



先驱体转化法制备纤维增强增韧陶瓷基复合材料的制备工艺不尽相同,根据增强纤维是单向还是编织体以及先驱体的种类均有区别,下面介绍三种常用的制备工艺。
1.单向连续纤维增韧陶瓷基复合材料
先驱体法制备单向纤维增强陶瓷基复合材料工艺可分为先驱体浸渍—裂解法(PIP)和先驱体转化—热压法(PP—HP)两种。
(1)先驱体浸渍—裂解法 先驱体浸渍—裂解法制备纤维增强陶瓷基复合材料的工艺过程大致可分为三个阶段,工艺流程如图5-8所示。
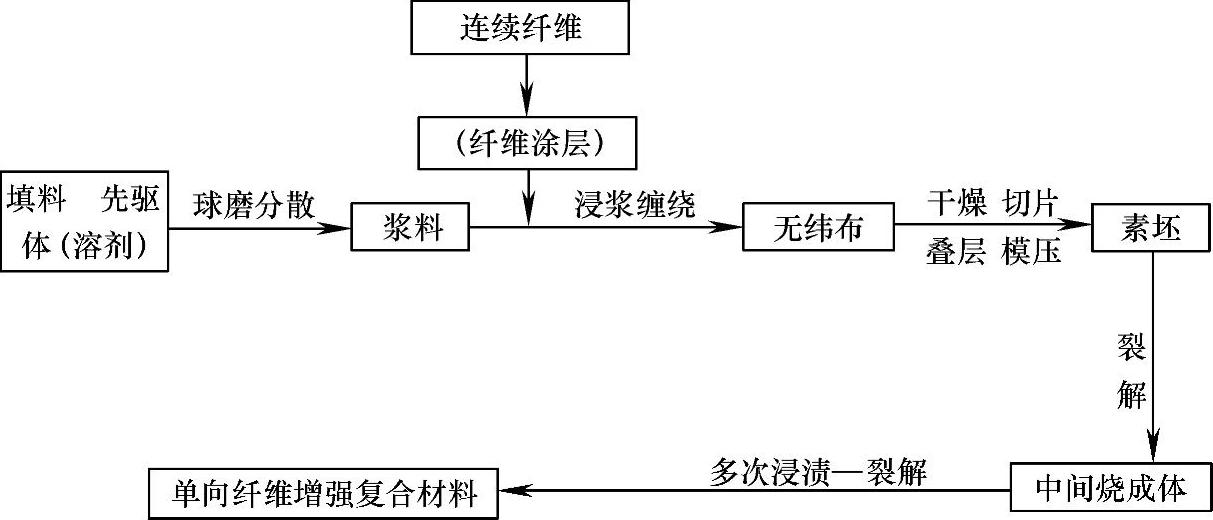
图5-8 先驱体浸渍—裂解法制备纤维增强陶瓷基复合材料工艺流程图
1)无纬布的制备[1]:无纬布的制备工艺有很多种,其中一种制备工艺如图5-9所示。将先驱体和填料微粉及溶剂按一定比例置入球磨罐中,进行球磨,制得浆料。通过缠绕将纤维和浆料制成无纬布,浆料的浸渍可以采用超声振动来加速浆料向纤维束的浸渗,对纤维的处理包括脱胶、超声辅助浸渗和收丝等。主要工艺参数为:脱胶温度为400~500℃;收丝速度为300r/min(纤维无涂层)或150r/min(纤维有涂层)。
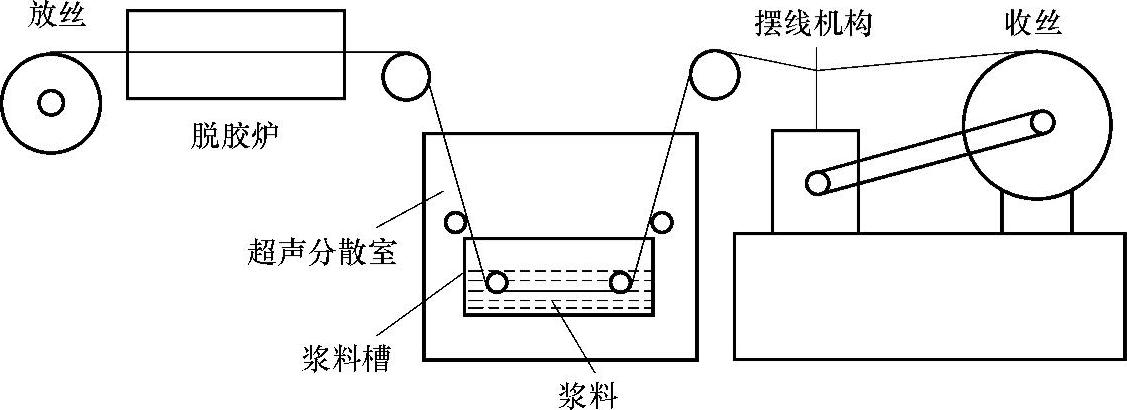
图5-9 缠绕法制备无纬布的工艺过程
注:该图取自参考文献[1]
2)素坯的制备[1]:将晾干后的无纬布按要求裁剪成一定尺寸的小块,然后将若干几层小块置入模具模腔中,在一定的温度与压力下,压成复合材料素坯。热模压温度略低于先驱体的软化点,压力为10~15MPa,保温时间约为1min。这样既可以保证先驱体具有便于模压成型的流动性,又可以避免模压时对纤维造成机械损伤。热模压示意图如图5-10所示。
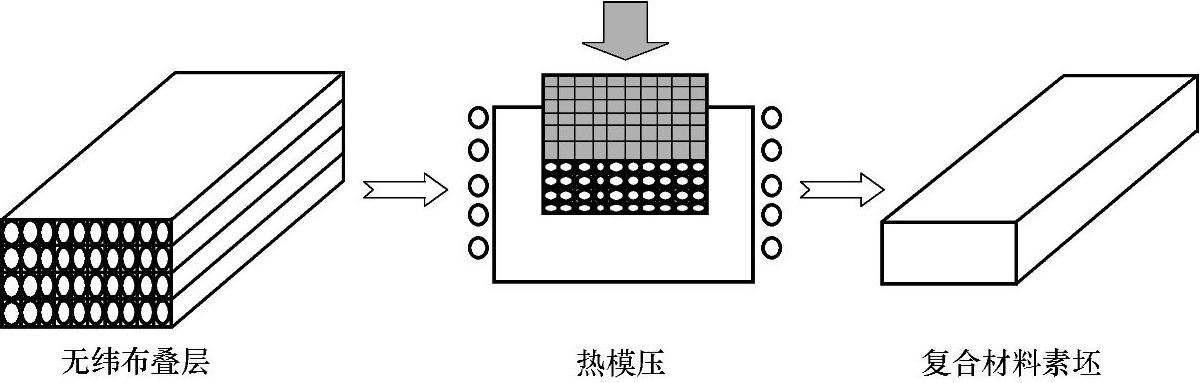
