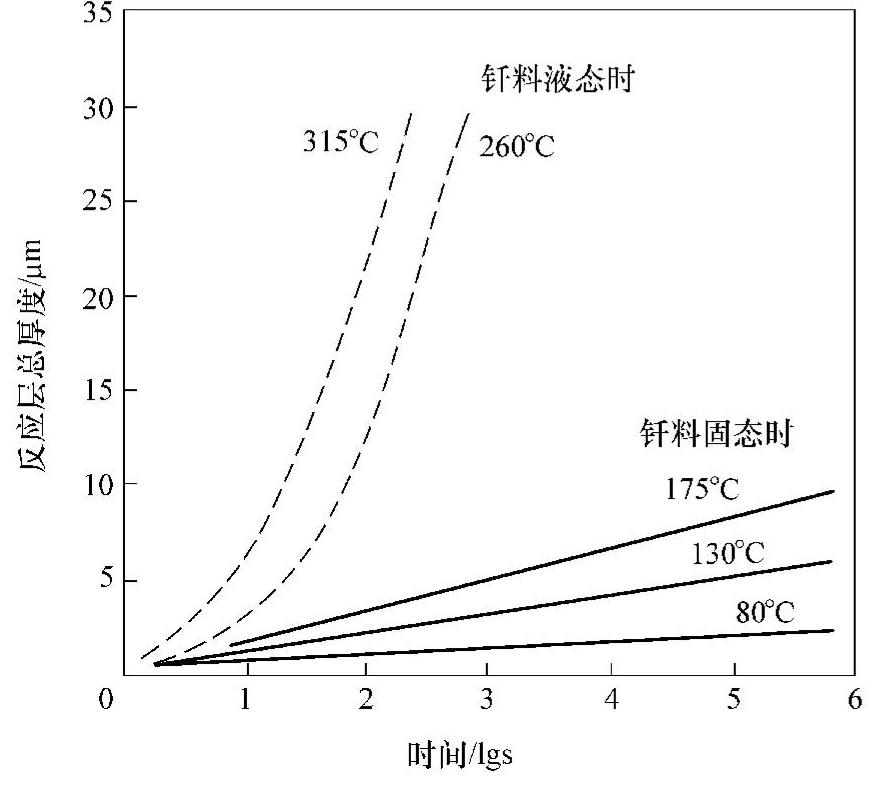
图3-28 Cu与Sn-Pb共晶钎料的界面反应层生长随温度、时间的变化规律
5.金属间化合物的物理性能
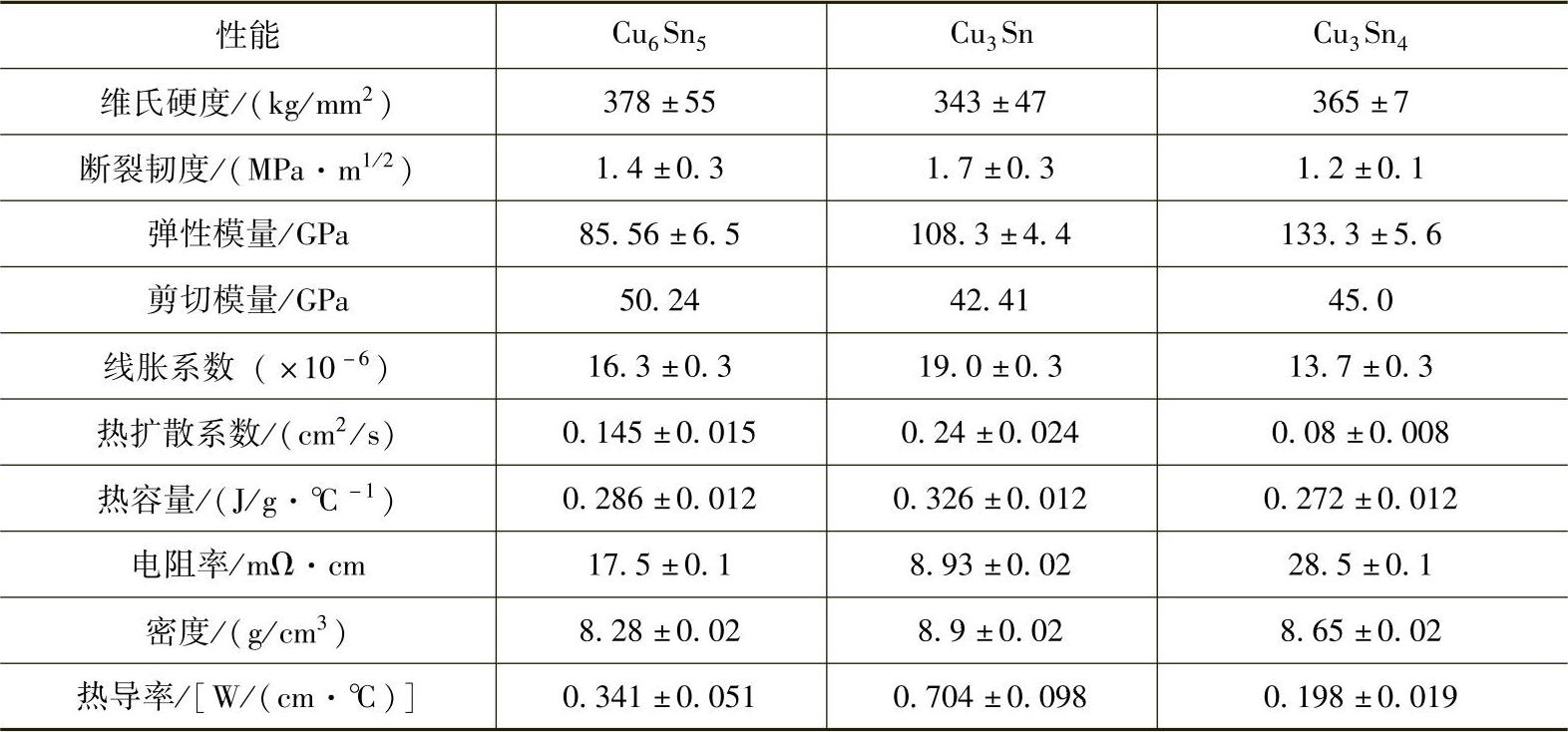
金属间化合物与钎料或基体的物理性能明显不同。表3-9给出了Cu-Sn和Ni-Sn室温下金属间化合物的性能。金属间化合物的延性较差,硬度较高,这表明金属间化合物具有较大的脆性。金属间化合物的这种高硬度,使得在一般条件下焊点受到应力时不会有塑性形变产生。金属间化合物较大的弹性模量使得它们的延展性变差。金属间化合物的热膨胀系数与金属的相差不多,因而,它们与连接着的基体金属的膨胀量也会差不多。金属间化合物的热导率和电导率比较低,这对于一个薄的金属间化合物层来说,其影响不会很大。但是对于微型焊点来说,由于焊点尺寸变小,这些物理性能将会对电路的性能造成很大的影响。
表3-9 室温下金属间化合物的性能
研究实际焊点中的界面组织,要点是掌握分析理解的头绪,可利用TEM等仪器帮助分析,或是利用已有的有用信息,仅仅作几次试样分析就想探知其中的技能是不可能的。这还有待于今后建立起界面结构基础学科,为界面可靠性提供保障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。