图5-10 热模压示意图
注:该图取自参考文献[1](https://www.xing528.com)
3)先驱体裂解与材料致密化:PIP法是将复合材料素坯在常压和保护气氛下,使其中的先驱体裂解,然后再重复先驱体的浸渍—裂解过程多次,使其致密化,最终获得复合材料成品。
(2)先驱体转化—热压法(先驱体裂解—热压法) 先驱体转化—热压法是将制备好的复合材料素坯装入涂有BN的石墨模具中,然后将模具置于热压炉内进行加温加压裂解和热压烧结,可一次获得基本致密的复合材料,制备工艺流程如图5-11所示。为了实现热压烧结,则必须在浆料里引入相应的烧结助剂。在先驱体转化—热压法工艺中,由于工艺参数对材料的显微结构和性能有很大的影响,因此合理选择工艺参数至关重要。这些参数主要有:烧结温度、热压压力、升温速度和热压时间等。
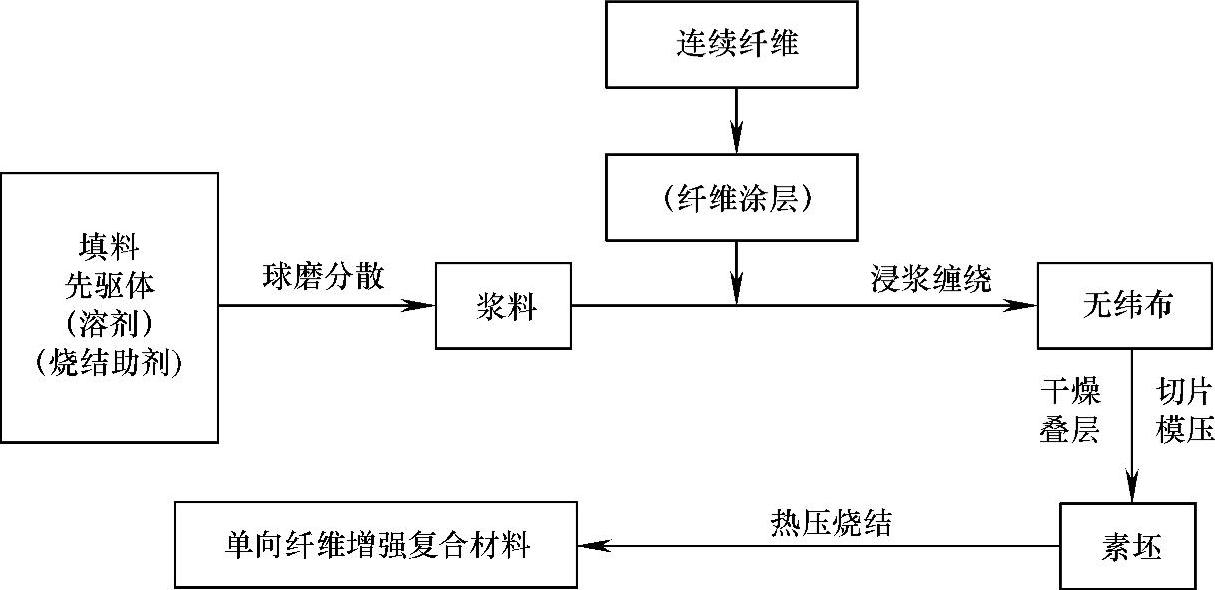
图5-11 先驱体转化—热压法制备纤维增强陶瓷基复合材料工艺流程图
2.纤维编织体增强陶瓷基复合材料制备工艺过程[1,10]
纤维编织体增强陶瓷基复合材料的制备工艺路线如图5-12所示。
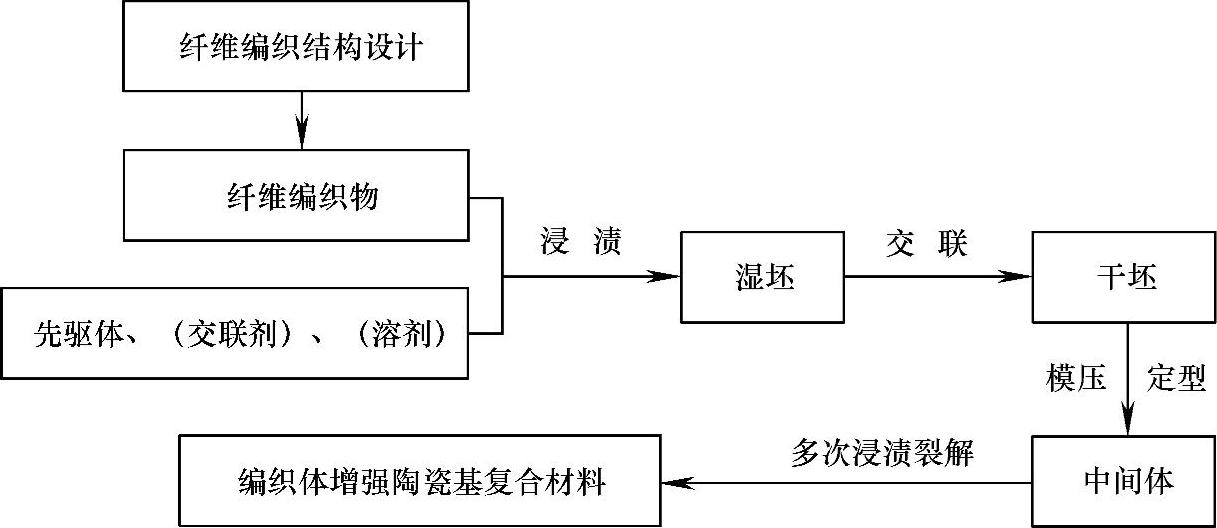
图5-12 编织物增强陶瓷基复合材料制备工艺流程图
(1)编织物的制备 根据复合材料性能和实际情况的需要,可对纤维的织物进行设计,编织后的纤维在空间是多向分布的,可使复合材料性能在空间上趋于均匀化,或将纤维编织成所要求的异形整体织物,甚至具有符合复合材料成品要求的形状和尺寸。
复合材料增强纤维的编织,借鉴了历史悠久的纺织工艺技术与科研成果并加以发展,增添了特有的二维、三维(立体、多向)编织技术。纺织包括纺纱和织造两个过程:纺纱是将纤维纺成可供织造的纱线;织造则是将纱线交织成为织物。织造分为二维和三维两大类。通常所说的编织都是专指织造而言。在二维织造中,纱线基本处于同一平面(或曲面)内,形成扁平状的、垂直于平面(或曲面)方向尺寸相对较小的织物,如布、带、管等;三维织造则在空间三维中均有纤维布置,形成块状编织体。前者基本上是沿用传统的织造技术;后者则是适应复合材料要求而开发的特殊的织造技术。在这两类织造中,按照纱线织成织物的过程,从工艺上可以分为编织(又称为机织,weave),针织(knit),辫织(braid)和穿刺(又称缝纫,puncture、stitch)四类。
(2)干坯的制备 将编织物放入含有陶瓷先驱体、交联剂和溶剂等的溶液中真空浸渍,若先驱体本身含有可自聚的活性基团,溶液中可不加交联剂。待完全浸透后取出,在一定温度下使陶瓷先驱体溶液交联固化。试样的交联固化可在平板或模具中施加一定的压力下进行,可获得平整、尺寸与形状合乎要求的定型坯体。
(3)热模压裂解 对大块的二维织物定型坯体,可将其装入涂有氮化硼粉的模具中进行高温热模压裂解。热模压工艺无需引入烧结助剂,裂解温度只需1000℃左右,因此在先驱体的裂解过程中尚未发生裂解产物之间的烧结。采用热模压裂解工艺可提高复合材料中纤维的体积分数,并保证试样的尺寸稳定性。三维织物的干坯亦可不加压,在惰性气氛中进行常压高温裂解。
(4)复合材料的致密化过程 由于先驱体在裂解过程中未发生烧结,因此一次烧成的材料孔隙率大,需多此浸渍并裂解先驱体以实现材料的致密化。根据经验,经过5~7次即可获得较高的密度,同时浸渍的周期也不至太长,如果继续增加循环次数,则密度增高的效果变得愈来愈不明显,而且延长了制备时间,增加了成本,因此反复循环的次数不宜过多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。